1主副井提升机房解读.docx
《1主副井提升机房解读.docx》由会员分享,可在线阅读,更多相关《1主副井提升机房解读.docx(9页珍藏版)》请在冰豆网上搜索。
1主副井提升机房解读
尺寸:
60^80数量:
2沁块
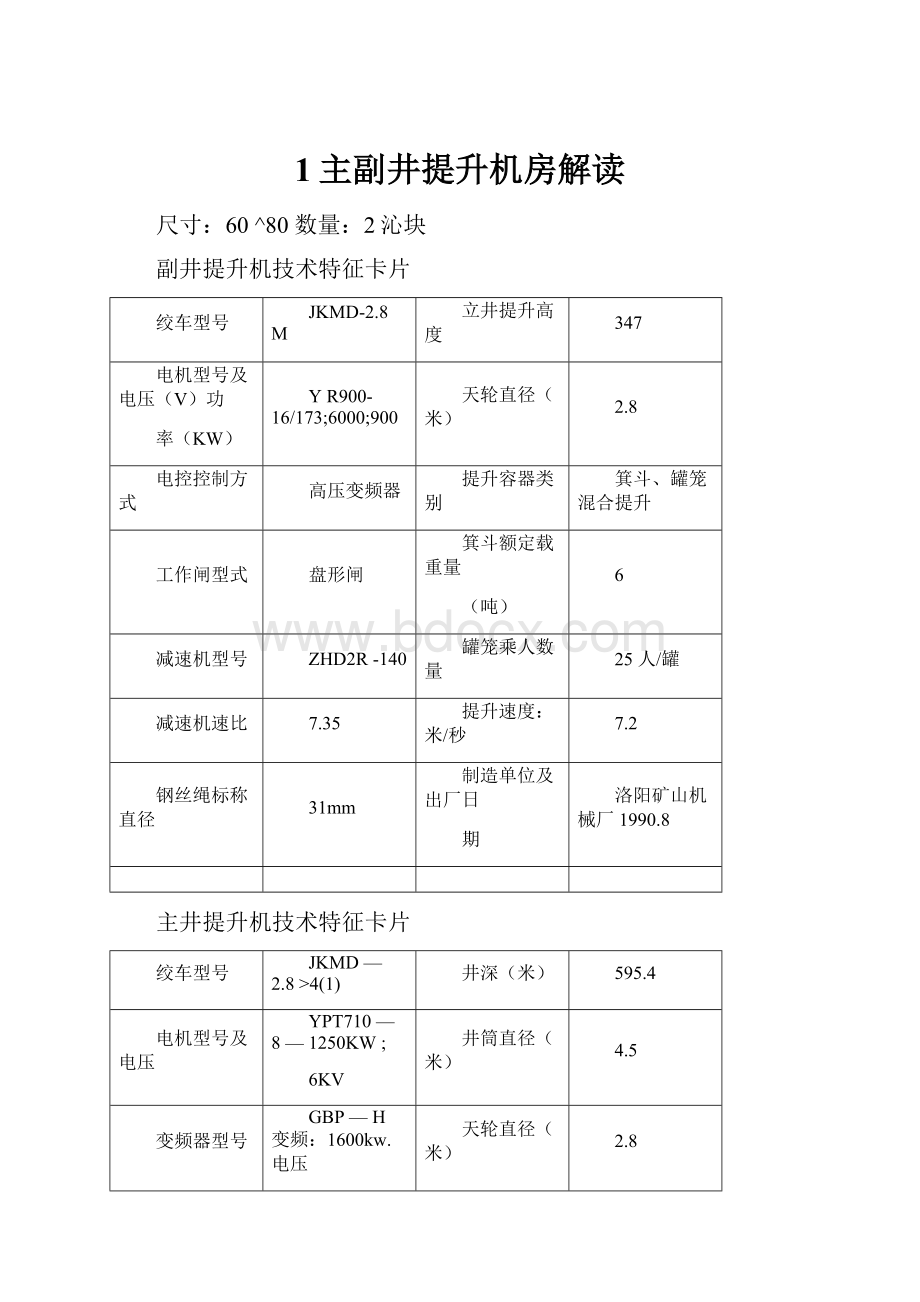
副井提升机技术特征卡片
绞车型号
JKMD-2.8M
立井提升高度
347
电机型号及电压(V)功
率(KW)
YR900-16/173;6000;900
天轮直径(米)
2.8
电控控制方式
高压变频器
提升容器类别
箕斗、罐笼混合提升
工作闸型式
盘形闸
箕斗额定载重量
(吨)
6
减速机型号
ZHD2R-140
罐笼乘人数量
25人/罐
减速机速比
7.35
提升速度:
米/秒
7.2
钢丝绳标称直径
31mm
制造单位及出厂日
期
洛阳矿山机械厂1990.8
主井提升机技术特征卡片
绞车型号
JKMD—2.8>4
(1)
井深(米)
595.4
电机型号及电压
YPT710—8—1250KW;
6KV
井筒直径(米)
4.5
变频器型号
GBP—H变频:
1600kw.电压
比:
10/5
天轮直径(米)
2.8
变频器生产厂家
焦作市明珠自动化工程有限
责任公司
提升容器型号
JDG—8
生产日期
2010.2
工作闸型式
盘形闸
箕斗额定载重量(T)
8
减速机型号
ZZDP—1000
减速机生产厂家
洛阳力为科技有限公司
提升钢丝绳规格型号
①306VX34+FC
提升速度米/秒
9.64
提升高度(米)
573
绞车制造单位及出厂
日期
锦州矿山机械集团有限公
司2008.8
一.提升司机岗位责任制
1、坚守岗位不得擅离职守,坚持一人开车一人监护的制度,确保安全完成当班提升任务。
2、集中思想,谨慎操作,严格执行操作规程和《煤矿安全规程》,保证设备的安全运转,如有异常,立即停车汇报检查处理。
3、加强责任心,做到“五严”、“三好”、“四勤”、“三懂”、“四会”。
五严:
严格执行交接班制度,严格操作规程,严格执行要害场所管理制度,严格进行巡回检查,严格进行岗位练兵。
三好:
设备运转好,整洁卫生好,工具管理好。
四勤:
勤听,勤看,勤摸,勤检查。
三懂:
懂设备结构、性能和设备的安全设施的工作原理。
四会:
会操作,会维修,会保养,会排出一般故障。
4、认真填写“记录”(交接班记录,巡回检查,装置试验记录,来客登记记录,设备运行记录)
5、司机必须经考核合格取得司机合格证,持证上岗。
二•提升机安全保护装置检查试验制度
1、提升机安全保护装置是提升机系统不可缺少的重要组成部分,是保证提升机安全正常运转的重要设施。
提升机必须具备《煤矿安全规程》所规定的各种保护且保护装置动作灵敏可靠。
