焊接件通用技术规范.doc
《焊接件通用技术规范.doc》由会员分享,可在线阅读,更多相关《焊接件通用技术规范.doc(14页珍藏版)》请在冰豆网上搜索。
焊接件通用技术规范
1.目的
为统一普通钢结构焊接件在工厂全过程的基本要求,特制订本规范。
2.范围
如顾客未对焊接件产品的加工及检验要求做出明确规定(含规范和图纸)、或已给出的规定不全时,在技术文件编制、加工制作、性能试验、检验规则以及标识、包装、运输、贮存和检验等环节须执行本规范的要求。
3.一般要求
3.1焊接件的制造应符合经规定程序批准的产品图样、技术文件和本标准的规定。
3.2焊接件材料和焊接材料
3.2.1用于焊接件材料的钢号、规格、尺寸应符合产品图样的要求。
3.2.2用于焊接件的材料(钢板型钢等)和焊接材料(焊条、焊丝、焊剂等),进厂时应按照材料标准规定,验收合格后方准使用。
3.2.3对于无牌号和无合格证书的焊接件材料和焊接材料须进行检验和鉴定,确认合格后方准使用。
3.2.4原材料下料前的形状偏差应符合有关标准规定,否则应予以矫正或另作他用(矫正可下料前校正,也可下料后校正),使之达到要求。
矫正后,钢材表面不应留有明显的损伤。
3.3焊接零件未注公差尺寸的形位公差
3.3.1零件尺寸的极限偏差
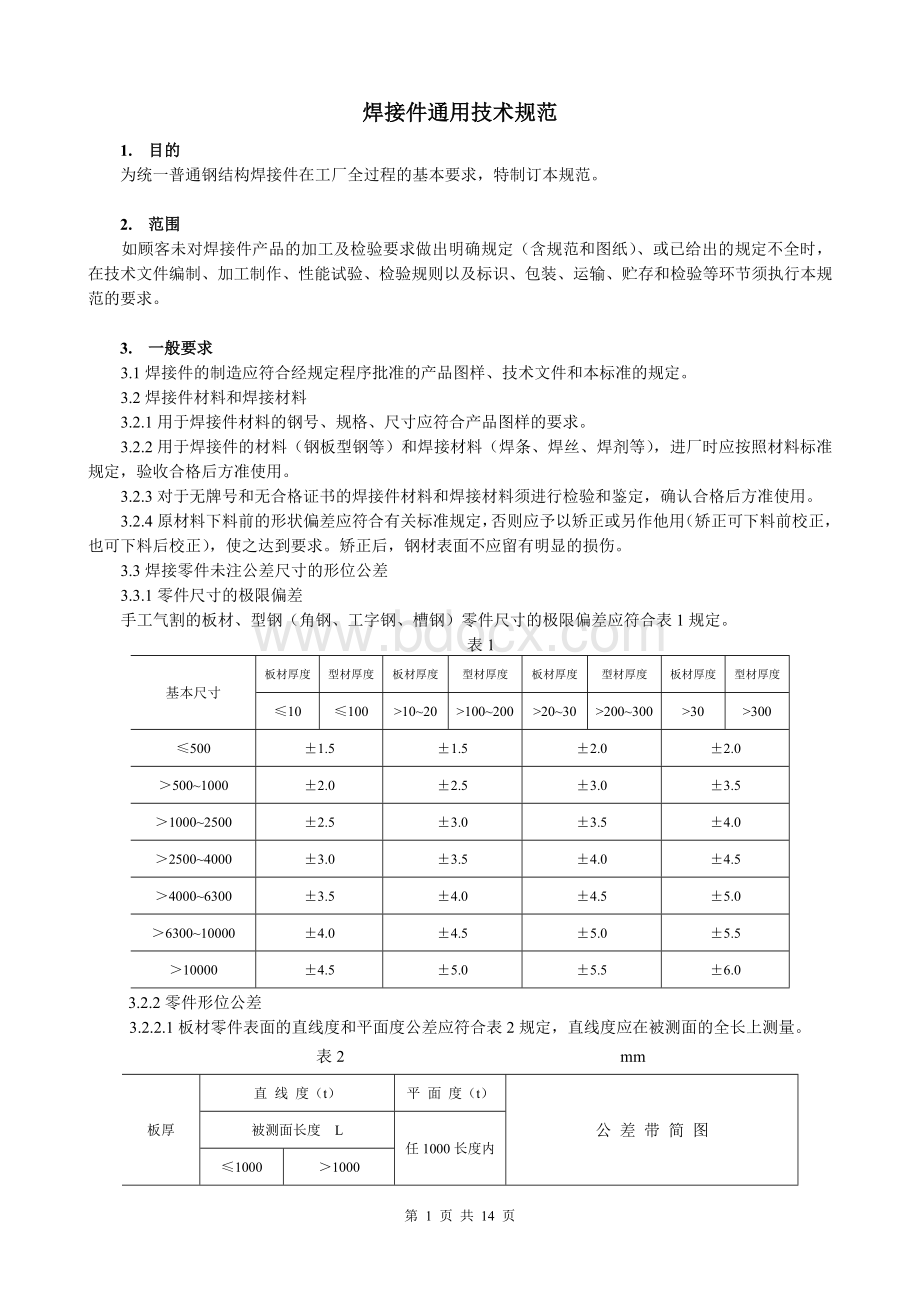
手工气割的板材、型钢(角钢、工字钢、槽钢)零件尺寸的极限偏差应符合表1规定。
表1
基本尺寸
板材厚度
型材厚度
板材厚度
型材厚度
板材厚度
型材厚度
板材厚度
型材厚度
≤10
≤100
>10~20
>100~200
>20~30
>200~300
>30
>300
≤500
±1.5
±1.5
±2.0
±2.0
>500~1000
±2.0
±2.5
±3.0
±3.5
>1000~2500
±2.5
±3.0
±3.5
±4.0
>2500~4000
±3.0
±3.5
±4.0
±4.5
>4000~6300
±3.5
±4.0
±4.5
±5.0
>6300~10000
±4.0
±4.5
±5.0
±5.5
>10000
±4.5
±5.0
±5.5
±6.0
3.2.2零件形位公差
3.2.2.1板材零件表面的直线度和平面度公差应符合表2规定,直线度应在被测面的全长上测量。
表2mm
板厚
直线度(t)
平面度(t)
公差带简图
被测面长度L
任1000长度内
≤1000
>1000
≤4
2.0
2L/1000
但不得大于5.0
2.0
直线度
平面度
>4~12
1.5
1.5L/1000
但不得大于5.0
1.5
>12
1.0
L/1000
但不得大于5.0
1.0
3.2.2.2型材零件的直线度、平面度、垂直度公差应符合表3的规定,歪扭误差应符合表4的规定。
表3mm
项目
公差(t)
公差带简图
直线度
L≤10001.0
L>1000L/1000
但角钢不得大于6,
工字钢、槽钢不得大于4
平面度
任1000长度内
1.0
垂直度
边宽垂直度b/100
但不得大于2(不等边角钢按长边宽度计算)
表4mm
型材高度h
