外观部品判定标准.docx
《外观部品判定标准.docx》由会员分享,可在线阅读,更多相关《外观部品判定标准.docx(27页珍藏版)》请在冰豆网上搜索。
外观部品判定标准
1.0目的
本标准规定了对材料、部品、产品的外观检查基准,使检查担当者在进行外观检查时能做出正确判定,确保被检查品的品质符合规定要求。
2.0适用范围
适用于对采购原材料、塑胶制品、金属制品及电子产品的外观检查。
但是,如果图纸上或检查样式书上有特别注明时,应依据图纸或检查样式书;客户有特别要求时,应依据客户要求。
3.0检查·判定方法
3.1外观检查方法
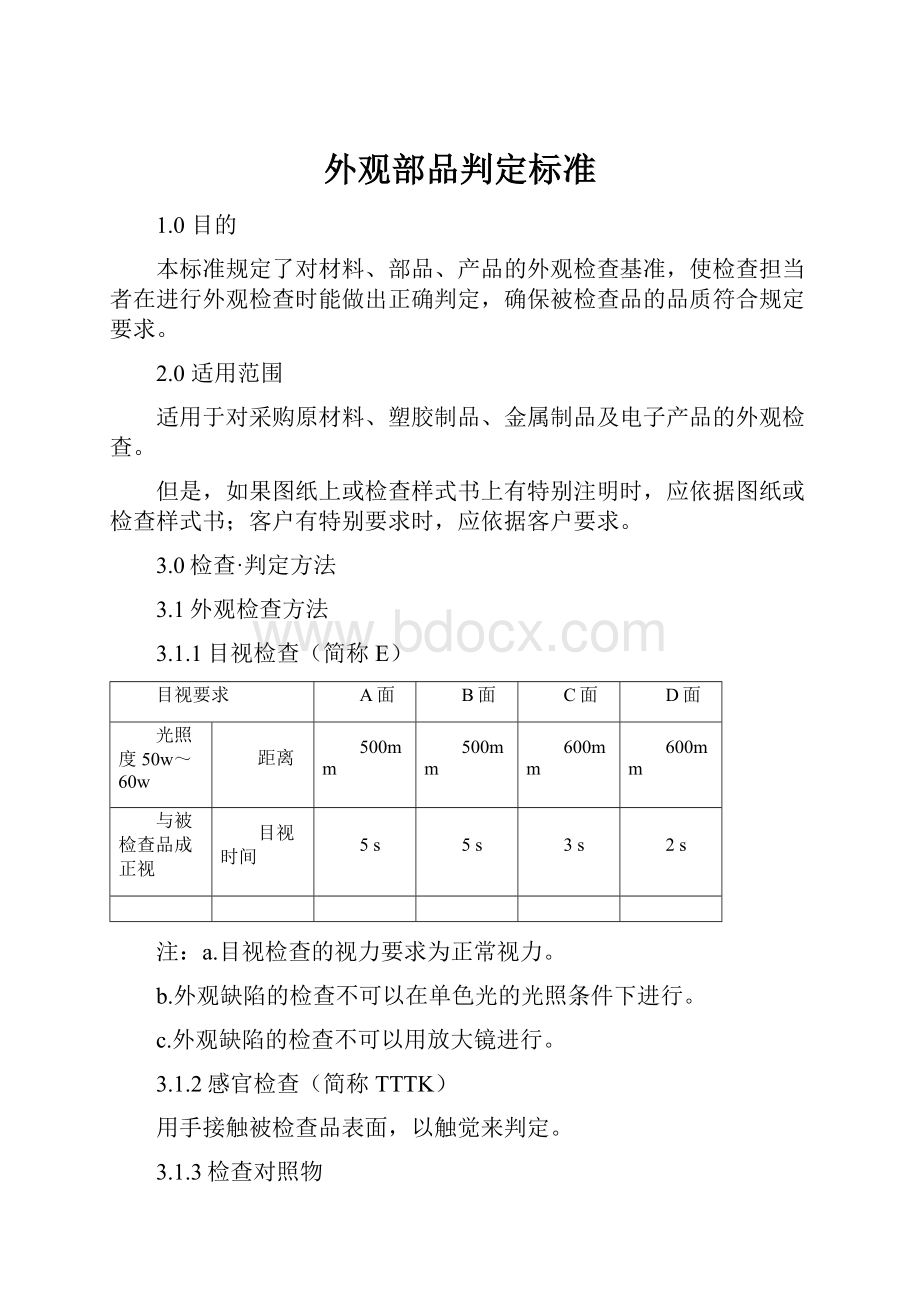
3.1.1目视检查(简称E)
目视要求
A面
B面
C面
D面
光照度50w~60w
距离
500mm
500mm
600mm
600mm
与被检查品成正视
目视时间
5s
5s
3s
2s
注:
a.目视检查的视力要求为正常视力。
b.外观缺陷的检查不可以在单色光的光照条件下进行。
c.外观缺陷的检查不可以用放大镜进行。
3.1.2感官检查(简称TTTK)
用手接触被检查品表面,以触觉来判定。
3.1.3检查对照物
a.点线对照表;b.外观样品。
3.2抽查及判定方法
3.2.1抽查按JISZ-9015-1-通常检查水平Ⅱ一次抽取进行,AQL依据《过程和产品的监视和测量管理程序》执行,被检查品经检查后符合规定要求(包括设计、客户等要求)的判定为合格品。
3.2.2但是,对于抽查方法,如果图纸上或检查样式书上有特别注明时,应依据图纸或检查样式书;客户有特别要求时,应依据客户要求。
4.0外观A•B•C•D面的定义
对象区分
定义
具体例
A面
制品最初就面向使用者的部位
制品的正面、顶面等(包括能开合的制品)
B面
制品在A面后面向使用者的部位
制品的斜侧面
C面
使用者不易看到的制品部位
制品的背面(包括能开合的制品)
D面
使用者最不易看到的制品部位
制品的底面
5.0原材料判定基准
5.1包装材料及附属品
品名
检查项目
对象区分
合格判定基准
检查方法
清洁度
无
表面清洁,无脏污
E
颜色
无
颜色与样品无明显偏差
E
外箱
破损
A、B、C面
目测不易觉察的破损
E
D面
轻微破损,但不会造成纸箱破裂或穿孔
E
切边
无
切边平整,无明显毛刺、毛边
E
印刷
无
印刷内容与样品一致清晰无误,无发花
E
胶带
外观
无
表面平整无破损
E
双面胶
外观
无
表面平整无破损
E
内衬或垫隔板
清洁度
无
表面清洁,无脏污
E
颜色
无
颜色与样品无明显偏差
E
切边
无
切边平整,无明显毛刺、毛边
E
破损
无
目测不易觉察的破损
E
PE袋
外观
无
无破损,表面清洁,无脏污
E
说明书
外观
无
无破损、皱褶,表面清洁,无脏污,印刷内容清晰无误,无发花
E
保修卡
外观
无
无破损、皱褶,表面清洁,无脏污,印刷内容清晰无误,无发花
E
捆包
无
依据包装规格书,无破损,无脏污等
E
其它
由有经验的检查员根据实物进行判定
5.2成型原材料(ABS\POM\PMMA\PC等)
品名
检查项目
对象区分
合格判定基准
检查方法
原料粒
外包装
无
按要求包装,清洁、无破损
E
外观
无
干燥、清洁、无粘粒、无异物,无色差
E、色板
5.3冲压原材料
品名
检查项目
对象区分
合格判定基准
检查方法
钢板
锈斑
无
无锈斑
E
划伤
无
面积≤0.2mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
擦(磨)伤
无
面积≤0.3mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
压痕
无
面积≤0.5mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
油污(污渍)
无
目视不明显油污
E
变形
无
目视不明显变形
E
切边
无
目视不明显毛边、毛刺,手触无明显刮手感觉
E、TTk
色斑
无
面积≤0.2mm²,一视野≤5个,间距≥150mm(前提:
目视明显)