2、试验人员必须定期对各种安全保护装置进行试验,发现异常情况及时汇报,及时整改。
3、日常的各种安全保护装置试验必须由维护工带领当班司机进行,试验结果应详细作一记录,并由参加人
员签名。
4、主管队长每周至少参加一次各种安全保护装置试验。
5、试验人员应尽心尽责,严肃对待安全保护装置试验,认真做好安全保护装置的试验工作。
6、试验人员进行各种安全保护装置试验时,严格按照试验方法进行试验,确保试验过程中提升设备及人员的安全。
7、试验方法应根据生产实际不断改进,尽可能的反映现场情况。
三•提升钢丝绳检查制度
1、钢丝绳每天必须检查一次,由维修工或副司机担任检查,对绳头连接处的检查由井口工负责
2、检查钢丝绳时应以0.3〜0.6米/秒的速度进行,测点距离不得大于20米。
3、钢丝绳在一个捻距内断丝面积同钢丝绳总面积之比达到下列规定时,必须更换:
(1)升降人员或物料用的钢丝绳为5%。
(2)专为升降物料用的钢丝绳和兼作运人的钢丝绳皮带运输机的钢丝绳为10%。
(3)钢丝绳外观检查发现磨损严重,钢丝绳严重锈蚀,点蚀麻坑形成沟纹,外层钢丝松动时,必须向调度室汇报进行处理,提升钢丝绳直径减小数值不能超过10%。
4、检查钢丝绳时,对损坏和断线锈蚀较严重的一段,应停机详细检查,利用深度指示器断丝和其他损伤部位,断丝的突出部分在检查时剪下,作好记录。
5、钢丝绳在遭到猛烈拉力时,必须停车检查遭受猛烈拉力的一段,其长度伸长不得超过0.5%。
6、机电科每月根据日检和周检的记录,应进行统计分析并整理出技术资料,做永久保存。
7、提升钢丝绳的定期实验和安全系数按照《煤矿安全规程》的有关规定执行。
&运输绞车用的钢丝绳检查可参照本制度执行。
10、钢丝绳日报表由队长、科长、机电矿长进行审阅签字
后放机电科存档。
四•主提升机司机操作规程
1、开车前必须对机械传动部分的盘型闸、手柄、螺母、钢丝绳以及工作制动、紧急制动、过卷、过流等保
护装置进行认真检查。
若发现问题,须解决后方可开车。
2、停电后送电操作前,将制动手柄拉到零位置,操作手柄位于零位。
各转换开关处于正常位置,合上辅助
开关,使安全回路上电,解除安全制动,作好开车前一切准备工作。
3、接到提升信号后,司机将制动手柄推离紧闸位置,电机运行在设定自然特性曲线上,即由慢加速一全速
—运行一减速一进行爬行阶段,使提升周期完成。
4、正、副司机在工作中必须做到一人操作,一人监护,持证上岗,确保绞车安全运行。
5、绞车司机要精心操作,注意观察深度指示器和钢丝绳运行情况,保持绞车运行平稳。
6、发现下列情况之一的,不准开车。
(1)制动力不够;
(2)绳断丝超限;(3)机器声音不正常;(4)油压不够;(5)信号不清;(6)电压不足。
五•交接班制度
1、凡实行三班作业的工作场所均实行交接班制度。
