常啮合齿轮锻件锻模设计案例.docx
《常啮合齿轮锻件锻模设计案例.docx》由会员分享,可在线阅读,更多相关《常啮合齿轮锻件锻模设计案例.docx(11页珍藏版)》请在冰豆网上搜索。
常啮合齿轮锻件锻模设计案例
常啮合齿轮锻件锻模设计案例
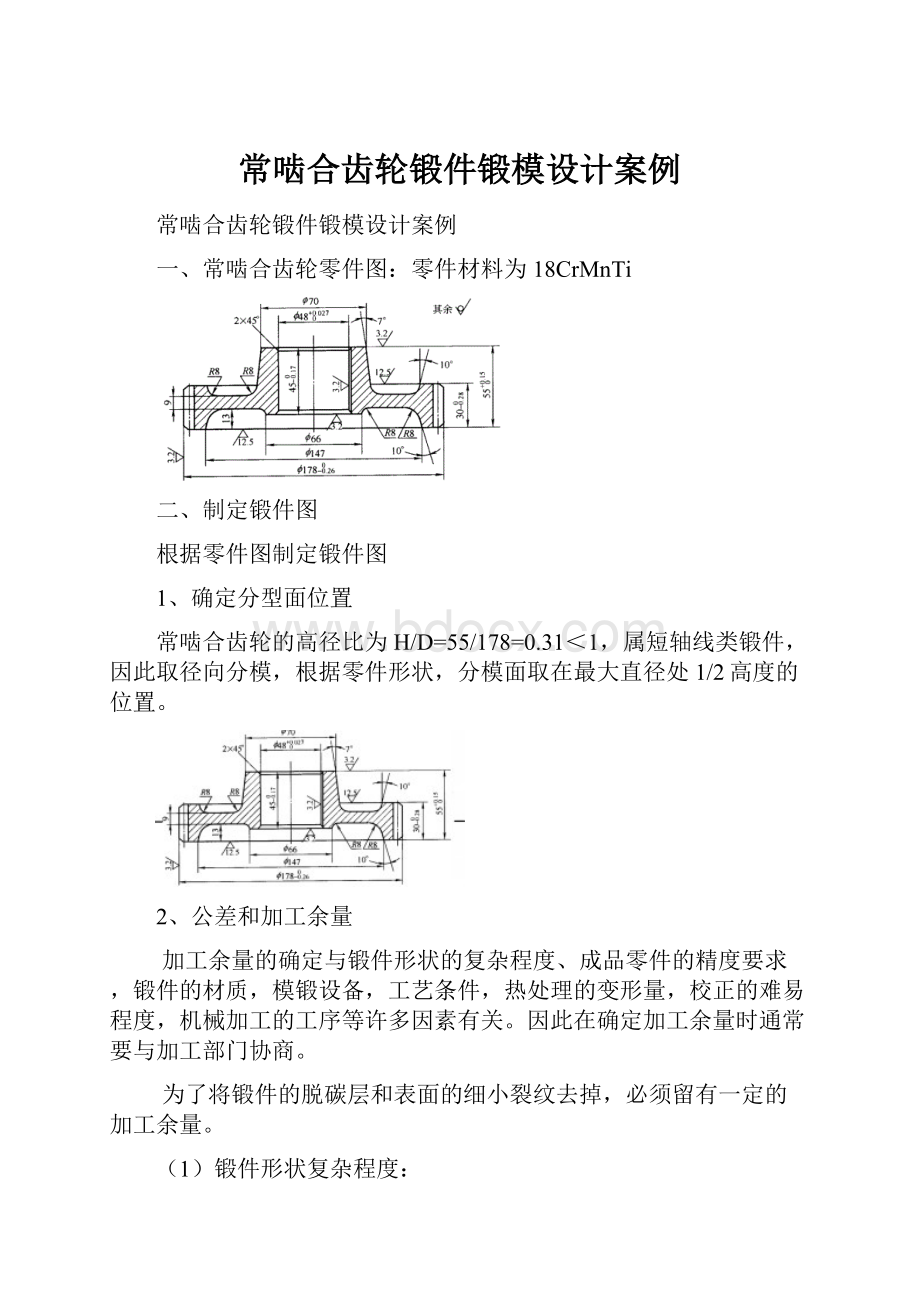
一、常啮合齿轮零件图:
零件材料为18CrMnTi
二、制定锻件图
根据零件图制定锻件图
1、确定分型面位置
常啮合齿轮的高径比为H/D=55/178=0.31<1,属短轴线类锻件,因此取径向分模,根据零件形状,分模面取在最大直径处1/2高度的位置。
2、公差和加工余量
加工余量的确定与锻件形状的复杂程度、成品零件的精度要求,锻件的材质,模锻设备,工艺条件,热处理的变形量,校正的难易程度,机械加工的工序等许多因素有关。
因此在确定加工余量时通常要与加工部门协商。
为了将锻件的脱碳层和表面的细小裂纹去掉,必须留有一定的加工余量。
(1)锻件形状复杂程度:
锻件形状复杂程度用锻件形状复杂系数S表示。
它是锻件质量m与锻件外廓包容体质量m1之比,即S=m/m1,锻件形状复杂系数分为4级:
S1级(简单锻件)
0.63<S≤1
S2级(一般锻件)
0.32<S≤0.63
S3级(较复杂锻件)
0.16<S≤0.32
S4级(复杂锻件)
0<S≤0.16
薄圆盘或法兰锻件当圆盘厚度和直径之比t/d≤0.2时,采用S4级。
(2)锻件的材质
锻件的材质将影响锻件的公差和机械加工余量,锻件的材质的影响用锻件的材质系数M表示,常见金属材料的材质系数见下表
材料种类
塑性
材质系数
铝合金、镁合金
优
M0
低碳、低合金钢(C<0.65%,或合金元素总量<3%)
良
M1
高碳、高合金钢(C≥0.65%,或合金元素总量≥3%)
一般
M2
不锈钢、耐热钢、高温合金、钛合金
差
M3
(3)锻件的公差和机械加工余量与锻件的质量有关,可按零件图基本尺寸估算机械加工余量,绘制初步锻件图并估算锻件质量。
按估算的质量查表确定锻件的公差和机械加工余量,再修正锻件图。
估算锻件质量约为5.2Kg,外廓包容体体积为12.05Kg;零件材料为18CrMnTi,材质系数为M1,形状复杂系数为:
S=m/m1=5.22/12.05=0.433
式中:
m—锻件质量;
m1—锻件外廓包容体质量
即复杂系数为二级;零件加工精度为一般加工精度,锻件在煤气加热炉中加热。
查手册可知,水平及高度方向的单边加工余量为2.0~2.5mm,取2mm;
查下表,内孔单边加工余量为2mm。
锻件内孔直径的机械加工单边余量
孔径/mm
孔深/mm
<63
63~100
100~140
140~200
200~280
<25
2.0
-
-
-
-
25~40
2.0
2.6
40~63
2.0
2.6
3.0
63~100
2.5
3.0
3.0
4.0
100~160
2.6
3.0
3.4
4.0
4.6
160~250
3.0
