下料拼版及牛腿制作.docx
《下料拼版及牛腿制作.docx》由会员分享,可在线阅读,更多相关《下料拼版及牛腿制作.docx(10页珍藏版)》请在冰豆网上搜索。
下料拼版及牛腿制作
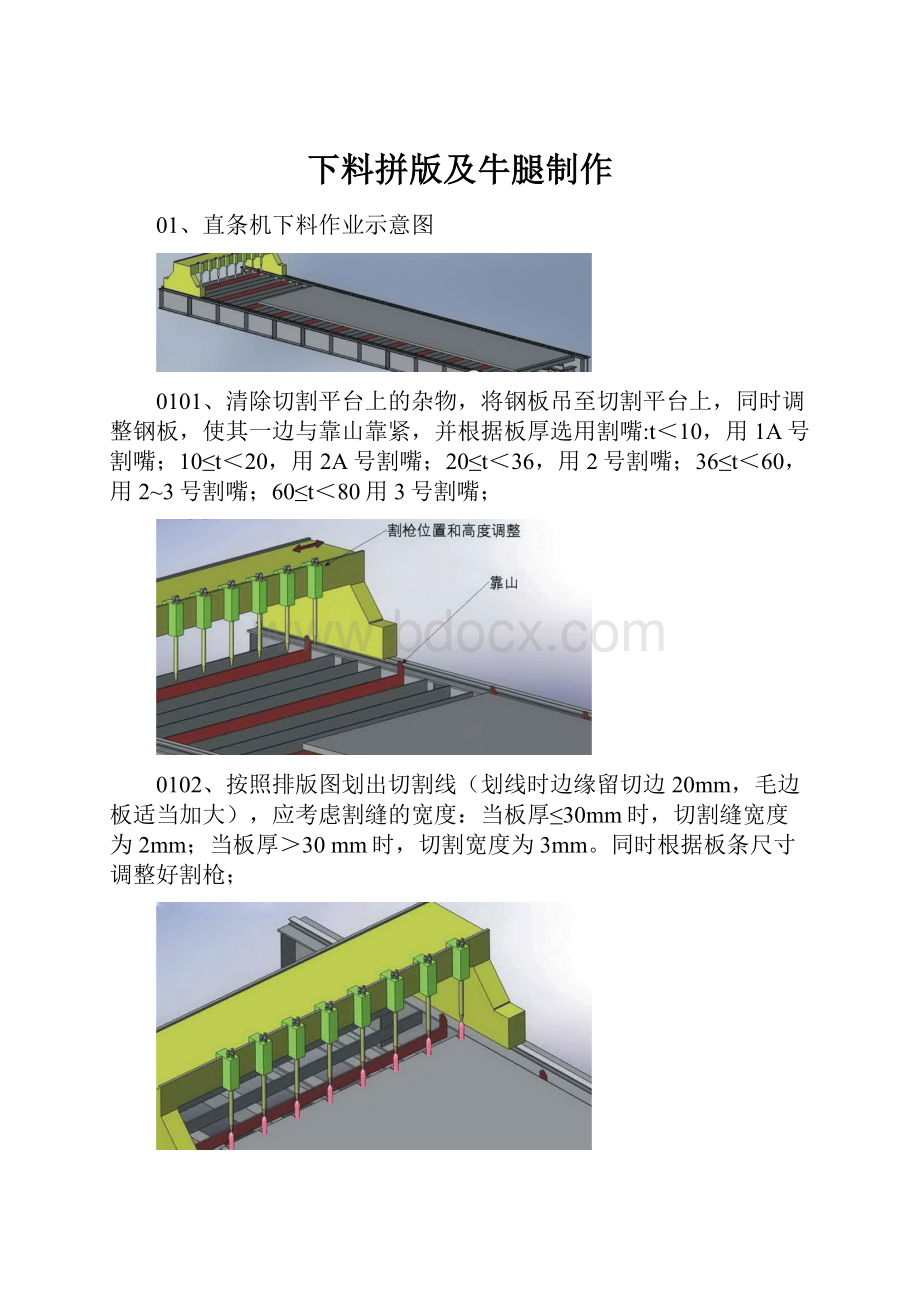
01、直条机下料作业示意图
0101、清除切割平台上的杂物,将钢板吊至切割平台上,同时调整钢板,使其一边与靠山靠紧,并根据板厚选用割嘴:
t<10,用1A号割嘴;10≤t<20,用2A号割嘴;20≤t<36,用2号割嘴;36≤t<60,用2~3号割嘴;60≤t<80用3号割嘴;
0102、按照排版图划出切割线(划线时边缘留切边20mm,毛边板适当加大),应考虑割缝的宽度:
当板厚≤30mm时,切割缝宽度为2mm;当板厚>30mm时,切割宽度为3mm。
同时根据板条尺寸调整好割枪;
0103、按照下表气割工艺参数进行试切割;
0104、试切割15~20mm后停止切割,将直条机稍微后退,对试切割的宽度进行复测;(宽度尺寸符合图纸尺寸+工艺余量)
0105、确认试切割合格后,按试切割参数进行切割;(如不合格作相应调整)
0106、切割完毕后翻身,同时将割渣清理干净;
0107、在钢板上标识钢板材质并移植炉批号;
0108、钢板材质、规格进行标识和分类堆放。
02、拼板工序作业示意图
0201、根据排版图进行长度切割;划坡口基准线;按基准线调整割嘴位置、角度;坡口形式按设计图纸和工艺要求进行(WPS)执行;清除割渣,打磨坡口以及两侧各20mm,确保割纹深度小于0.3mm,局部缺口深度1.0mm,切割面平面度0.05t,且不大于2.0mm,且不得有油锈,氧化皮及其它污物;
0202、钢板组对,对V型坡口钢板拼接,应作适当的反变形;用CO2气体保护焊进行点固,焊点长度≥40mm,间隔300~400mm,要求焊点均匀平坦,无裂纹等缺陷;
0203、装引、熄弧板,其规格尺寸为50x50mm,厚度、坡口同板材;
0204、根据钢板的厚度和材质不同对钢板进行焊前预热,Q345钢板:
板厚40<t≤60,板厚最低预热温度80℃;板厚60<t≤80,板厚最低预热温度80℃;板厚>80,板厚最低预热温度140℃。