2、接班人员必须提前十五分钟到达本岗位。
3、接班人员上岗前必须按规定穿戴好劳保用品,做好上岗准备。
4、接班人员认真检查本岗位的设备运行和生产情况。
5、当班人员必须在规定的记录本上填写好设备运行、点检和生产等情况,并要求字迹清楚,记录齐全。
6、当班人员必须将工具、仪表、备品备件和有关资料如数按规定位置摆放整齐。
7、当班人员做好岗位辖区内文明卫生工作,做好设备维护和生产准备工作,为下一班生产创造条件。
&交接班主要内容:
⑴上一班的生产和工作程序以及生产(工作)任务完成情况。
⑵对下一班的工作要求与具体技术措施。
⑶生产工具、备品备件所处状态、数量以及设备运转和使用情况。
⑷安全生产的要求和措施,有否发生事故,发生事故的原因和处理情况。
⑸各级领导对安全生产、设备维护的要求和有关通知。
⑹生产、设备维护的原始记录和注意事项。
⑺交接班人员必须在各自的岗位上进行对口交接班,不准只由班组长或其指定人代表进行交班和接班。
⑻接班人员未到,在岗人员不得离岗,并及时向有关领导或调度汇报,请示处理办法。
⑼交班者要按本制度进行交班,如未按规定办,接班者可以提出意见,要求交班人员立即补办,否则可以不接班,并向有关领导和调度报告,请示解决。
⑽按交接班内容认真填写好交接班记录本。
六•要害场所管理制度
1、凡外来人员参观学习时,每次进入场所不得超过10人,在交接班和处理事故时,不得进入参观学习。
2、要害场所设备的安装、检修的项目、内容、时间、参加人员及施工安全措施等,必须经矿领导批准。
参加检修人员必须落实施工安全措施、技术要求。
3、要害场所发生事故时,值班人员应及时汇报上级部门,根据发生事故性质情况要切实保护好现场,做好记录,如需进行抢修、抢救时,首先进行抢救,不得使事故漫延、扩大。
4、要害场所不经批准不得摄影、绘图、抄录技术数据。
5、要害场所值班人员必须认真学习、熟悉设备性能掌握《操作规程》,执行规章制度,提高警惕,防止故意破坏。
值班期间不得擅自离开工作岗位和擅自带入非工作人员以及孩子等。
6、要害场所不得带入或放置与设备无关的物品,女口:
易燃、易爆、有毒物品以及污染环境的其它杂乱物品等。
7、要害场所按照质量标准化要求完善各种管理制度、安全生产责任制和《操作规程》,并建牌建板上墙8、必须健全所有记录薄,进入场所进行检查、维修、试验等均应认真填写。
10、要害场所必须存放充足的合格的消防器材。
七•干部上岗制度
1、科队管理干部,均要根据自己的职责,深入现场,了解设备运行情况,检查现场工作,并留有记录。
2、干部上岗,检查内容如下:
(1)岗位人员上岗情况;
(2)岗位人员有无三违现象;
(3)岗位人员是否持证上岗;
(4)岗位人员的精神状态;
(5)设备的完好状况;
(6)设备保护系统是否可靠;
