设计说明书(T55001).doc
《设计说明书(T55001).doc》由会员分享,可在线阅读,更多相关《设计说明书(T55001).doc(22页珍藏版)》请在冰豆网上搜索。
余热锅炉设计说明书
1、概述(总体结构如下图)
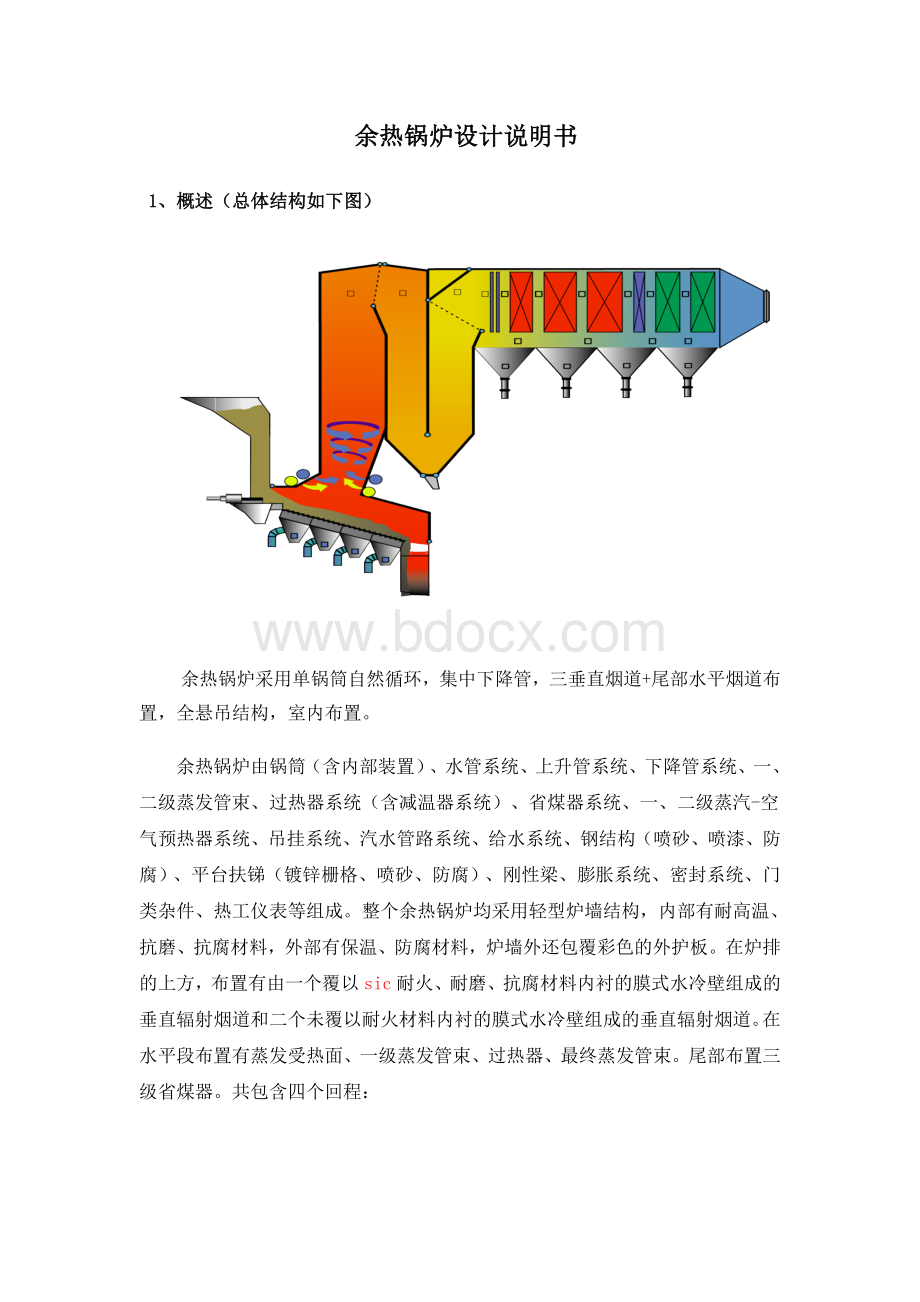
余热锅炉采用单锅筒自然循环,集中下降管,三垂直烟道+尾部水平烟道布置,全悬吊结构,室内布置。
余热锅炉由锅筒(含内部装置)、水管系统、上升管系统、下降管系统、一、二级蒸发管束、过热器系统(含减温器系统)、省煤器系统、一、二级蒸汽-空气预热器系统、吊挂系统、汽水管路系统、给水系统、钢结构(喷砂、喷漆、防腐)、平台扶锑(镀锌栅格、喷砂、防腐)、刚性梁、膨胀系统、密封系统、门类杂件、热工仪表等组成。
整个余热锅炉均采用轻型炉墙结构,内部有耐高温、抗磨、抗腐材料,外部有保温、防腐材料,炉墙外还包覆彩色的外护板。
在炉排的上方,布置有由一个覆以sic耐火、耐磨、抗腐材料内衬的膜式水冷壁组成的垂直辐射烟道和二个未覆以耐火材料内衬的膜式水冷壁组成的垂直辐射烟道。
在水平段布置有蒸发受热面、一级蒸发管束、过热器、最终蒸发管束。
尾部布置三级省煤器。
共包含四个回程:
一回程:
垂直辐射段,由内衬耐火材料的膜式蒸发受热面组成,耐火材料一直覆盖到本回程的出口。
二回程:
垂直辐射段,由膜式蒸发受热面组成。
三回程:
垂直辐射段,由膜式蒸发受热面组成。
四回程:
水平对流段,由膜式蒸发受热面、一、二级蒸发管束,过热器、减温器及省煤器组成,省煤器部位采用轻型护板式炉墙组成。
锅炉所产生蒸汽的温度由过热器减温器控制。
在整个操作过程中,过热器入口的烟气温度保持在650°C以下。
总之余热锅炉与焚烧炉配合良好,本身钢结构计算稳妥,各受热面配置合理,水循环良好,可确保锅炉安全、稳定、长期运行,且一定的超负荷能力。
同时也充分考虑了今后的维修保养工作。
2、烟气侧特点说明
余热锅炉的第一通道是二燃室,二燃室的空间设计充分考虑最优气流分布与锅炉容量。
由炉排燃烧产生的热烟气进入二燃室。
在入口处注入二次空气,使烟气充分燃烧,保证低排放。
二燃室的体积保证烟气在正常操作时,在高于850°C的区域停留时间不低于2秒。
二燃室配备了助燃燃烧器,确保炉膛温度不低于850°C。
二次空气经过流量优化后涡流喷射注入二燃室,凭借二次风喷嘴的分布在二燃室内产生涡流,进一步改善操作状况。
由于涡流的作用,气流中温度、速度和浓度方面都呈均匀分布。
温度、速度和浓度的峰值都被极小化,达到:
提高烟气的燃烬程度
使二燃室温度的均匀分布
降低一氧化碳的浓度70%(约15mg/Nm3)
减少对无防护的加热表面造成腐蚀的风险
减少二恶英的形成
为SNCR脱氮系统提供最优的反应环境
第一通道从焚烧炉出口开始,为垂直布置,辐射换热面。
为保护水冷壁和满足烟气在850°C停留2秒以上,第一通道内壁敷设耐火材料。