型材长度L
歪扭误差(t)
简图
≤100
≤2000
1.0
>2000
0.5L/1000
但不得大于3
>100
≤2000
1.5
>2000
0.75L/1000
但不得大于3
3.2.2.3板材与型材零件切割边棱对表面垂直度,不得大于表5规定。
图1L—边棱长度;t—直线度
表5
零件厚度δ
垂直度(t)
公差带简图
≤10
0.5
板材
型材
>10~18
0.8
>18~30
1.0
>30~50
1.5
3.2.2.4板材零件边棱之间的垂直度与平行度,不得大于相应尺寸的公差之半(见图2)。
图2
3.2.2.5型材零件切割断面对其表面的垂直度以及型材零件切割断面的平行度,不得大于型材零件切割断面之间的尺寸公差之半(见图3)。
图3
3.2.2.6弯曲成型的筒体零件尺寸的极限偏差、圆角和弯角,(≥5mm钢板)应符合表6规定。
3.2.2.7对于焊接H型钢、梁等焊接量较大工件,在腹板冀板下料时,适当放长20~30mm,待焊接、校形完成后再取长短。
表6mm
外径D
外径
极限偏差
圆度公差
t
弯角
C
公差带简图
≤500
±3
3
3
>500~1000
±5
5
>1000~1600
±7
7
4
>1600~2000
±9
9
>2000~2500
±11
11
5
>2500~3150
±13
13
>3150
±15
15
6
3.3.3切割要求
3.3.3.1零件机械切割的边棱,不应有高度超过0.5mm的毛刺和深度大于1mm的刻痕。
3.3.3.2零件气割边棱不应有熔渣及氧化铁皮,其刻痕深度应符合表7规定。
气割圆和圆弧时,刻痕的深度允许加大0.5mm。
刻痕的累计长度,不得超过气割边长的10%。
刻痕内允许有氧化皮存在。
表7mm
零件厚度
刻痕深度(t)不大于
局部刻痕
深度不大于
公差带简图
手工气割
气割机气割
≤20
1.0
0.5
2.0
>20~30
1.5
1.0
2.5
>30~50
2.0
1.5
3.0
3.4拼装要求
3.4.1全部零件须检验合格后,方可装对。
3.4.2装对焊接零件的焊缝坡口形式与尺寸及焊缝间隙量有关规定。
焊缝间隙在其全长上的不均匀度应在间隙量公差范围内。
3.4.3装对焊接零件时,两个焊件(或焊边)的相互位置偏移量:
a.钢板对接(见图4);
b.型钢对接(见图5);
c.装对对接接头,应符合表8规定;
d.装对工字梁与箱型梁,应符合表9规定;
e.装对截面复杂的结构时,应符合表10规定;
f.钢管对接时,管壁间的偏移量(见图6)。
板厚δ≤6mm,t<1mm;型钢高度h≤180mm,t<0.5mm;
型钢高度h>180~360mm,t<0.8mm;
板厚δ>6mm,t<2mm。
型钢高度h>360~630mm,t<1.0mm。
图4图5
表8mm
接头型式
偏移量(t)
手工电弧焊
埋弧焊
<1.0
<1.0
<1.5
<2.0
+5.0
-3.0
+3.0
-5.0
±2.0
表9mm
型式
简图
偏移量
腹板偏移
t≤2.0
盖板倾斜
t≤0.01b
但不得大于2
腹板倾斜
h≤500t≤1.5
h>500t≤2.0
