圆形凸凹模的机械加工.ppt
《圆形凸凹模的机械加工.ppt》由会员分享,可在线阅读,更多相关《圆形凸凹模的机械加工.ppt(31页珍藏版)》请在冰豆网上搜索。
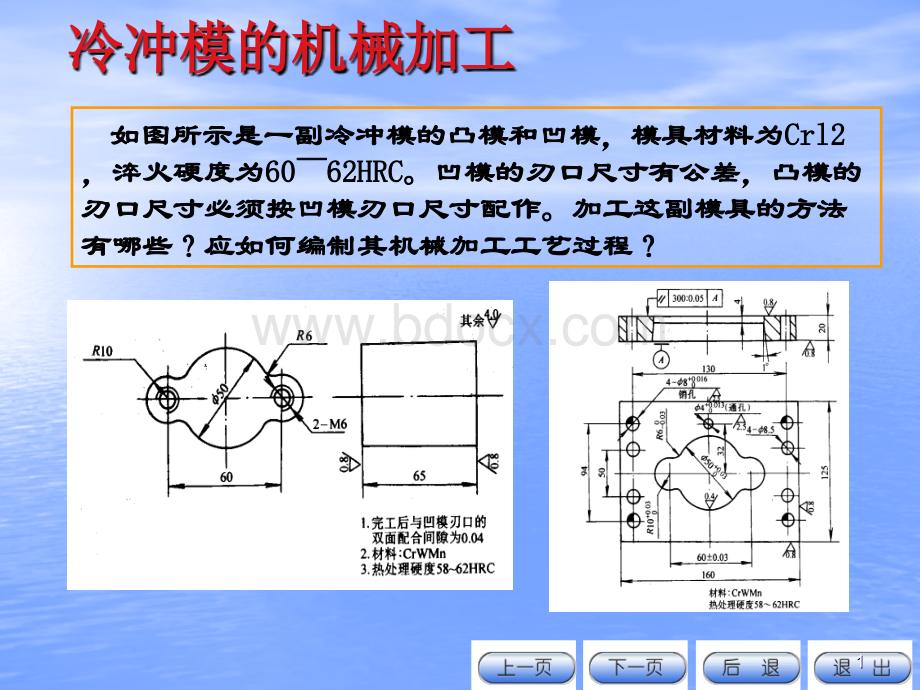
冷冲模的机械加工冷冲模的机械加工如图所示是一副冷冲模的凸模和凹模,模具材料为如图所示是一副冷冲模的凸模和凹模,模具材料为Crl2Crl2,淬火硬度为,淬火硬度为606062HRC62HRC。
凹模的刃口尺寸有公差,凸模的。
凹模的刃口尺寸有公差,凸模的刃口尺寸必须按凹模刃口尺寸配作。
加工这副模具的方法刃口尺寸必须按凹模刃口尺寸配作。
加工这副模具的方法有哪些?
应如何编制其机械加工工艺过程?
有哪些?
应如何编制其机械加工工艺过程?