为保障第一通道膜式水冷壁与焚烧炉体的相对膨胀,两者间采用大型膨胀节联接。
由于焚烧炉体为适宜中国垃圾特点的风冷式结构,出口烟温相对较高,因此膨胀节采用了耐高温、耐磨、耐腐蚀的金属材料。
第二、三通道采用水冷结构,内壁不敷设耐火材料。
第四通道为水平布置,其侧墙采用水冷壁结构至对流蒸发屏末端,省煤器区域侧墙则采用护板炉墙。
汽包布置在炉外,垂直烟道的上方。
下降管接至各蒸发段下集箱。
焚烧炉上部的锅炉辐射受热面为膜式结构,水冷壁从二次风喷口和辅助油燃烧器之后的焚烧炉出口开始。
水冷壁管端部接至共用集箱,再通过引出管接至汽包。
在第一通道的顶部,烟气转向180度流向第二通道。
在第二通道,烟气向下流动。
在第二、三通道的下部布置为水冷漏斗,用来收集锅炉飞灰。
在第四通道,布置对流传热管束。
第一级受热面时保护性蒸发屏,用来使烟气在进入末级过热器之前,将烟温降至650°C以下。
在保护性蒸发屏后的水平通道内,布置有三级过热器,第二级对流蒸发屏和三级省煤器。
3汽水侧特点说明
锅炉给水经加热、除氧,给水温度130°C。
为了调节控制锅炉出口烟气温度,将给水在进入第一级省煤器前,设一可调旁路进入汽包内将给水预热。
省煤器分二级布置。
给水进入锅筒前,在省煤器内被加热至距饱和温度最小10°C以下。
省煤器给水从锅筒水空间引入。
锅筒内部装置能满足在所有负荷范围内,蒸汽品质达到要求。
所有蒸发受热面均采用自然循环原理,不同的蒸发段由不同的下降管从锅筒引入,汽水混合物由引出管引入锅筒。
为防止锅筒超压运行,锅筒上安装安全阀,安全阀排汽管需配置消声器。
蒸汽导出锅筒前,经过除雾器,避免蒸汽带水进入过热器。
过热器系统设置为三级对流管束。
为了控制调节蒸汽温度,在两级过热器间布置减温器。
一级减温器布置在第一、二级过热器间,以控制二级过热器出口蒸汽温度。
在第二、三级过热器间布置第二级减温器,以控制锅炉出口蒸汽温度不超过450°C(偏差+3、-5°C)。
第三级过热器的出口管道上安装安全阀(安全阀排汽管需配置消声器),以避免过热器超压运行。
4设计制造规范、标准和原则要求
4.1设计制造规范、标准
投标方提供的设备和材料遵守下列标准和规范的最新版本及替代版本,并按这些规范和标准制造及验收。
(1)《生活垃圾焚烧炉及余热锅炉》(GB/T18750-2008)
(2)《生活垃圾焚烧污染控制标准》(GB18484-2001)
(3)《蒸汽锅炉安全技术监察规程》(1997年1月1日起施行)
(4)《电力工业锅炉监督规程》(SD167-85);
(5)《电力工业锅炉压力容器安全监察规定》(电站[1995]36号);
(6)《水管锅炉受压元件强度计算》(GB9222-88);
(7)《工业锅炉热工试验规范》(GB10180-88);
(8)《高压锅炉用无缝钢管》(GB5310-1995)
(9)《低中压锅炉用无缝钢管》(GB3087-1999)