(7)设备有无重大隐患并提出处理意见;
(8)卫生状况;
3、科室干部每月至少一次,队组干部每月不少于两次。
4、干部上岗制是实行领导、技术人员、工人共同管理好机电设备的重要措施,有关人员要严格执行。
5、干部上岗要仔细检查司机是否执行各项规章制度和操作规程,落实安全措施。
6、对设备运行和各项记录要勤过问,并听取当班人员关于设备运行和检修情况的汇报。
7、抓好现场薄弱环节的关键工作,检查岗位人员的出勤状况,劳动纪律,环境卫生等。
&对于违反规程和脱岗人员应及时作出处理,不得包庇迁就。
八.提升绞车包机制度
凡承包该机房的机工、电工应根据机电设备完好标准和质量标准化,以高度责任的精神,使设备状况应符合下列要求:
1、认真检查、维护、保养设备,保证零部件的齐全,完整和紧固。
2、滚筒、减速器、联轴节、轴承、制动系统。
深度指示器与安全保护检测装置应作到完善齐全、准确,动作灵敏可靠,轴承温度不超过规定。
3、液压系统和润滑系统应达到油质合格,油量适当,油压正常,油路畅通,各部不漏油。
4、信号声光具备,清晰可靠,电流表、电压表、温度计齐全,指示准确,并做到定期校验。
5、电器设备应符合完好标准和质量标准要求。
6、机房所有设备应严格按照《煤矿安全规程》和《煤矿设备质量标准》的要求,认真把关,精心维修,保养,保证安全正常运转。
7、设备发生事故,应严格追查分析,因维修不善造成事故,包机人员应承担主要责任。
九.提升机司机巡回检查制度
1、当班司机必须加强对设备进行巡回检查,巡回检查要按巡回检查路线、内容进行。
2、巡回检查方法主要是用手摸、目视、耳听。
3、巡回检查的重点,制动系统的制动盘、制动闸、油压,各部轴承温度,各种仪表的灵敏度,准确度,滚筒转动有无异响,减速器响声,油位是否正常,深度指示器是否准确,电机温度是否过咼,电器各个接触部分是否正常,控制接触器触点是否良好,继电器动作是否灵敏可靠,各连接件紧固件有无松动。
4、在巡检中发现的问题,自己应立即报告上级,请示有关人员处理。
对某些隐患,一时判定不能处理的,立即停机处理。
5、对发现的问题和处理经过,都要认真填入事故记录和交接班记录。
十•提升机定期检修制度
1、提升设备不但要经常检查和维修,而且还要实行定期检修,以免各类事故的发生。
2、设备的检修应根据其损坏程度及使用时间,工作量大小,制定可靠的检修计划,检修措施,并注明各部件能维持运行时间。
3、设备的检修根据损坏程度、使用时间,检修内容、要严格按照检修措施,进行检修。
4、设备的检修要严格按照机电设备质量标准化和完好标准要求认真维修、不留后患。
5、设备检修后,一定要认真填写记录,注明检修内容、时间、检修及鉴定人员,要立档存案。
6、设备检修周期为三月一小修,半年为中修,一年为大修。
 升级会员
升级会员 