11模具的工作零件是指直接与制品材料接触,模具的工作零件是指直接与制品材料接触,完成材料成型的零件完成材料成型的零件.根据结构和加工特点分为根据结构和加工特点分为冷冲模冷冲模的的凸模、凹模凸模、凹模;型腔模型腔模(盲孔如锻模模镗、塑料模、(盲孔如锻模模镗、塑料模、压铸模的型腔、型芯等。
压铸模的型腔、型芯等。
)来讲)来讲冷冲模的凸模、凹模加工又根据其加工特点冷冲模的凸模、凹模加工又根据其加工特点分成分成圆形圆形和和非圆形非圆形分别介绍分别介绍冲裁凸、凹模可用机械加工、特种加工、冲裁凸、凹模可用机械加工、特种加工、现代制造技术及铸造等方法进行加工。
现代制造技术及铸造等方法进行加工。
冷冲模的机械加工冷冲模的机械加工22圆圆形形凸凸模模凹凹模模的的加加工工11圆形凸模、凹模圆形凸模、凹模:
这里是指刃口形状是圆形的凸这里是指刃口形状是圆形的凸模、凹模。
模、凹模。
22圆形凸模、凹模加工的方法圆形凸模、凹模加工的方法:
(1)
(1)分别加工法:
按工作图标注的尺寸进行加工分别加工法:
按工作图标注的尺寸进行加工()配加工法:
按已加工好的凹模(或凸模)尺寸配加工法:
按已加工好的凹模(或凸模)尺寸和要求的冲裁间隙配加工和要求的冲裁间隙配加工冷冲模装配图冷冲模装配图凸模零件图凸模零件图凹模零件图凹模零件图冷冲模的机械加工冷冲模的机械加工33配作工艺方法与异形凸模和凹模配作工艺方法与异形凸模和凹模相同,这里就不讲了相同,这里就不讲了配加工法配加工法圆圆形形凸凸模模凹凹模模的的加加工工冷冲模的机械加工冷冲模的机械加工44冷冲模的机械加工冷冲模的机械加工材料:
Cr12热处理:
淬火5862HRC单圆形孔凹模圆形凸模圆形凸模和和单圆形孔凹模单圆形孔凹模机械加工工艺过程机械加工工艺过程材料:
Cr12热处理:
淬火5862HRC圆形凸模55冷冲模的机械加工冷冲模的机械加工多孔多孔圆形圆形凹模机械加工工艺过程凹模机械加工工艺过程镶块结构的凹模1-固定板2-凹模镶件固定板固定板11材料材料4545钢,不进行淬火处理。
钢,不进行淬火处理。
凹模镶件材料凹模镶件材料Cr12Cr12,经淬火、回火和磨削后分别压入固定板的相应孔内。
,经淬火、回火和磨削后分别压入固定板的相应孔内。
各工序的精基准都是下表面和相邻垂直侧面。
各工序的精基准都是下表面和相邻垂直侧面。
单件小批生产凹模固定板的机械加工工艺路线:
单件小批生产凹模固定板的机械加工工艺路线:
下料下料铣六面铣六面磨平磨平上、下平面和相邻垂直侧面上、下平面和相邻垂直侧面钳工划线钳工划线半精加工凹模固定孔、钻、半精加工凹模固定孔、钻、攻螺孔攻螺孔坐标镗型孔坐标镗型孔钳工钳工检验。
检验。
66冷冲模的机械加工冷冲模的机械加工多孔多孔圆形圆形凹模机械凹模机械加工工艺过程加工工艺过程图整体结构的多型孔凹模77坐坐标标镗镗床床坐坐标标镗镗床床主主要要用用以以镗镗削削高高精精度度孔孔和和有有精精确确坐坐标标精精度度的的孔孔。
可可进进行行高高精精度度的铣削加工。
的铣削加工。
坐坐标标镗镗床床的的孔孔加加工工坐坐标标定定位位精精度度可可达达0.0040.01mm,加加工工面面的的表表面面粗粗糙糙度值小于度值小于Ra0.8m。
坐坐标标镗镗床床的的分分类类主主要要有有:
单单轴轴坐坐标标镗镗、双轴坐标镗双轴坐标镗、数控坐标镗数控坐标镗等等冷冲模的机械加工冷冲模的机械加工88坐坐标标镗镗床床光光学学中中心心测测定定器器:
光光源源的的光光线线通通过过物物镜镜照照明明工工件件的的定定位位部部分分,在在目目镜镜中中可可看看到到工工件件上上刻刻线线的的投投影影,同同时时,还还可可看看到到测测定定器器本本体体内内的的玻玻璃璃上的两条或上的两条或44条十字刻线。
条十字刻线。