(10)《固定式锅炉建造规程》(GB/T16503-96);
(11)《工业锅炉锅内装置设计导则》(JB/Z198-83);
(12)《锅炉钢结构设计导则》(JB/T6736-93);
(13)《锅炉构架抗震设计标准》(JB/T5339-91);
(14)《锅炉原材料入厂检验标准》(JB/T3375-91);
(15)《锅炉水压试验条件》(JB/T1612-94);
(16)《锅炉焊接工艺评定》(JB4420-89);
(17)《锅炉受压元件焊接技术条件》(JB/T1613-1993);
(18)《锅炉锅筒制造技术条件》(JB/T1609-1993)
(19)《锅炉集箱制造技术条件》(JB/T1610-1993)
(20)《锅炉管子制造技术条件》(JB/T1611-1993)
(21)《锅炉油漆包装技术条件》(JB/T1615-1991);
(22《管式空气预热器技术条件》(JB/T1616-1993);
(23)《锅炉钢结构技术条件》(JB/T1620-93);
(24)《焊制鳍片管(屏)技术条件》(JB/T5255-91);
(25)《锅炉产品钢印及标记移植规定》(JB/T4308-1999);
(26)《锅炉管道附件承压铸钢件技术条件》(JB/T9625-1999);
(27)《锅炉锻件技术条件》(JB/T9626-1999);
(28)《螺旋翅片管箱组装技术条件》(JB/T6511-92);
(29)《锅炉用高频电阻焊螺旋翅片管制造技术条件》(JB/T6512-92);
(30)《锅炉膜式壁管屏(轧制鳍片管)技术条件》(JB/T2635-93)
(31)制造厂工厂标准及技术规范
4.2锅炉设计原则
在可能运行的各种工况下,各受热面的金属温度均在允许范围内(普通管≤370°C,过热器合金管≤450°C)。
锅炉的蒸汽品质达到《火力发电厂机组及蒸汽动力设备水、汽质量标准》
(GB12145)的规定。
锅炉有良好的密封结构,炉膛及各烟道采用膜式壁结构,运行中无漏烟、漏灰现象,炉顶密封,采取成熟的迷宫式结构,确保良好的密封。
锅炉在投产第一年内,因制造质量不良而引起的强迫停炉次数不多于2次。
锅炉年利用小时数大于8000h。
锅炉启动时间(从点火到机组带满负荷)能满足以下要求:
启动方式
汽包锅炉
允许次数
冷态启动
6~8h
>500次
温态启动
3~4h
>1000次
热态启动
1.5~2h
>10000次
锅炉按负压运行设计。
锅炉各受热面管子的焊缝进行100%的无损检验,并有钢厂检验合格证明。
出厂前严格地检查,保证无任何异物和焊渣遗留在管内和联箱内。
所用的合金钢材在加工过程及运到现场均保证有明显标志。
对承压部件的焊接及检验应严格按《电力工业锅炉、压力容器监察规程》的规定进行。
对锅炉承压件中合金元素差异较大的异种钢焊接,在制造厂内完成,并有焊接记录(包括焊前预热、焊接方法、接头型式、电焊条、焊后热处理等)。
所采用的焊接工艺保证与材质相应(包括母材、焊条、焊丝、保护气体等)。
