DF8S1200A变速箱体机械加工工艺过程工序卡卡片.docx
《DF8S1200A变速箱体机械加工工艺过程工序卡卡片.docx》由会员分享,可在线阅读,更多相关《DF8S1200A变速箱体机械加工工艺过程工序卡卡片.docx(37页珍藏版)》请在冰豆网上搜索。
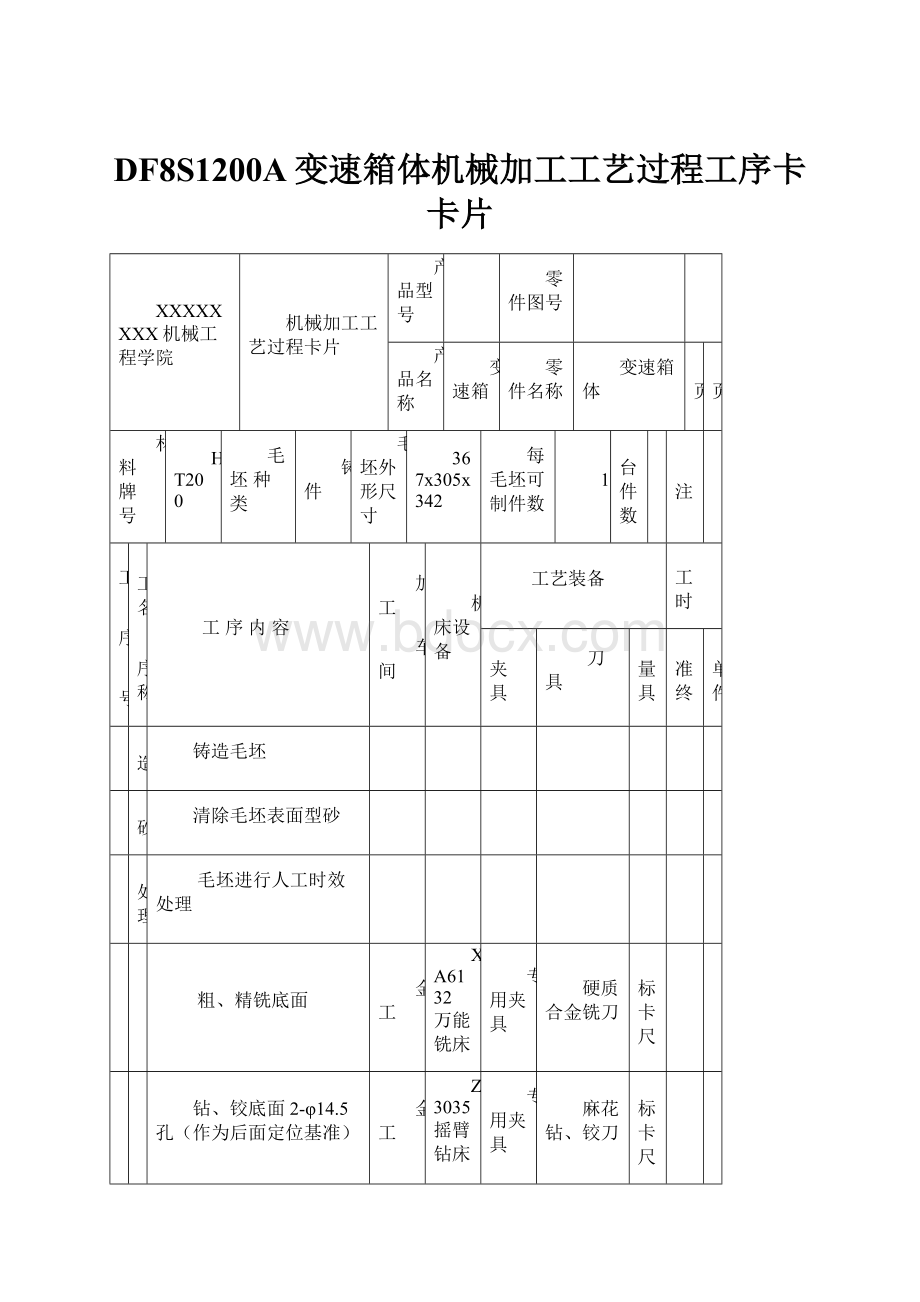
DF8S1200A变速箱体机械加工工艺过程工序卡卡片
XXXXXXXX机械工程学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
367x305x342
每毛坯可制件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
加工
车间
机床设备
工艺装备
工时
夹具
刀具
量具
准终
单件
1
铸造
铸造毛坯
2
清砂
清除毛坯表面型砂
3
热处理
毛坯进行人工时效处理
4
铣
粗、精铣底面
金工
XA6132万能铣床
专用夹具
硬质合金铣刀
游标卡尺
5
钻
钻、铰底面2-φ14.5孔(作为后面定位基准)
金工
Z3035摇臂钻床
专用夹具
麻花钻、铰刀
游标卡尺
6
铣
粗、精铣左侧凸台
金工
XA6132万能铣床
专用夹具
硬质合金铣刀
游标卡尺
7
铣
粗、精铣右侧凸台
金工
XA6132万能铣床
专用夹具
硬质合金铣刀
游标卡尺
8
镗
粗镗、半精镗、精镗2-φ75
金工
T611卧式镗床
专用夹具
硬质合金镗刀
内径量表
9
镗
粗镗、半精镗、精镗φ90、φ115、镗孔φ152
金工
T611卧式镗床
专用夹具
硬质合金镗刀
内径量表
10
镗
粗镗、半精镗、精镗8-φ62
金工
T611卧式镗床
专用夹具
硬质合金镗刀
内径量表
11
钻
钻、扩、铰8-φ20
金工
Z3035摇臂钻床
专用夹具
麻花钻、铰刀
内径量表
12
镗
粗镗、半精镗、精镗φ80、φ110
金工
T611卧式镗床
专用夹具
硬质合金镗刀
内径量表
13
钻
钻攻左凸台面各孔3-M8、M10
金工
Z3035摇臂钻床
专用夹具
麻花钻、丝攻
螺纹规
14
钻
钻攻右凸台面各孔4-M12、4-M8
金工
Z3035摇臂钻床
专用夹具
麻花钻、丝攻
螺纹规
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
367x305x342
每毛坯可制件数
1
每台件数
1
备注
工
序
号
工名
序称
工序内容
加工
车间
机床设备
工艺装备
工时
夹具
刀具
量具
准终
单件
15
钻
钻攻顶面各孔4-M10、2-M5、2-φ22
金工
Z3035摇臂钻床
专用夹具
麻花钻、丝攻
螺纹规
16
钻
钻攻前面各孔2-M8
金工
Z3035摇臂钻床
专用夹具
麻花钻、丝攻
螺纹规
17
钻
钻后端面φ22
金工
Z3035摇臂钻床
专用夹具
麻花钻
游标卡尺
18
扩
扩底面安装孔φ30、φ32
金工
Z3035摇臂钻床
专用夹具
扩孔钻
游标卡尺
19
钻铰
配作左侧面φ10锥销孔(2841配件)
金工
Z3035摇臂钻床
专用夹具
麻花钻、铰刀
20
钻铰
配作前端面3-φ8锥销孔(20234配件)
金工
Z3035摇臂钻床
专用夹具
麻花钻、铰刀
21
钻铰
配作右侧面φ10锥销孔(2902配件)
金工
Z3035摇臂钻床
专用夹具
麻花钻、铰刀
22
检验
检验所有加工尺寸
23
入库
成品入库
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