使使用用时时,只只要要将将测测定定器器对对准准工工件件的的基基准准边边或或基基准准线线,使使它它们们的的影影像像与与两两条条十十字字线线重重合合,或或处处于于相相互互垂垂直直的的双双刻刻线线的的中中间间即即可可。
此此时时,机机床床主主轴轴已已对对准准两两基基准准边边或或基基准线的交点。
准线的交点。
冷冲模的机械加工冷冲模的机械加工坐标镗床的主要附件坐标镗床的主要附件光学中心测定器光学中心测定器1-1-目镜目镜2-2-螺纹照明灯螺纹照明灯3-3-镜体镜体4-4-物镜物镜99坐坐标标镗镗床床万万能能转转台台安安装装在在坐坐标标镗镗床床的的工工作作台台上上,利利用用圆圆盘盘的的T形形槽槽可可将将工工件件夹夹紧紧在在圆圆盘盘上上,旋旋转转手手轮轮可可使使圆圆盘盘和和工工件件绕绕垂垂直直轴轴回回转转任任意意角角度度(0360),用用于于加加工工在在圆圆周周上上分分布布的的孔孔。
另另外外,旋旋转转手手轮轮可可使使圆圆盘盘和和工工件件绕绕水水平平轴轴作作0360的的旋旋转转,用用于于加加工工和和工工件件轴轴线线成成一一定定角角度度的的斜孔。
斜孔。
冷冲模的机械加工冷冲模的机械加工坐标镗床的主要附件坐标镗床的主要附件万能转台万能转台11、22、9-9-手柄手柄33、5-5-手轮手轮44、8-8-游标盘游标盘6-6-转台转台7-7-刻度盘刻度盘10-10-偏心套偏心套1010坐坐标标镗镗床床镗镗孔孔夹夹头头的的作作用用是是按按被被镗镗孔孔径径的的大大小小精精确确地地调调节节镗镗刀刀刀刀尖尖与与主主轴轴轴轴线线间间的的距距离离,镗镗头头以以其其锥锥柄柄插插入入主主轴轴的的锥锥孔孔内内,镗镗刀刀装装在在刀刀夹夹内内。
旋旋转转带带有有刻刻度度的的螺螺钉钉4,可可调调整整镗镗刀刀的的径径向向位位置置,以以镗镗削削各各种种不不同同直直径径的的孔孔。
调调整整后后用用螺螺钉钉2将将刀夹锁紧。
刀夹锁紧。
冷冲模的机械加工冷冲模的机械加工坐标镗床的主要附件坐标镗床的主要附件镗孔夹头镗孔夹头11、22、9-1-9-1-锥柄锥柄2-2-螺钉螺钉3-3-刀刀夹夹4-4-带有刻度的螺钉带有刻度的螺钉1111坐坐标标镗镗床床影影响响坐坐标标镗镗床床加加工工精精度度的的因因素素有有:
机机床床的的定定位位精精度度,测测量量装装置置的的定定位位精精度度,机机床床与与工工件件的的温温差差,加加工工方方法法和和工工具具的的正正确确性性,工工件件重重量量及及切切削削力力所所产产生生的的机机床床和和工工件件的的热热变变形形和和弹弹性性变变形形,操操作作工工人人的的技技术术熟熟练练程程度度等等。
坐坐标标镗镗床床加加工工前前应应使使机机床床和和工工件件在在温温度度(201)、湿湿度度在在55左左右右的的恒恒温温恒恒湿湿条条件件下下保保持持12小小时时以以上上。
对对于于20mm以以上上的的孔孔,应应预预先先钻钻孔孔留留2.53mm的的加加工工余余量量。
被被加加工工工工件件的的硬硬度度应应小小于于40HRC,基基准准面面和和加加工工面面的的各各平平行行度度和和垂垂直直度度在在100mm长长度度上上小小于于0.01mm,表面粗糙度,表面粗糙度Ra1.6m。
冷冲模的机械加工冷冲模的机械加工影响坐标镗床镗孔精度的因素影响坐标镗床镗孔精度的因素1212坐坐标标镗镗床床在在坐坐标标镗镗床床上上按按坐坐标标法法镗镗孔孔,是是将将各各孔孔间间的的尺尺寸寸转转化化为为直直角角坐坐标标尺尺寸寸。
加加工工时时将将工工件件置置于于机机床床的的工工作作台台上上,用用百百分分表表找找正正相相互互垂垂直直的的基基准准面面a、b,使使其其分分别别和和工工作作台台的的纵纵、横横运运动动方方向向平平行行后后夹夹紧紧。
然然后后使使基基准准a与与机机床床主主轴轴的的轴轴线线对对准准,将将工工作作台台纵纵向向移移动动y1。