任何新工艺必须通过鉴定试验合格后并征得业主用意后才能采用。
锅炉的受热面各外部连接管接头,联箱管接头,出厂前均在保证整体尺寸前提下,根据所需的焊接工艺,做好焊接接口的准备工作,如做好焊接坡口,消除管接头内外的氧化铁,涂以防腐涂层,装以密封性能好,不易脱落的封头等。
锅炉汽包及所有汽水联箱上的排污管、疏水管、空气管、加热管,取样管等接头,采取加强结构的焊接型式。
锅炉在运行时,炉墙、炉内悬吊受热面、本体范围内汽水管道、空气予热器及风道等不允许有晃动及异常振动。
炉膛、顶、水平烟道和尾部竖井等的设计保证有良好的密封性。
同时确保各承压部件的膨胀良好,不因热应力使密封件开裂损坏。
锅炉炉顶采用金属密封结构,对炉顶吊杆安装方法将在安装说明书中加以说明,并提供安装接点图和密封板成品,保证吊杆受力合理,炉顶密封良好。
锅炉设计时,将对各部件进行膨胀量计算,并在重要部位装设膨胀指示器。
燃烧室看火孔的布置便于运行人员观察炉内各燃烧器出口燃料的着火情况;人孔门的布置便于检修人员进入。
所有管道间、管道与集箱间、管道与锅筒间的连接焊缝为全焊透型式。
炉膛中部布置有NH3喷嘴孔,可在需要使用时及时投运。
余热锅炉分模块整体组装后运抵现场,以减少现场工作量及保证锅炉性能。
锅炉承压部分的组装设计要求:
锅筒和内部装置一起装配出厂;三个烟道膜式水冷壁的分片应在满足国内运输条件下,最大限度地减少分片数量。
锅炉各部件在运输条件许可的情况下最大限度地在工厂组装成完整部件,并做好调整、校正和试验工作。
4.3锅炉制造原则要求
锅炉各受热面管子应进行100%涡流检查,焊缝进行100%无损探伤检验,并有检验合格证书。
出厂前进行严格检查,不允许有任何异物和焊渣遗留在管内和集箱内。
对锅炉受压部件中如有合金元素差异较大的异种钢焊接,在制造厂内完成,并有焊接记录(包括焊前预热,焊接方法,接头型式,焊材,焊后热处理等)
与工地现场外部配管连接的集箱界面处应在制造厂车间内预先加工好坡口。
所有受压元件间的焊接均要求采用带坡口的氩弧焊。
集箱及管束均要求进行单根100%水压试验。
如果管组整组出厂,每组受热管束与集箱组装制作完毕后遵照JB/T1612-94要求进行整体水压试验,水压试验后及时吹净积水。
所有受压元件的水压试验检测报告在规定时间内提供给招标方。
用焊接组装的锅炉构架,出厂前控制分段立柱和横梁尺寸,做好安装焊缝的坡口,避免在工地对接拼装时进行切割和开坡口。
锅炉构架的立柱、横梁及其他人型构件在设计和制造中妥善地设置为运输、起吊(包括吊鼻、绑扎绳扣、保护铁等)及防止变形的临时加强措施。
并有必需的爬梯、操作平台和临时安装栏杆的生根节点。
水冷壁在设计和制造时,尽量能单片组件运输;水冷壁出厂前严格控制零件公差尺寸,为保证整体尺寸不至超过允许偏差;
所有承压受热面管排及组件,在出厂前必须经水压试验合格,将水放净并烘干、加封
 升级会员
升级会员 