机械制造工艺习题解.ppt
《机械制造工艺习题解.ppt》由会员分享,可在线阅读,更多相关《机械制造工艺习题解.ppt(48页珍藏版)》请在冰豆网上搜索。
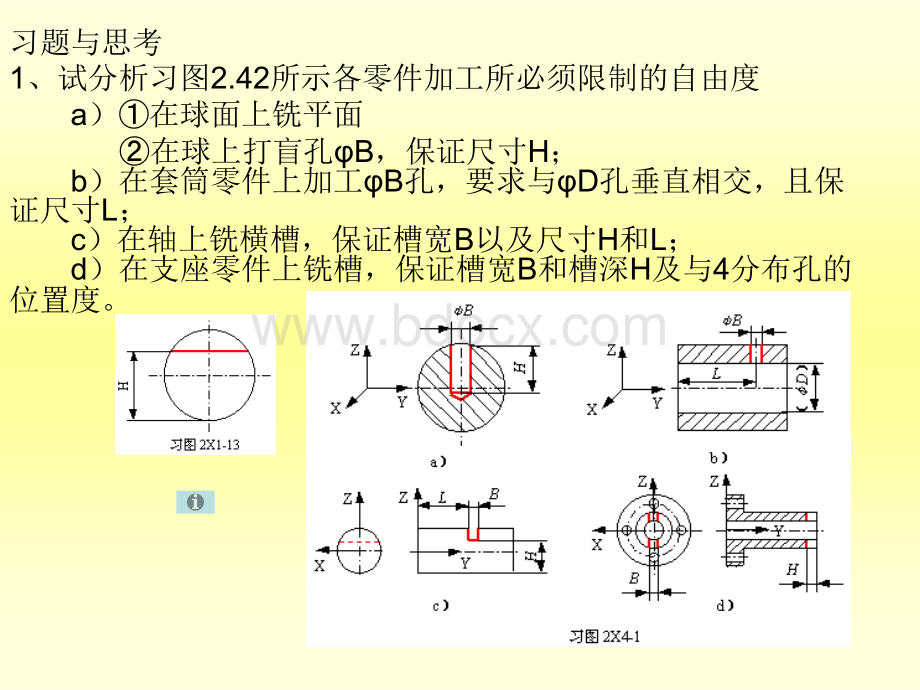
习题与思考1、试分析习图2.42所示各零件加工所必须限制的自由度a)在球面上铣平面在球上打盲孔B,保证尺寸H;b)在套筒零件上加工B孔,要求与D孔垂直相交,且保证尺寸L;c)在轴上铣横槽,保证槽宽B以及尺寸H和L;d)在支座零件上铣槽,保证槽宽B和槽深H及与4分布孔的位置度。
只需须限制1个自由度必须限制3个自由度b)必须限制4个自由度c)必须限制4个自由度d)必须限制5个自由度xy2、试分析习图2.43所示各定位方案中:
a各定位元件限制的自由度;b判断有无欠定位或过定位;c对不合理的定位方案提出改进意见。
a)车阶梯轴小外圆及台阶端面;b)车外圆,保证外圆与内孔同轴;c)钻、铰连杆小头孔,要求保证与大头孔轴线的距离及平行度,并与毛坯外圆同轴;d)在圆盘零件上钻、铰孔,要求与外圆同轴。
a三爪卡盘限制4个自由度;前后顶尖限制5个自由度。
b4个自由度被重复限制,属过定位。
c方案1:
去掉三爪卡盘,改为拨盘+鸡心卡头拨动。
方案1三爪卡盘卡短挡块方案2a圆柱面限制4个自由度;端面限制3个自由度。
b2个自由度被重复限制,属过定位。
c在端面处加球面垫圈(参见图2-40)a大平面限制3个自由度;圆柱销限制2个自由度;V形块限制2个自由度。
b自由度被重复限制,属过定位。
c将V形块改为在方向浮动的形式。
a大平面限制3个自由度;固定V形块限制2个自由度;活动V形块限制自由度。
b自由度被重复限制,属过定位。
c将两V形块之一改为平板形式(或两V形块同步移动)。
方案1两V形块同步移动方案2方案3第四章习题1、假设工件的刚度极大,且车床刚度大于尾座刚度,试分析如图所示的三种加工情况,加工后工件表面会产生何种形状误差?