E、点线对照表
铝板
划伤
无
面积≤0.2mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
擦(磨)伤
无
面积≤0.3mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
压痕
无
面积≤0.5mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
油污(污渍)
无
目视不明显油污
E
变形
无
目视不明显变形
E
切边
无
目视不明显毛边、毛刺,手触无明显刮手感觉
E、Tk
色斑
无
面积≤2.0mm²,一视野≤5个,间距≥150mm(前提:
目视明显)
E、点线对照表
铜板
锈斑
无
无锈斑
E
划伤
无
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
擦(磨)伤
无
面积≤3.0mm²,一视野≤5条,间距≥150mm(前提:
目视明显)
E、点线对照表
压痕
无
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
油污(污渍)
无
目视不明显油污
E
变形
无
目视不明显变形
E
品名
检查项目
对象区分
合格判定基准
检查方法
铜板
切边
无
目视不明显毛边、毛刺,手触无明显刮手感觉
E、Tk
色斑
无
面积≤2.0mm²,一视野≤5个,间距≥150mm(前提:
目视明显)
E、点线对照表
捆包
无
依据包装规格书,无破损,无脏污等
E
注:
对冲压原材料的外观判定,可参考该原材料对应加工的产品外观判定基准进行适当调整。
5.4模具加工原材料
品名
检查项目
对象区分
合格判定基准
检查方法
工具钢(A3/S45C等)
外观
无
切边无毛刺、毛边等
E
合金钢(NAK80/SKS/SKD61等)
外观
无
表面光滑,无倒角,切边无毛刺、毛边等
E
螺丝
外观
无
无生锈现象
E
弹簧
外观
无
无生锈现象
E
冲头
外观
无
表面光洁,无生锈现象
E
其它
外观
无
无生锈现象或由有经验的检查员判定
E
6.0塑胶制品判定基准
序号
检查项目
对象区分
合格判定基准
检查方法
1
异物(黑点)
A面
直径≤0.3mm,一视野≤3个,间距≥150mm
E、点线对照表
B面
直径≤0.5mm,一视野≤3个,间距≥150mm
E、点线对照表
C面
直径≤1.0mm,一视野≤3个,间距≥150mm
E、点线对照表
D面
直径≤1.3mm,一视野≤3个,间距≥100mm
E、点线对照表
序号
检查项目
对象区分
合格判定基准
检查方法
2
擦(磨)伤
A面
面积≤0.3mm²,一视野≤3个,间距≥150mm
E、点线对照表
B面
面积≤0.5mm²,一视野≤3个,间距≥150mm
E、点线对照表
C面
面积≤0.7mm²,一视野≤3个,间距≥150mm
E、点线对照表
D面
面积≤1.5mm²,一视野≤3个,间距≥100mm
E、点线对照表
3
划(压)伤
A面
面积≤0.2mm²,一视野≤3个,间距≥150mm
E、点线对照表
B面
面积≤0.3mm²,一视野≤3个,间距≥150mm
E、点线对照表
C面
面积≤0.5mm²,一视野≤3个,间距≥150mm
E、点线对照表
D面
面积≤1.0mm²,一视野≤3个,间距≥100mm
E、点线对照表
4
气泡
A面
面积≤0.2mm²,一视野≤3个,间距≥150mm
E、点线对照表
B面
面积≤0.5mm²,一视野≤3个,间距≥150mm
E、点线对照表
C面
面积≤1.0mm²,一视野≤3个,间距≥150mm
E、点线对照表
D面
面积≤2.5mm²,一视野≤3个,间距≥100mm
E
5
油污(污渍)
无
目测及手触摸不易觉察的的油污(污渍)
E、TK
6
垃圾(灰尘)附着
无
目测及手触摸不易觉察的的垃圾(灰尘)
E、TK
7
浇口残留
无
残留物≤0.3mm,不刺手(软质)
E
8
变形
A、B、C面
目视不明显,对后续工序无影响
E
D面
轻微变形,对后续工序无影响
E
9
缺损
A面
无缺损
E
B、C面
