齿轮泵体工艺过程工序卡卡片.docx
《齿轮泵体工艺过程工序卡卡片.docx》由会员分享,可在线阅读,更多相关《齿轮泵体工艺过程工序卡卡片.docx(24页珍藏版)》请在冰豆网上搜索。
齿轮泵体工艺过程工序卡卡片
机电职业技术学院
齿轮泵体加工工艺过程及工序卡片
机电职业技术学院
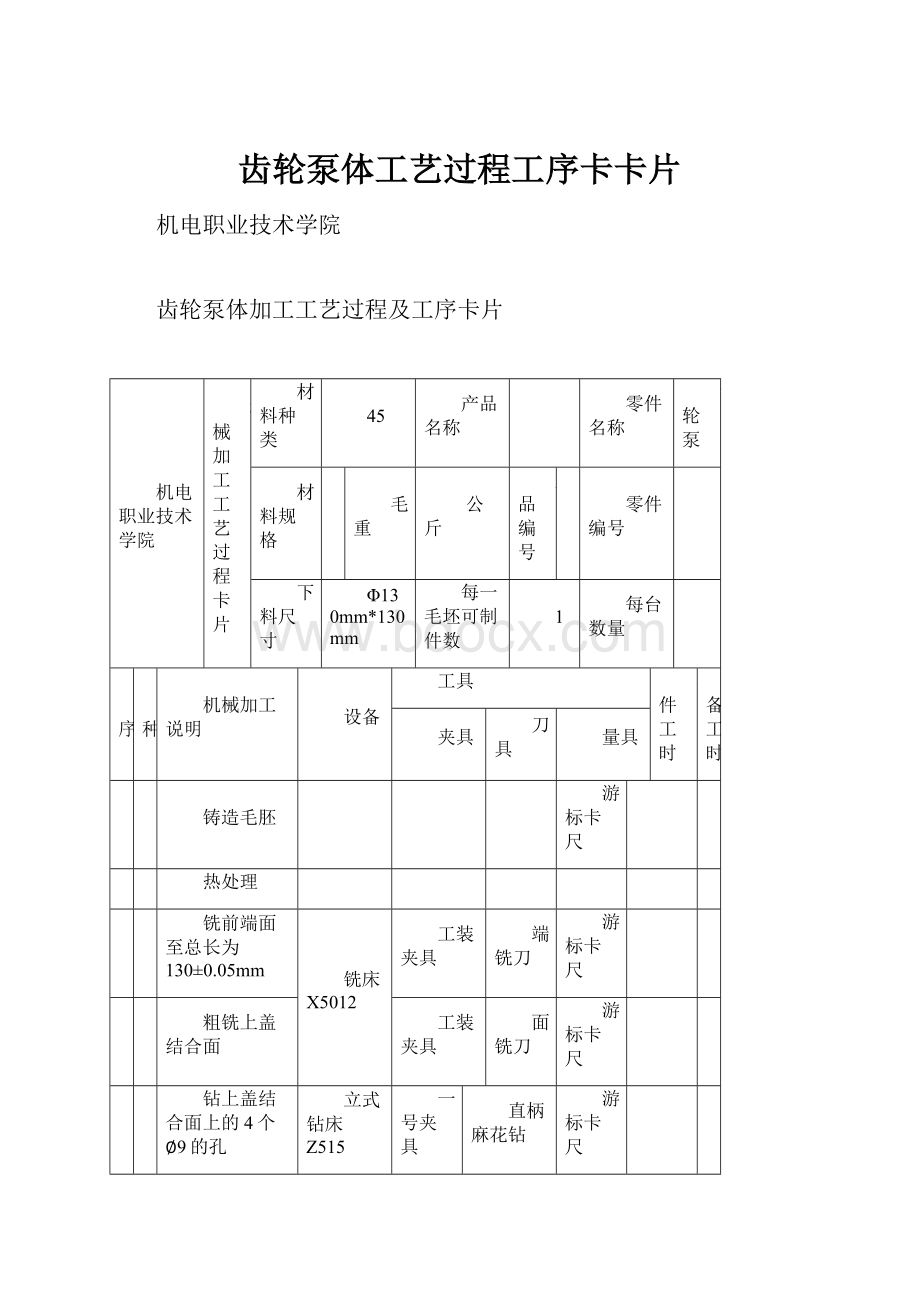
机械加工工艺过程卡片
材料种类
45
产品名称
零件名称
齿轮泵
材料规格
毛重
公斤
产品编号
零件编号
下料尺寸
Φ130mm*130mm
每一毛坯可制件数
1
每台数量
1
工序
工种
机械加工说明
设备
工具
单件工时
准备工时
夹具
刀具
量具
1
铸
铸造毛胚
游标卡尺
2
热
热处理
3
铣
铣前端面至总长为130±0.05mm
铣床X5012
工装夹具
端铣刀
游标卡尺
4
铣
粗铣上盖结合面
工装夹具
面铣刀
游标卡尺
5
钻
钻上盖结合面上的4个∅9的孔
立式钻床Z515
一号夹具
直柄麻花钻
游标卡尺
6
镗
钻上盖结合面上的4个螺纹底孔
立式钻床Z515
一号夹具
直柄麻花钻
7
攻
攻上盖结合面上4个螺纹
立式钻床Z515
一号夹具
细柄机用丝锥
8
铣
铣右端面至图样要求
TH6380加工中心
一号夹具
面铣刀
游标卡尺
编制
审核
批准
共2页
第1页
工序
工种
机械加工说明
设备
工具
单件工时
准备工时
夹具
刀具
量具
9
车
钻两个∅35的孔,至图样要求
CA6140车床
一号夹具
键槽铣刀
游标卡尺
10
车
钻两个∅18的孔,至图样要求
CA6140车床
一号夹具
键槽铣刀
游标卡尺
11
车
掉头,车腔∅50,深18±0.05mm
CA6140车床
一号夹具
高速圆柱铣刀
游标卡尺
12
钻
钻∅35的孔,至图样要求
立式钻床Z515
一号夹具
键槽铣刀
游标卡尺
13
攻
攻∅35孔的螺纹至加工要求
立式钻床Z515
一号夹具
螺纹刀
游标卡尺
14
钳
去毛刺,倒角
台虎钳
锉刀、刮刀
编制
审核
批准
共2页
第2页
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
铸
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
铸造
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
热处理
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
热处理
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X5012
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
铣前端面至总长为130±0.05mm
端铣刀
500
4
2.2
3
2
3.6min
02
粗铣上盖结合面
面铣刀
500
4
2.2
3
2
3.6min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
立式钻床Z515
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
钻上盖结合面上的4个∅9的孔
钻头直径9
500
4
2
20
1
2min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
立式钻床Z515
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
钻上盖结合面上的4个螺纹底孔
钻头直径14
500
46.8
2
6
1
5min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
攻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
立式钻床Z515
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
攻上盖结合面上4个螺纹
细柄机用丝锥
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
加工中心
TH6380加工中心
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
铣右端面至图样要求
面铣刀
500
4
2.2
67
1
3min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140车床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
车第一个∅35的孔,至图样要求
键槽铣刀
500
46.8
0.6
73.8
1
5min
02
利用夹具旋转180度,车第二个∅35
键槽铣刀
500
46.8
0.6
73.8
1
5min
03
车两个∅18的孔,至图样要求
键槽铣刀
500
46.8
2
8
1
5min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
车
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140车床
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
掉头,车腔∅50,深18±0.05mm
高速圆柱铣刀
500
4
2.2
18.2
1
3min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
钻∅35的孔,至图样要求
键槽铣刀
500
4
2.2
13
1
3min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
车间
工序号
工序名称
材料牌号
机加
攻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ130mm*130mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
攻∅35孔的螺纹至加工要求
螺纹刀
500
15
10
15
1
1min
设计〔日期〕
校对〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
徐志浩
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机电职业技术学院
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮泵体
共页
第页
 升级会员
升级会员 