fcfcfcnw2、在平面磨床上用端面砂轮磨平板工件,为改善切削条件,减少砂轮与工件的接触面积,常将砂轮倾斜一个角度,如图示。
若=2。
试分析磨削后的平面形状并计算平面度误差,提出改善工件形状精度的工艺方法。
D=30050100改善工件形状精度的工艺方法:
改善工件形状精度的工艺方法:
增大D;减小B;减小倾斜角;多次进刀3、试分析在车床上加工一批工件的外圆柱面产生如图所示三种形状误差的主要原因主轴n导轨fn主轴导轨OBAfn主轴f细长工件,刚度低4、在铣床上用夹具装夹加工一批轴件上的键槽,如图示。
已知铣床工作台面与导轨的平行度误差为0.05/300,夹具两定位V形块夹角=90,交点A的连线与夹具体底面的平行度误差为0.01/150,阶梯轴工件两端轴颈尺寸为200.05mm。
试分析计算在只考虑上述因素影响时,加工后键槽底面对35mm下母线之间的平行度,并估算最大值(不考虑两轴颈与35mm外圆的同轴度误差)
(1)铣床工作台面与导轨的平行度误差:
1=0.05/300
(2)V形块交点A的连线与夹具体地面的平行度误差:
1=0.01/150=0.02/300(3)阶梯轴工件两端轴颈尺寸差导致不平行度误差:
总的不平行度误差=1+2+3=0.21/300最大值:
/150=0.105/15015035AArmaxrmin5、某箱体零件原有一精度很高的100mm孔,今分两道工序在镗床上进行扩孔加工。
(1)前一道工序镗床主轴与工作台有平行度误差=2,采用工作台进给方式,一次走刀。
假设工艺系统刚度很高,刀尖位置准确调整到dc=103mm,见图示。
(2)后一道工序加工时,镗床主轴与工作台平行,采用主轴进给方式。
将刀尖准确调整到105mm后,一次走刀加工。
若工艺系统Ks=10000N/mm,f=0.10mm/r,ZFy=0.75,CFx=2100N/mm2。
求:
经过这两道工序加工后孔的圆度误差dcfwdcfw解算:
(1)前一道工序镗床主轴与工作台有平行度误差=2,采用工作台进给方式,一次走刀。
假设工艺系统刚度很高,刀尖位置准确调整到dc=103mm。
本工序加工出的孔为椭圆形,圆度误差
(2)后一道工序加工时,镗床主轴与工作台平行,采用主轴进给方式。
将刀尖准确调整到105mm后,一次走刀加工。
若工艺系统Ks=10000N/mm,f=0.10mm/r,Zfz=0.75,Cfx=2100N/mm2。
根据误差复映原理,上道工序的圆度误差被复映到本道工序加工出的零件上。
误差复映系数:
本道工序加工后孔的圆度误差:
6、某车床各部件的刚度分别为KH=40000N/mm(头架),KT=20000N/mm(尾座),KB=10000N/mm(刀架)。
在此车床上用卡盘夹持,采用调整法加工一批齿轮毛坯外圆,见图示。
图样要求尺寸1000.05mm,毛坯尺寸为1051mm。
加工时走刀量f=0.05mm/r,走刀量指数ZFy=0.75,背吃刀量指数xFy=1,径向切削力系数CFx=2000N/mm2。
试计算按100mm的样件准确调刀后一次走刀加工,这批齿轮毛坯加工直径尺寸的最大误差是多少?
