拉深好的圆筒形件通过缩口模将其口部直径.ppt
《拉深好的圆筒形件通过缩口模将其口部直径.ppt》由会员分享,可在线阅读,更多相关《拉深好的圆筒形件通过缩口模将其口部直径.ppt(31页珍藏版)》请在冰豆网上搜索。
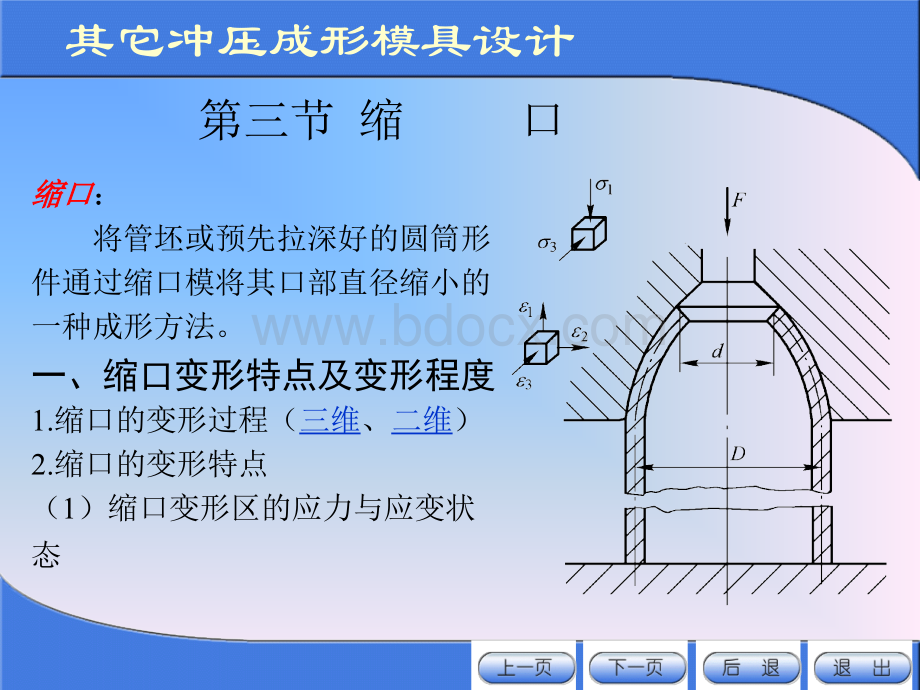
第三节缩口缩口缩口:
将管坯或预先拉深好的圆筒形件通过缩口模将其口部直径缩小的一种成形方法。
一、缩口变形特点及变形程度1.缩口的变形过程(三维、二维)2.缩口的变形特点
(1)缩口变形区的应力与应变状态其它冲压成形模具设计第三节缩口缩口变形受双向压应力的作用
(2)缩口变形程度受到什么的限制?
缩口变形程度受失稳的限制3.变形程度
(1)缩口变形程度用什么来表示?
缩口的变形程度用缩口系数表示
(2)缩口的变形程度与什么因素有关?
其它冲压成形模具设计第三节缩口材料的塑性材料厚度支承方式二、缩口工艺计算1.缩口次数若工件的缩口系数小于允许的缩口系数时,则需进行多次缩口,缩口次数按下式估算:
其它冲压成形模具设计第三节缩口二、缩口工艺计算2.颈口直径多次缩口时,最好每道缩口工序之后进行中间退火,各次缩口系数可参考下面公式确定:
首次缩口系数:
以后各次缩口系数:
各次缩口后的颈口直径则为:
其它冲压成形模具设计第三节缩口二、缩口工艺计算二、缩口工艺计算3.坯料高度缩口前坯料高度按下面公式计算:
图6-24a所示工件:
图6-25b所示工件:
图6-25c所示工件:
其它冲压成形模具设计第三节缩口二、缩口工艺计算4.缩口力将图6-25所示锥形缩口件,在图6-26所示无支承缩口模上进行缩口时,其缩口力可用下式计算:
式中冲件与凹模接触面摩擦系数;材料抗拉强度;速度系数,在曲轴压力机上工作时1.15。
其余符号如图6-25所示。
其它冲压成形模具设计第三节缩口三、缩口模结构1.支承方式支承方式
(1)无支撑)无支撑结构结构原理原理(三维动画、二维动画)优、缺点优、缺点a优点b缺点
(2)外支撑)外支撑结构结构学习情境4:
其它冲压成形模具设计第三节缩口原理原理(三维动画、二维动画、二维动画放大)优、缺点优、缺点a优点b缺点(3)内、外支撑)内、外支撑结构结构原理原理(三维动画、二维动画、二维动画放大)优、缺点优、缺点a优点b缺点其它冲压成形模具设计第三节缩口2.缩口模具缩口模具
(1)组成组成
(2)工作原理()工作原理(三维动画三维动画、二维动画二维动画)坯料的定位滑块下行时各零件如何动作?