腹板距离
b≤80Δb≤3.0
b>80Δb≤5.0
盖板倾斜
t≤0.01b
但不得大于2
梁的歪扭
L≤2500t≤2
L>2500~5000t≤3
L>5000t≤5
管壁厚度δ≤5mm时,t≤0.5mm;
管壁厚度δ>5mm时,t≤0.1δ,但不得大于2mm。
图6
表10mm
型钢高度h
偏移量(t)不大于
B≤1000
B>1000
≤100
0.015h
0.020h
>100~240
0.010h
0.015h
>240
0.008h
0.010h
3.4.4焊装前须将距焊缝边缘一定范围内(手工焊不小于10mm,埋弧焊不小于20mm)焊接结构表面上的铁锈、油、油漆、尘土等污物除净,并须去除潮湿。
3.5焊接要求
3.5.1焊接工作应在装对检查合格后进行。
3.5.2装对时的定位焊采用的焊条和焊接规范以及对焊工要求,应与正式焊接时相同。
3.5.3对于最终发货状态为点焊要求的,点焊的焊角高度不得小于最薄的板厚、且不得大于最薄板厚+2mm,焊点分布应均匀,每一点焊接长度不得大于5mm,焊缝外观要求与正常产品焊缝一致。
3.5.4首次采用的新钢种、新焊条和焊丝的焊接工艺,必须在正式施焊前做出工艺试验,评定合格后,方能施焊。
3.5.5禁止在非焊缝区引弧,也不得在焊缝端部引弧。
3.5.6装对要求断续焊的工件时,预先将断续焊位置进行标识,装对时须将所有点焊焊点焊在断续焊标识区内边缘,不得将焊点焊在标识区以外的位置。
3.6焊后要求
3.6.1焊接件的非机械加工面未注公差尺寸的极限偏差应符合表11规定。
表11mm
基本尺寸
极限偏差
基本尺寸
极限偏差
≤120
±2
>2500~4000
±8
>120~315
±3
>4000~6300
±10
>315~630
±4
>6300~10000
±12
>630~1000
±5
>10000~16000
±15
>1000~1600
±6
>16000~25000
±20
>1600~2500
±7
>25000~40000
±25
3.6.2焊接件须经机械加工面未注公差尺寸的极限偏差,不得超过加工余量的2/3,并应保证有不小于2mm的加工余量。
3.6.3焊接件平面的直线度未注公差值在1000mm长度内,不得大于1.5mm;在全长上不得大于全长的1.5L/1000,最大不得超过8mm(小于3mm的薄板焊接件可放宽50%)。
3.6.4焊接件平面的平面度未注公差值应符合表12规定(小于3mm的薄板焊接件可放宽50%)。
表12mm
基本尺寸
≤120
>120~315
>315~630
>630~1000
>1000~2500
公差
1.0
1.5
2.0
3.0
4.0
基本尺寸
>2500~4000
>4000~6300
>6300~10000
>10000~16000
>16000~25000
公差
5.0
6.0
8.0
10.0
12.0
3.6.5焊接件的圆柱、圆锥表面的圆度未注公差值应在其直径公差之半范围内。
3.6.6焊接面之间的同轴度未注公差值不得大于相应尺寸最大公差之半(见图7)。
 升级会员
升级会员 