3.0
3.4
4.0
4.6
零件尺寸加上加工余量得到锻件尺寸,径向尺寸:
φ48-2X2→44,φ178+2X2→182,高度尺寸:
55+2X2→59,45+2X2→49,30+2X2→34
由锻件尺寸查表可确定锻件各尺寸的公差:
,
,
、
、
3、模锻斜度
外模锻斜度与零件图上一致,取α=7°,内模锻斜度取β=10°
4、圆角半径:
(1)作用:
使金属容易充满模膛,起模方便,保证锻件质量,减缓锻模外圆角磨损,延长模具使用寿命。
(2)锻件圆角处的最小余量:
凸角处有倒角:
r=余量+零件的倒角值
凸角处无倒角:
r=余量
(3)常啮合齿轮的圆角半径
零件内孔有倒角2X45°,故此处的外圆角半径为r=余量+零件的圆角值=2.0+2.0=4.0mm,图中原有圆角数值不变,其余未注圆角取r=2。
5、冲孔连皮
锻件内孔直径大于25mm时要考虑冲孔,若内孔直径小于25mm时,一般不冲孔。
(1)作用:
(2)分类:
①平底连皮:
用于直径不大的孔,最为常用。
连皮厚度
过渡圆角:
R1=R+0.1h+2
平底连皮斜底连皮
②斜底连皮:
常用于预锻模膛(用于孔径d>2.5h或孔径d>60mm)的锻件,
尺寸:
α=1°~2°,S’=0.7S
式中:
S----平底连皮的厚度
S’----斜底连皮中部厚度
③带仓连皮:
用于预锻时采用斜底连皮的终锻模膛,仓部能容纳较多的金属。
连皮的尺寸S1、b可采用飞边槽的桥部尺寸,连皮桥部厚度S1=S,S----平底连皮的厚度。
④拱底连皮
用于内孔很大,高度很小的锻件(d>15h)
R1—作图决定
R2=5h
⑤压凹:
用于孔径<25mm且厚度较大的锻件
(3)常啮合齿轮的连皮厚度
因常啮合齿轮的内孔φ44<60mm,因此采用平底连皮
H取内孔高度的一半,即h=24.5,d=44,带入公式:
因连皮圆角半径应大于内圆角半径,取为R=10mm。
6、技术条件
(1)图中未注模锻斜度7°
(2)未注圆角半径R2
(3)由参考资料查得:
允许的错差量≤1.2mm
(4)由参考资料查得:
允许的残余飞边量≤1.2mm
(5)锻件的清理方式:
清除表面氧化皮的方法有喷砂、抛丸、酸洗、滚筒清理等。
(6)锻件热处理要求:
正火HB156~207
模锻件常用的热处理方法
常用的热处理
使用场合
使用目的
正火
中间热处理
细化晶粒,获得合适硬度,便于切削加工
最终热处理
对零件力学性能要求不高时采用
调质
最终热处理
保证较高的力学性能
常用钢质模锻件正火或调质硬度范围查阅手册中的推荐值。
上述各项参数确定后,便可绘制锻件图
三、确定锻件的基本数据
1、锻件在平面图上的最大投影面积为26015mm2;
2、锻件周边长度为572mm;
3、锻件体积为664970mm3;
4、锻件质量为5.22kg。
四、决定设备吨位
针对圆饼类锻件,确定锻锤吨位的经验公式为:
(kg)
式中:
G0—锻锤落下部分质量,kg;
D—锻件直径,cm;
σ—锻件在终锻温度时的变形抗力,MPa。