滑块回程时各零件如何动作?
(3)零件间的配合关系分析)零件间的配合关系分析凹模与固定板支撑凸模与凹模(4)部分零件性能分析)部分零件性能分析其它冲压成形模具设计第三节缩口与夹紧板接触的零件夹紧板(5)部分零件形状分析)部分零件形状分析定位板夹紧板其它冲压成形模具设计第四节旋压旋压旋压:
将平板或空心坯料固定在旋压机的模具上,在坯料随机床主轴转动的同时,用旋轮或赶棒加压于坯料,使之产生局部的塑性变形。
优点优点:
设备和模具都较简单,除可成形各种曲线构成的旋转体外,还可加工相当复杂形状的旋转体零件。
缺点缺点:
生产率较低,劳动强度较大,比较适用于试制和小批量产。
其它冲压成形模具设计第四节旋压一、普通旋压工艺一、普通旋压工艺1.普通旋压变形特点普通旋压变形特点
(1)切向收缩
(2)径向延伸(3)由点到线(4)由线到面(5)两种变形局部凹陷的塑性变形大片倒伏1顶块2赶棒3模具4卡盘(系坯料的连续位置)其它冲压成形模具设计第四节旋压2.2.旋旋压压的基本要点:
的基本要点:
(1)合理的转速
(2)合理的过渡形状(3)合理加力2.旋压成形极限变形程度以旋压系数表示:
坯料直径可按等面积法等面积法求出,但旋压时材料的变薄较大些,因此应将理论计算值减小减小57。
圆筒形件的极限旋压系数可取为:
其它冲压成形模具设计第四节旋压圆锥形件的极限旋压系数可取为:
当工件需要的变形程度较大(即较小)时,便需多次旋压。
多次旋压时必须进行中间退火中间退火。
其它冲压成形模具设计第五节校形一、校形的特点及应用1.校形的概念校形的概念通常指平板工序件的校平校平和空间形状工序件的整形整形。
2.目的目的使冲压件获得高精度的平面度、圆角半径和形状尺寸。
3.校平和整形工序的共同特点校平和整形工序的共同特点
(1)只在工序件局部位置使其产生不大的塑性变形;
(2)模具的精度比较高;(3)所用设备最好为精压机。
若用机械压力机时,机床应有较好的刚度,并需要装有过载保护装置。
其它冲压成形模具设计第五节校形二、平板零件的校平1.1.校平方式校平方式
(1)模具校平
(2)手工校平(3)专门设备校平2.模具校平模具校平
(1)校平模具的种类)校平模具的种类光面校平模齿形校平模
(2)光面校平模)光面校平模其它冲压成形模具设计第五节校形模具结构模具结构工作原理工作原理适用地方适用地方a软材料b薄材料c工件表面不允许有压痕如何提高校平效果?
如何提高校平效果?
工件反叠(3)齿形校平模)齿形校平模模具结构模具结构其它冲压成形模具设计第五节校形工作原理工作原理适用地方适用地方a硬材料b平面度误差较小齿形的类型齿形的类型A尖齿尖齿a齿形及尺寸b优点c缺点B平齿平齿其它冲压成形模具设计第五节校形a齿形及尺寸b优点c缺点(4)工件表面不允许有压痕而平面度误差又要求较小,怎么)工件表面不允许有压痕而平面度误差又要求较小,怎么办?
办?
用夹具压紧成平直状态后加热三、空间零件的整形三、空间零件的整形1.什么是空间零件的整形?
什么是空间零件的整形?
2.弯曲件的整形弯曲件的整形
(1)压校)压校学习情境4:
其它冲压成形模具设计第五节校形模具结构模具结构效果
(2)镦校)镦校模具结构效果3.拉深件的整形拉深件的整形
(1)无凸缘)无凸缘模具结构与最后一次拉深模具结构相同,但凸模的底部圆角半径不同。
其它冲压成形模具设计第五节校形凸、凹模的间隙(0.90.95)t变形部位的变形量变形部位的伸长量为:
2%5%
(2)有凸缘)有凸缘模具结构变形部位的变形量变形部位的伸长量为:
2%5%其它冲压成形模具设计缩口工件其它冲压成形模具设计不同支承方法的缩口模)无支承)外支承)内外支承其它冲压成形模具设计带有夹紧装置的缩口模其它冲压成形模具设计缩口与扩口复合模其它冲压成形模具设计几道连续工序的旋压其它冲压成形模具设计光面校平模)上模浮动式)下模浮动式其它冲压成形模具设计齿形校平模)尖齿齿形)平齿齿形其它冲压成形模具设计弯曲件的整形)压校)、)镦校其它冲压成形模具设计拉深件的整形其它冲压成形模具设计1顶块2赶棒3模具4卡盘(系坯料的连续位置)普通旋压其它冲压成形模具设计
 升级会员
升级会员 