焊缝焊接质量检查记录表.doc
《焊缝焊接质量检查记录表.doc》由会员分享,可在线阅读,更多相关《焊缝焊接质量检查记录表.doc(2页珍藏版)》请在冰豆网上搜索。
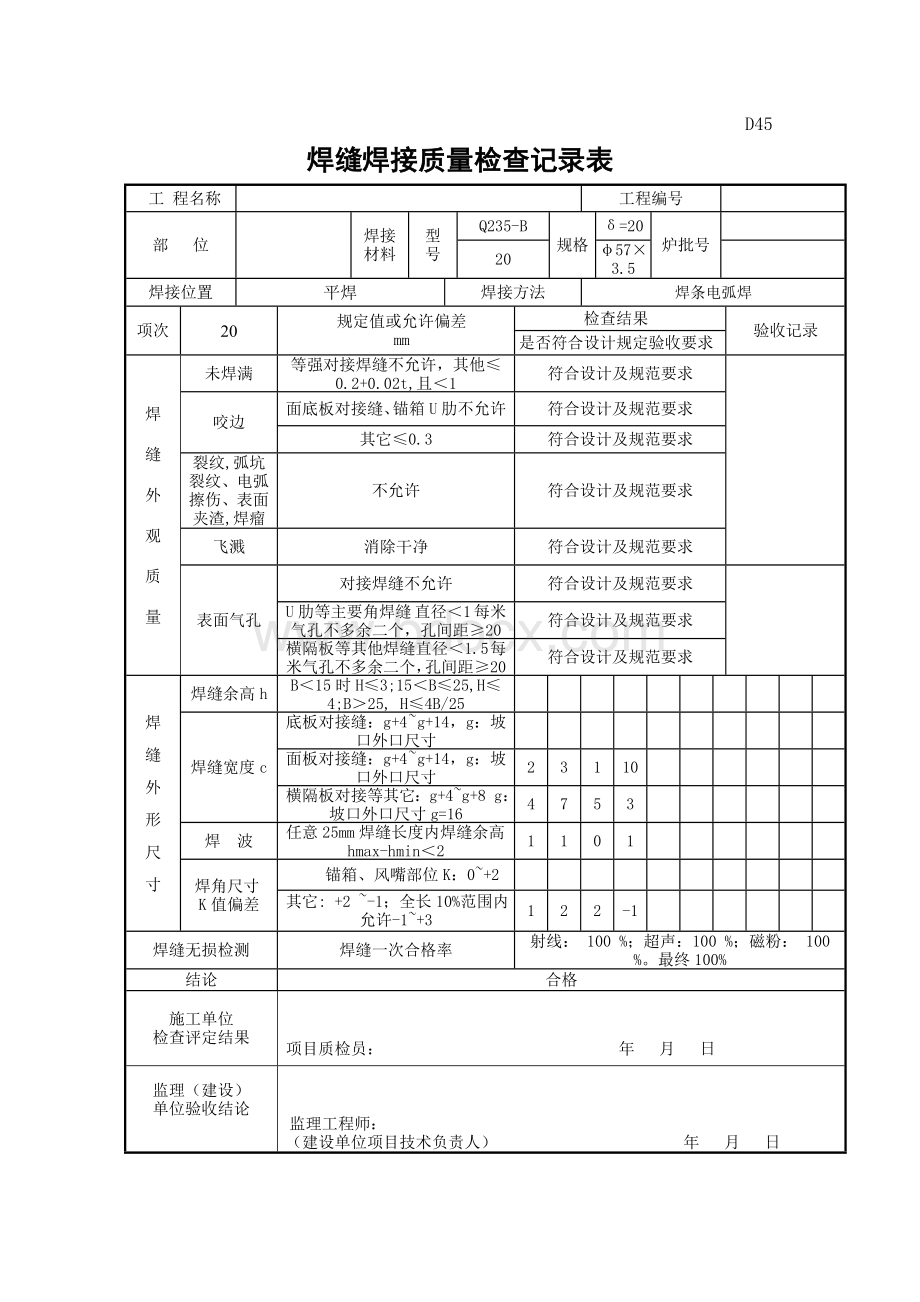
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
横隔板等其他焊缝直径<1.5每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25,H≤4B/25
焊缝宽度c
底板对接缝:
g+4~g+14,g:
坡口外口尺寸
面板对接缝:
g+4~g+14,g:
坡口外口尺寸
2
3
1
10
横隔板对接等其它:
g+4~g+8g:
坡口外口尺寸g=16
4
7
5
3
焊波
任意25mm焊缝长度内焊缝余高hmax-hmin<2
1
1
0
1
焊角尺寸K值偏差
锚箱、风嘴部位K:
0~+2
其它:
+2~-1;全长10%范围内允许-1~+3
1
2
2
-1
焊缝无损检测
焊缝一次合格率
射线:
100%;超声:
100%;磁粉:
100%。
最终100%
结论
合格
施工单位
检查评定结果
项目质检员:
年月日
监理(建设)
单位验收结论
监理工程师:
(建设单位项目技术负责人)年月日
D45
焊缝焊接质量检查记录表
工程名称
青岛中学周边水系景观及公共配套二期工程
工程编号
部位
滨海花园区廊架
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面气孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
横隔板等其他焊缝直径<1.5每米气孔不多余二个,孔间距≥20
符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25,H≤4B/25
焊缝宽度c
底板对接缝:
g+4~g+14,g:
坡口外口尺寸
面板对接缝:
g+4~g+14,g:
坡口外口尺寸
4
7
9
5
横隔板对接等其它:
g+4~g+8g:
坡口外口尺寸g=16
6
6
4
7
焊波
任意25mm焊缝长度内焊缝余高hmax-hmin<2
0
1
1
0
焊角尺寸K值偏差
锚箱、风嘴部位K:
0~+2
其它:
+2~-1;全长10%范围内允许-1~+3
2
1
-1
-1
焊缝无损检测
焊缝一次合格率
射线:
100%;超声:
100%;磁粉:
100%。
最终100%
结论
合格
施工单位
检查评定结果
项目质检员:
年月日
监理(建设)
单位验收结论
监理工程师:
(建设单位项目技术负责人)年月日
 升级会员
升级会员 