4
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
XA6132
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣底面
硬质合金铣刀、游标卡尺
380
119.3
0.2
3.0
4
3.85
2
精铣底面
硬质合金铣刀、游标卡尺
490
153.9
0.1
1.5
4
4.48
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
5
钻、铰
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3035
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔2-φ14
麻花钻、游标卡尺
650
28.6
0.33
7.0
1
0.29
2
铰孔2-φ14.5
铰刀、游标卡尺
350
15.9
0.15
0.25
1
1.18
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
6
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
XA6132
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣左侧凸台
硬质合金铣刀、游标卡尺
380
119.3
0.2
3.0
4
3.19
2
精铣左侧凸台
硬质合金铣刀、游标卡尺
490
153.9
0.1
1.5
4
3.71
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
7
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
万能铣床
XA6132
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗铣右侧凸台
硬质合金铣刀、游标卡尺
380
119.3
0.2
3.0
3
1.18
2
精铣右侧凸台
硬质合金铣刀、游标卡尺
490
153.9
0.1
1.5
3
1.38
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
8
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
T611
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗镗2-φ75
硬质合金镗刀、游标卡尺
400
82.9
0.35
3.0
1
0.79
2
半精镗2-φ75
硬质合金镗刀、游标卡尺
500
116.2
0.3
1.0
1
0.73
3
精镗2-φ75
硬质合金镗刀、游标卡尺
600
141.3
0.2
0.5
1
0.92
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
9
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
T611
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗镗φ87
硬质合金镗刀、游标卡尺
400
109.3
0.35
3.0
1