再再使使基基准准b与与主主轴轴的的轴轴线线对对准准,将将工工作作台台横横向向移移动动x1。
此此时时,主主轴轴轴轴线线与与孔孔1的的轴轴线线重重合合,可可将将孔孔1加加工工到到所所要要求求的的尺尺寸寸。
加加工工完完孔孔1后后,按按坐坐标标尺尺寸寸x2、y2及及x3、y3调调整整工工作作台台,使使孔孔2及及孔孔3的的轴轴线线依依次次和和机机床床主主轴轴的的轴轴线重合,镗出孔线重合,镗出孔2及孔及孔3。
冷冲模的机械加工冷冲模的机械加工坐标镗床上镗孔坐标镗床上镗孔1313坐坐标标镗镗床床冷冲模的机械加工冷冲模的机械加工对具有镶块结构的多圆形孔凹模加工,在缺少坐标镗床的情对具有镶块结构的多圆形孔凹模加工,在缺少坐标镗床的情况下,也可在立式铣床上用坐标法加工孔系。
为此,可在铣床工况下,也可在立式铣床上用坐标法加工孔系。
为此,可在铣床工作台的纵横运动方向上,附加量块、百分表测量装置来调整工作台的移动距作台的纵横运动方向上,附加量块、百分表测量装置来调整工作台的移动距离(具体方法参考后面的型腔模铣削加工),以控制孔间的坐标尺寸。
离(具体方法参考后面的型腔模铣削加工),以控制孔间的坐标尺寸。
其距离精度一般可达其距离精度一般可达0.02mm0.02mm。
1414坐坐标标磨磨削削法法11)应应用用主主要要用用于于淬淬火火后后的的工工件件和和高高硬硬度度工工件件的的高高精精度度孔孔和和有有精精确确坐坐标标精精度度的的孔孔和和孔孔系系以以及及成型表面的磨削。
成型表面的磨削。
22)坐坐标标磨磨床床(2.432.43单单柱柱坐坐标标磨磨床床)坐坐标标磨磨床床有有立立式式和和卧卧式式两两种种形形式式,模模具具加加工工中中多多使使用用立式。
立式。
33)坐标磨床三个运动:
坐标磨床三个运动:
图图2.44)坐坐标标磨磨削削方方法法见见表表.内内孔孔磨磨削削外外圆圆磨磨削削锥锥孔孔磨磨削削其其它它线线面面的的磨磨削削异异型孔的磨削。
型孔的磨削。
冷冲模的机械加工冷冲模的机械加工1515模具零件的机械加工模具零件的机械加工电机转子冷冲模1616模具零件的机械加工模具零件的机械加工型腔模1717模具零件的机械加工模具零件的机械加工1818模具零件的机械加工模具零件的机械加工表表1-1凹模机械加工工艺过程凹模机械加工工艺过程1919冷冲模的机械加工冷冲模的机械加工圆形凸模机械加工工艺过程圆形凸模机械加工工艺过程表表3-103-10圆形凸模的机械加工工艺过程圆形凸模的机械加工工艺过程工序号工序号工序名称工序名称工序内容工序内容定位基准定位基准11备料备料按尺寸按尺寸4380mm4380mm锻造毛坯锻造毛坯22热处理热处理退火退火33车车车端面打车端面打33中心孔,粗车外圆中心孔,粗车外圆外圆外圆44车车mmmm留留0.5mm0.5mm磨削余量。
磨削余量。
外圆、中心孔外圆、中心孔55热处理热处理淬火淬火585862HRC62HRC66修中心孔修中心孔修研中心孔修研中心孔中心孔中心孔77磨磨磨外圆到图纸尺寸磨外圆到图纸尺寸中心孔中心孔88钳工钳工修研修研99检验检验按图检验按图检验2020冷冲模的机械加工冷冲模的机械加工单圆形孔凹模的机械加工工艺过程单圆形孔凹模的机械加工工艺过程工序号工序名称工序内容定位基准1备料按尺寸14035mm锻造毛坯2热处理退火3车粗车、半精车两端面、外圆,中心钻孔、镗孔,厚度车到25.4mm,刃口尺寸留0.5mm磨削余量。
外圆、端面5磨磨上、下平面对应平面6钳工划螺孔、销孔位置线7钻加工螺孔、销孔端面、按线9热处理淬火5862HRC10磨磨上、下平面对应平面11磨在万能外圆磨床上磨刃口达要求端面、外圆12钳工修研13检验2121模具零
 升级会员
升级会员 