Q390及以上强度等级材料预热见专项工艺;
0205、先正面焊接,正面焊接两道后翻身,焊接时气保焊打底按下列参数进行:
I=240~290A,U=29~33V,V=30~875px/min,埋弧焊填充、盖面按下列参数进行:
I=420~500A,U=28~30V,V=40~1250px/min,焊丝直径4.0mm;
0206、先气刨清根,之后清除刨渣,打磨,清除渗碳层;
0207、焊接,焊完再翻身,依次焊接。
板厚小于20mm的板翻身一次即可,焊缝余高不得大于2mm。
焊缝宽度大于20mm,余高允许3mm;
0208、根据设计要求的焊缝等级进行UT检测;对不合格的焊缝进行缺陷返修,一次返修应分析原因,按通用返修工艺。
二次返修应报工艺技术部查明原因,制订出返修工艺后再返修;
0209、割除引、熄弧板,严禁用大锤击落,对气割处进行打磨平整;
0210、钢板调运至下道工序(注意吊运方式,确保安全)。
备注:
如果焊前焊后出现钢板平整度超标则需要矫正,对于厚度小于20mm以下的钢板用矫平机进行矫正,20mm以上的采用火焰矫正的方法进行矫正;变形矫正时火焰温度小于900℃,低合金钢加热后应缓冷。
03、牛腿制作示意图
0301、先用油压机将牛腿翼缘板弯制,并用样板检验;
0302、对翼缘与腹板接触面以及周围20mm内进行打磨,除去铁锈、氧化皮等;划出两块翼缘中心线和腹板位置线;备注:
根据设计的要求和工艺要求决定是否开坡口;
0303、进行T型组立;并检验腹板的垂直度和腹板的偏心度,符合要求后先点固焊两端部,之后点固焊,点固焊缝长度宜采用30~40mm,点固焊缝的间隔宜采用200~300mm。
点固焊焊点表面应平坦、均匀、无缺陷;
0304、H型组立,并检验腹板与翼缘的垂直度和腹板的偏心度、组装间隙等,符合要求后点固两端头;
0305、对整个牛腿进行点固,焊缝长度宜采用30~40mm,点固焊缝间隔150~200mm;
0306、组立合格后安装引熄弧板;气保焊引熄弧板尺寸为50×50mm;
0307、对牛腿焊缝进行焊接;
0308、焊接完成后切除引熄弧板;
0309、检验合格后交检验员专检。
 升级会员
升级会员 