0.40
2
半精镗φ89
硬质合金镗刀、游标卡尺
500
139.7
0.3
1.0
1
0.57
3
精镗φ90
硬质合金镗刀、游标卡尺
600
159.6
0.2
0.5
1
0.69
4
粗镗φ112
硬质合金镗刀、游标卡尺
400
140.7
0.35
3.0
1
0.32
5
半精镗φ114
硬质合金镗刀、游标卡尺
500
179
0.3
1.0
1
0.47
6
精镗φ115
硬质合金镗刀、游标卡尺
600
216.7
0.2
0.5
1
0.58
7
镗孔φ152
硬质合金镗刀、游标卡尺
400
190.9
0.35
3.0
1
0.79
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
10
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
T611
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗镗8-φ59
硬质合金镗刀、游标卡尺
400
74.1
0.35
3.0
1
0.54
2
半精镗8-φ61
硬质合金镗刀、游标卡尺
500
95.9
0.3
1.0
1
0.68
3
精镗8-φ62
硬质合金镗刀、游标卡尺
600
116.8
0.2
0.5
1
0.75
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
11
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z3050
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻8-φ18
麻花钻、游标卡尺
650
36.7
0.33
9.0
1
1.38
2
扩8-φ19.6
扩孔钻、游标卡尺
500
30.8
0.25
0.8
1
2.37
3
铰8-φ20
铰刀、游标卡尺
350
22
0.15
0.2
1
5.64
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXXXXX机械工程学院
机械加工工序卡片
产品型号
零件图号
产品名称
变速箱
零件名称
变速箱体
共页
第页
车间
工序号
工序名称
材料牌号
金工
12
镗
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
367x305x342
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式镗床
T611
1
夹具编号
夹具名称
切削液
专用夹具
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗镗φ77
硬质合金镗刀、游标卡尺
400
96.7
0.35
3.0
1
0.68
2
半精镗φ79
硬质合金镗刀、游标卡尺
500
124
0.3
1.0
1
0.72
3
精镗φ80
硬质合金镗刀、游标卡尺
600
150.7
0.2
0.5
1
0.84
4
粗镗φ107
硬质合金镗刀、游标卡尺
400
134.4
0.35
3.0
1
0.35
5
半精镗φ109
硬质合金镗刀、游标卡尺
500
171.1
0.3
1.0
1
0.47
6
精镗φ110
硬质合金镗刀、游标卡尺
600
207.2
0.2
0.5
1
0.61
设计(日
 升级会员
升级会员 