无明显缺损,对外观及组装无影响
E
D面
轻微缺损,对外观及组装无影响
E
10
毛刺
A、B面
无毛刺
E
C面
毛刺≤0.3mm,不刺手(软质),一视野1个
E
D面
毛刺≤0.5mm,不刺手(软质),一视野1个
E
序号
检查项目
对象区分
合格判定基准
检查方法
11
毛边
A面
无毛边
E
B、C面
高度≤0.3mm,长度≤10mm,一视野1条,对外观及组装无影响
E、点线对照表
D面
高度≤0.5mm,长度≤30mm,一视野1条,对外观及组装无影响
E、点线对照表
12
色调
无
与外观及色卡对照,偏差不明显
E
13
表面收缩
A、B面
收缩不明显,对外观及组装无影响
E
C、D面
轻微收缩,对外观及组装无影响
E
14
拉丝
A面
无拉丝
E
B、C、D面
直径≤0.1mm,长度≤2.0mm,一视野≤3条,间距≥150mm
E、点线对照表
15
溶接线
A面
无溶接线
E
B、C面
长度≤150mm,手触摸感觉不明显
E、点线对照表、TK
D面
长度≤300mm,手触摸感觉不明显
E、点线对照表、TK
16
竖纹
A面
无竖纹
E
B、C面
目视不明显
E
D面
外观上无问题
E
17
银纹
A面
面积≤0.3mm²,一视野≤3个,间距≥150mm
E、点线对照表
B、C面
面积≤1.0mm²,一视野≤3个,间距≥150mm
E、点线对照表
D面
面积≤3.0mm²,一视野≤3个,间距≥100mm
E、点线对照表
18
表面发白
A面
面积≤0.7mm²,一视野≤3个,间距≥150mm
E、点线对照表
B、C面
面积≤2.0mm²,一视野≤3个,间距≥150mm
E、点线对照表
D面
面积≤3.0mm²,一视野≤5个,间距≥100mm
E、点线对照表
序号
检查项目
对象区分
合格判定基准
检查方法
19
涂装
A面
异物直径≤0.3mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
B面
异物直径≤0.5mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
C面
异物直径≤0.8mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
D面
异物直径≤1.3mm,一视野≤3个,间距≥100mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
20
印刷
无
字体印刷清晰无误,无发花,颜色与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等,油墨(异物)附着直径≤0.3mm,一视野≤3个,间距≥150mm
E、点线对照表、TK
21
捆包
无
依据捆包样式书,无破损,无脏污等
E
22
电镀
异物
A面
直径≤0.3mm,一视野≤3个,间距≥150mm
E
B面
直径≤0.5mm,一视野≤3个,间距≥150mm
E
C面
直径≤1.0mm,一视野≤3个,间距≥150mm
E
D面
直径≤1.3mm,一视野≤3个,间距≥100mm
E
颜色及光泽
无
与样品及色卡无明显偏差
E
烧焦
A、B面
无烧焦
E
C、D面
目视不明显烧焦
E
表面粗糙
A、B面
无表面粗糙
E、Tk
C、D面
表面轻微粗糙
E、Tk
其它
有由经验的检查员进行判定
23
其它
有由经验的检查员进行判定
注:
在组立产品内部的塑胶制品的外观判定基准,检查员可在塑胶制品外观判定基准上依据实际作适当调整,但必须不影响组立产品的外观及使用功能。
7.0金属制品判定基准
序号
检查项目
对象区分
合格判定基准
检查方法
1
锈斑
无
无锈斑
E
2
油污(污渍)
无
目视不明显油污
E
3
划伤
A面
面积≤0.2mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.3mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤0.5mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤1.0mm²,一视野≤3个,间距≥100mm(前提:
目视明显)
E、点线对照表
4
压痕
A面
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.7mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
4
压痕
C面
面积≤1.0mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤2.0mm²,一视野≤3条,间距≥100mm(前提:
目视明显)
E、点线对照表
5
擦(磨)伤
A面
面积≤0.3mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤0.7mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤1.5mm²,一视野≤3条,间距≥100mm(前提:
目视明显)
E、点线对照表
6
变形
A、B面
无变形
E
C、D面
目视不明显变形,不影响组装
E
7
切边
无
目视不明显毛边、毛刺,手触无明显刮手感觉
E、Tk
8
色斑
A、B面
面积≤0.2mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤0.5mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤1.0mm²,一视野≤3个,间距≥100mm(前提:
目视明显)
E、点线对照表
序号
检查项目
对象区分
合格判定基准
检查方法
10
加工位置错误(偏差)
无
无加工位置错误(偏差)
E
11
涂装
A面
异物直径≤0.3mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
B面
异物直径≤0.5mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
C面
异物直径≤1.0mm,一视野≤3个,间距≥150mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
D面
异物直径≤1.3mm,一视野≤3个,间距≥100mm;颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等
E、点线对照表、TK
12
印刷
无
字体印刷清晰无误,无发花,颜色及光泽与样品及色卡无明显偏差,目测及手触摸不易觉察的的污渍灰尘等,油墨(异物)附着直径≤0.3mm,一视野≤3个,间距≥150mm
E、点线对照表、TK
13
热处理
无
无
无
14
捆包
无
依据捆包样式书,无破损,无脏污等
E
15
异物
A面
直径≤0.3mm,一视野≤3个,间距≥150mm
E、点线对照表
B面
直径≤0.5mm,一视野≤3个,间距≥150mm
E、点线对照表
C面
直径≤1.0mm,一视野≤3个,间距≥150mm
E、点线对照表
D面
直径≤1.3mm,一视野≤3个,间距≥100mm
E、点线对照表
电镀
颜色及光泽
无
与样品及色卡无明显偏差
E
烧焦
A、B面
无烧焦
E
C、D面
目视不明显烧焦
E
表面粗糙
A、B面
无表面粗糙
E、Tk
C、D面
表面轻微粗糙
E、Tk
其它
有由经验的检查员进行判定
注:
在组立产品内部的金属制品的外观判定基准,检查员可在金属制品外观判定基准上依据实际作适当调整,但必须不影响组立产品的外观及使用功能。
8.0组立产品判定基准
序号
检查项目
对象区分
合格判定基准
检查方法
1
异物
A面
直径≤0.3mm,一视野≤3个,间距≥150mm
E、点线对照表
B面
直径≤0.5mm,一视野≤3个,间距≥150mm
E、点线对照表
C面
直径≤1.0mm,一视野≤3个,间距≥150mm
E、点线对照表
D面
直径≤1.3mm,一视野≤3个,间距≥100mm
E、点线对照表
2
油污(污渍)
无
目视不明显油污