(1)工艺系统刚度
(1)误差复映系数
(2)齿轮毛坯加工直径尺寸的最大误差7、加工一批小轴,其直径尺寸要求为,加工后尺寸接近正态分布,测量计算得一批工件直径尺寸的算术平均值,均方根差。
试计算不合格品率,并分析不合格产品产生的可能原因,指出减少不合格品的措施n小轴公差带中心n计算常值系统误差n计算随机误差(尺寸分散范围)18.00018.00517.96517.945T/2T/2x33sx=17.975xM=17.9825可修复的可修复的不合格品不合格品不可修复的不可修复的不合格品不合格品n画出分布曲线n求该批零件的不合格率n确定工序能力n减少废品的改进措施存在常值系统误差:
调整机床(将分布中心调整至公差带中心位置),消除常值系统误差工序能力低下(四级):
更换成更高精度机床,减少随机误差单件小批量:
单件小批量:
单件小批量:
单件小批量:
画线,使腔体加工后壁厚均匀。
画线,使腔体加工后壁厚均匀。
画线,使腔体加工后壁厚均匀。
画线,使腔体加工后壁厚均匀。
若铸件上有主轴孔,以所主轴孔若铸件上有主轴孔,以所主轴孔若铸件上有主轴孔,以所主轴孔若铸件上有主轴孔,以所主轴孔的画线为基准,先加工主轴孔。
的画线为基准,先加工主轴孔。
的画线为基准,先加工主轴孔。
的画线为基准,先加工主轴孔。
以主轴孔为精基准加工以主轴孔为精基准加工以主轴孔为精基准加工以主轴孔为精基准加工A,C,BA,C,B面。
面。
面。
面。
若铸件上无主轴孔,则以若铸件上无主轴孔,则以若铸件上无主轴孔,则以若铸件上无主轴孔,则以AA,CC面的画线为基准加工面的画线为基准加工面的画线为基准加工面的画线为基准加工A,CA,C面,再面,再面,再面,再以以以以A,CA,C面为精基准加工面为精基准加工面为精基准加工面为精基准加工II孔,孔,孔,孔,BB面面面面及其它面。
及其它面。
及其它面。
及其它面。
大批量与单件的区别:
大批量与单件的区别:
大批量与单件的区别:
大批量与单件的区别:
由于铸件精度较高,不用画线。
由于铸件精度较高,不用画线。
由于铸件精度较高,不用画线。
由于铸件精度较高,不用画线。
加工用的粗精基准基本相同。
加工用的粗精基准基本相同。
加工用的粗精基准基本相同。
加工用的粗精基准基本相同。
1、试选择习图5.6示三个零件的粗精基准。
其中a)齿轮,m2,Z37,毛坯为热轧棒料;b)液压油缸,毛坯为铸铁件,孔已铸出。
c)飞轮,毛坯为铸件。
均为批量生产。
图中除了有不加工符号的表面外,均为加工表面。
Aa)b)c)AAtAt第5章习题与思考题B图图图图aa:
精基准精基准精基准精基准-齿轮的设计基准是孔齿轮的设计基准是孔齿轮的设计基准是孔齿轮的设计基准是孔AA。
按基准重合原则,应选。
按基准重合原则,应选。
按基准重合原则,应选。
按基准重合原则,应选孔孔孔孔AA为精基准。
以为精基准。
以为精基准。
以为精基准。
以AA为精基准也可以方便地加工其他表面,为精基准也可以方便地加工其他表面,为精基准也可以方便地加工其他表面,为精基准也可以方便地加工其他表面,与统一基准原则相一致。
故选孔与统一基准原则相一致。
故选孔与统一基准原则相一致。
故选孔与统一基准原则相一致。
故选孔AA为统一精基准。
为统一精基准。
为统一精基准。
为统一精基准。
粗基准粗基准粗基准粗基准-齿轮各表面均需加工,不存在保证加工面与不齿轮各表面均需加工,不存在保证加工面与不齿轮各表面均需加工,不存在保证加工面与不齿轮各表面均需加工,不存在保证加工面与不加工面相互位置关系的问题。
在加工孔加工面相互位置关系的问题。
在加工孔加工面相互位置关系的问题。
在加工孔加工面相互位置关系的问题。
在加工孔AA时,以外圆定时,以外圆定时,以外圆定时,以外圆定位较为方便,且可以保证以孔位较为方便,且可以保证以孔位较为方便,且可以保证以孔位较为方便,且可以保证以孔AA定位加工外圆时获得较定位加工外圆时获得较定位加工外圆时获得较定位加工外圆时获得较均匀的余量,故选外圆表面为粗基准。
均匀的余量,故选外圆表面为粗基准。
均匀的余量,故选外圆表面为粗基准。
均匀的余量,故选外圆表面为粗基准。
Aa)At下料(留卡头下料(留卡头8mm左右)左右)正火正火粗车各部,孔钻出,一端车出卡头尺寸粗车各部,孔钻出,一端车出卡头尺寸?