经验推荐值见下表。
该公式适用于直径为60cm以下的锻件。
模锻锤上终锻温度下部分钢材的变形抗力和系数K经验推荐值
材料
终锻温度/℃
K
σ/MPa
碳素结构钢含碳量<0.25%
700
0.9
55
碳素结构钢含碳量>0.25%
750
1.0
60
低合金结构钢含碳量<0.25%
800
1.0
60
低合金结构钢含碳量>0.25%
800
1.15
65
高合金结构钢含碳量>0.25%
850
1.25
75
合金工具钢
850
1.25
90--100
由上表查得,σ=60MPa;D=18.2cm,带入经验公式
=(1-0.005×18.2)×(1.1+2/18.2)2×(0.75+0.001×18.22)
×18.2×60kg
=157kg
根据推荐的模锻锤能力选择表推荐,故选用2吨模锻锤。
五、确定飞边槽尺寸
按照锻件在水平面上的投影面积A=26015mm2
(1)由经验公式确定飞边槽桥部高度
(2)根据经验推荐值确定飞边槽尺寸:
h=3.00mm,h1=5mm,b=12mm,
b1=32mm,Ak=233mm2
六、终锻模膛设计
终锻模膛设计的主要内容是绘制热锻件图,供制造模膛用。
热锻件图按照冷锻件图加收缩率确定。
常啮合齿轮考虑收缩率1.5%,模锻斜度和内、外圆角的尺寸与冷锻件图相同,绘制的热锻件图如下:
七、确定制坯工步
齿轮类零件一般采用镦粗制坯,镦粗直径D镦的确定需考虑锻件形状,对常啮合齿轮锻件应满足:
(D1+D2)/2>D镦>D2
式中:
D1—锻件轮缘外径,mm;
D镦—镦粗后毛坯直径,mm;
D2—锻件轮缘内径,mm;
带入数值:
(182+147)/2=164.5>D镦>147,
故取D镦=160mm
八、确定坯料尺寸
锻件体积Vd=664970mm3,飞边体积按飞边槽容积的50%计算,即
V飞=99700mm3
取氧化烧损率为2.5%,则坯料体积为:
V坯=(100%+205%)×(664970+99700)=783787mm3
取坯料高径比n=2,则坯料直径为
按标准规格选择坯料直径d=80mm。
下料长度:
考虑到下料误差,取L坯=159
则坯料尺寸为:
φ80×159mm
九、锻模结构设计
1、模膛布置:
镦粗台布置在锻模的左前面,坯料镦粗后距各边缘的距离不小于10mm。
由于是轴对称锻件,故终锻模膛压力中心就是形心,应与锻模中心重合。
2、锁扣尺寸:
采用圆形锁扣,锁扣高度H=36mm,最小宽度不小于40mm,锁扣侧面间隙为0.3mm。
采用圆形锁扣,锁扣其余尺寸如图所示。
3、模块尺寸:
按照模膛尺寸、镦粗台尺寸、锁扣宽度、模膛壁厚、承击面等初步算出模块平面尺寸;按模膛最大深度、2t锤的最小闭合高度、锻模翻新量等因素决定模块高度尺寸,由资料查得模块宽度为500mm,高度为300mm,长度定为450mm;承击面约为970cm2;远大于2t锤允许的最小承击面(450--970cm2)
按上述设计计算结果,绘制出锻模如图所示。
 升级会员
升级会员 