E
4
划伤
A面
面积≤0.2mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.3mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤0.5mm²,一视野≤3个,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤1.0mm²,一视野≤3个,间距≥100mm(前提:
目视明显)
E、点线对照表
5
擦(磨)伤
A面
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.7mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤1.0mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤2.0mm²,一视野≤3条,间距≥100mm(前提:
目视明显)
E、点线对照表
6
压痕
A面
面积≤0.3mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
B面
面积≤0.5mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
C面
面积≤0.7mm²,一视野≤3条,间距≥150mm(前提:
目视明显)
E、点线对照表
D面
面积≤1.5mm²,一视野≤3条,间距≥100mm(前提:
目视明显)
E、点线对照表
7
色调
无
产品整体颜色相同部分色差目视不明显
E
8
缺损
无
产品整体无缺损
E
9
漏加工
无
无漏加工
E
10
垃圾(灰尘)附着
无
目测及手触摸不易觉察的的垃圾(灰尘)
E、Tk
11
涂装部位
依据成型或金属制品涂装判定基准执行
12
印刷部位
依据成型或金属制品印刷判定基准执行
13
其它
有由经验的检查员进行判定
14
捆包
无
依据捆包样式书,无破损,无脏污等
E
9.0电子(光学)制品判定基准
序号
检查项目
对象区分
合格判定基准
检查方法
1
油污(污渍)
无
目视不明显油污
E
2
伤痕
电子
无
对产品功能无影响
Tk
光学
无
目视不明显伤痕,对产品功能无影响
E、Tk
3
缺损
无
产品整体无缺损
E
4
色调
无
产品整体颜色相同部分色差目视不明显
E
5
漏加工
无
无漏加工
E
6
垃圾(灰尘)附着
无
目测及手触摸不易觉察的的垃圾(灰尘)
E、Tk
7
变形
无
目视不明显变形,对功能无影响
E、Tk
8
捆包
无
依据捆包样式书,无破损,无脏污等
E
9
印刷
无
字体印刷清晰无误,无发花,颜色及光泽与样品无明显偏差等
E、Tk
10
其它
有由经验的检查员进行判定
注:
a.日本输入品可以参考日方出货检查成绩书不做检查或只检查捆包形态。
b.电子(光学)制品的外观判定可以依据供应商提供的外观判定基准进行。
10.0关联文书及纪录
《过程和产品的检适合测量管理程序》
《受入检查规定》
《工程检查规定》
《半成品检查规定》
《入库检查规定》
目次
1.0目的 ……………………………………………………………………………… 1
2.0适用范围 ………………………………………………………………………………1
3.0检查・判定基准 ………………………………………………………………………1
4.0外观A・B・C・D面的定义 …………………………………………………………1
5.0原材料判定基准 ……………………………………………………………………2-4
6.0成型制品判定基准 ……………………………………………………………………4-7
7.0金属制品判定基准 ……………………………………………………………………8-9
8.0组装成品判定基准……………………………………………………………………10
9.0电子(光学)制品判定基准………………………………………………………11
10.0关联文书·纪录………………………………………………………………………11
 升级会员
升级会员 