X8留余量留余量11.5(外圆为粗基准)(外圆为粗基准)定性处理定性处理(即调质即调质)精车:
精车:
1)卡一端卡头,车另一端面外圆及孔成;)卡一端卡头,车另一端面外圆及孔成;(一次安装下加工的各表面,(一次安装下加工的各表面,相互之间位置精度高)相互之间位置精度高)2)调头车另一端面留磨量)调头车另一端面留磨量0.10.15,并车环线标记,倒并车环线标记,倒角角磨环线标记面成(以另一端面为精基准)磨环线标记面成(以另一端面为精基准)滚齿滚齿(内孔与环线标记面为精基准)(内孔与环线标记面为精基准)剃齿剃齿(内孔与环线标记面为精基准)(内孔与环线标记面为精基准)齿部氮化处理齿部氮化处理材料材料40cr,形状大小类似的齿轮形状大小类似的齿轮,某厂加工过程如下:
某厂加工过程如下:
卡头?
X8b)图图图图bb:
精基准精基准精基准精基准-液压油缸的设计基准是孔液压油缸的设计基准是孔液压油缸的设计基准是孔液压油缸的设计基准是孔BB。
按基准重合原则,应选孔按基准重合原则,应选孔按基准重合原则,应选孔按基准重合原则,应选孔BB为精基准。
为精基准。
为精基准。
为精基准。
以以以以BB为精基准也可以方便地加工其他表为精基准也可以方便地加工其他表为精基准也可以方便地加工其他表为精基准也可以方便地加工其他表面,与统一基准原则相一致。
故选孔面,与统一基准原则相一致。
故选孔面,与统一基准原则相一致。
故选孔面,与统一基准原则相一致。
故选孔BB为统一精基准。
为统一精基准。
为统一精基准。
为统一精基准。
粗基准粗基准粗基准粗基准-液压油缸外圆没有功能要液压油缸外圆没有功能要液压油缸外圆没有功能要液压油缸外圆没有功能要求,与内孔未注位置公差要求。
而孔求,与内孔未注位置公差要求。
而孔求,与内孔未注位置公差要求。
而孔求,与内孔未注位置公差要求。
而孔BB是重要加工面,从保证其余量均匀的是重要加工面,从保证其余量均匀的是重要加工面,从保证其余量均匀的是重要加工面,从保证其余量均匀的角度出发,应选孔角度出发,应选孔角度出发,应选孔角度出发,应选孔BB的毛坯孔作定位粗的毛坯孔作定位粗的毛坯孔作定位粗的毛坯孔作定位粗基准。
基准。
基准。
基准。
B又:
若要求壁厚均匀呢?
(讨论如下)加工后孔加工后孔的形状的形状e以外圆为基准以外圆为基准设内孔设内孔B与外圆之间有偏心与外圆之间有偏心:
加工后孔加工后孔的形状的形状e以内孔以内孔B为基准为基准图图c:
精基准精基准飞轮的设计基准是孔飞轮的设计基准是孔A。
按基准重合原则,应选孔按基准重合原则,应选孔A为精基为精基准。
以准。
以A为精基准也可以方便地加为精基准也可以方便地加工其他表面,与统一基准原则相一工其他表面,与统一基准原则相一致。
故选孔致。
故选孔A为统一精基准。
为统一精基准。
粗基准粗基准-为保证飞轮旋转时的平衡,为保证飞轮旋转时的平衡,大外圆与不加工孔要求同轴,且不大外圆与不加工孔要求同轴,且不加工内端面与外圆台阶面距离应尽加工内端面与外圆台阶面距离应尽可能的均匀,故应不
 升级会员
升级会员 