设计标准(供参考).doc
《设计标准(供参考).doc》由会员分享,可在线阅读,更多相关《设计标准(供参考).doc(11页珍藏版)》请在冰豆网上搜索。
-
DVB产品机构设计中相关设计规范及标准(塑胶件)
1.1.1BOSS设计
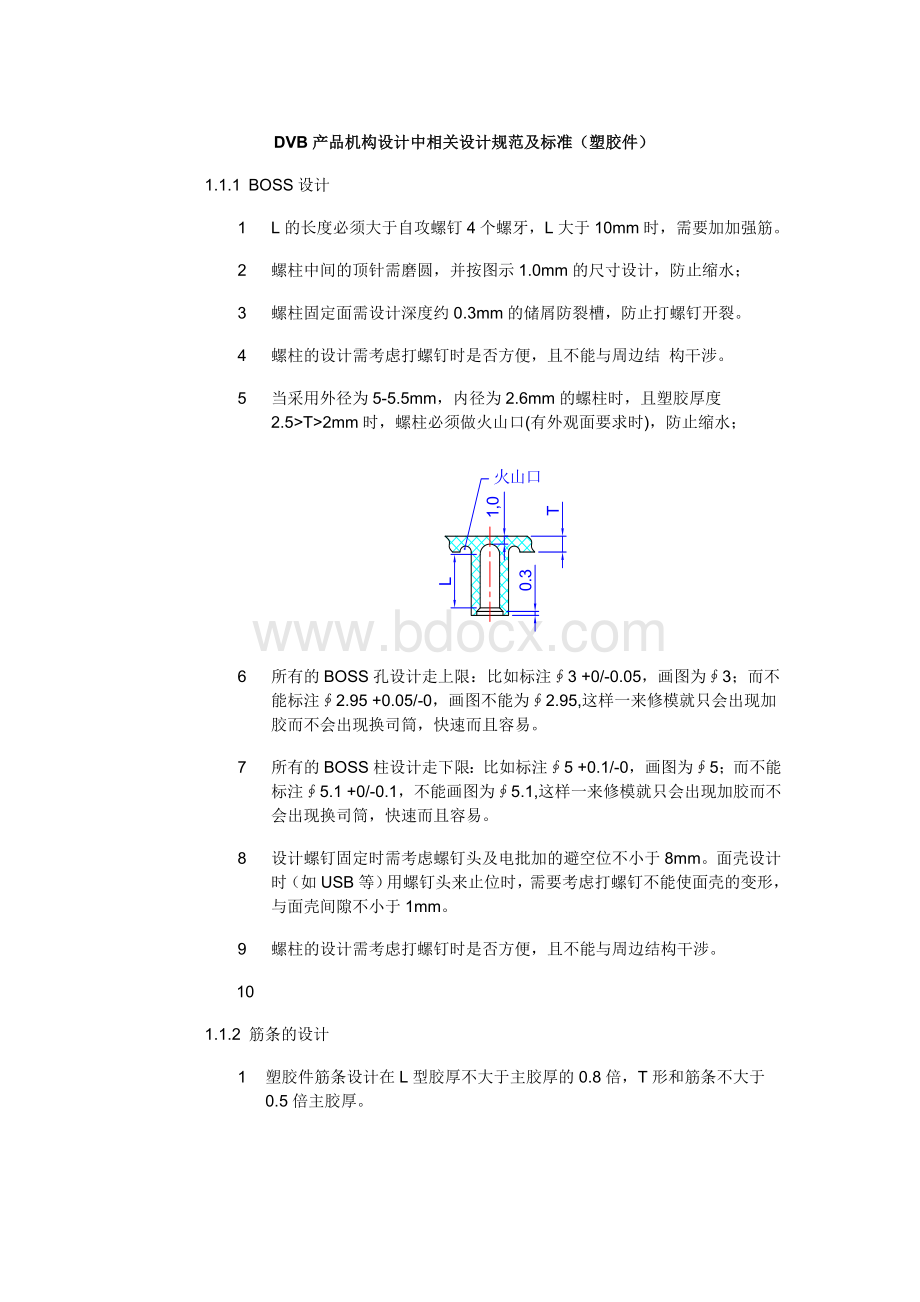
1L的长度必须大于自攻螺钉4个螺牙,L大于10mm时,需要加加强筋。
2螺柱中间的顶针需磨圆,并按图示1.0mm的尺寸设计,防止缩水;
3螺柱固定面需设计深度约0.3mm的储屑防裂槽,防止打螺钉开裂。
4螺柱的设计需考虑打螺钉时是否方便,且不能与周边结构干涉。
5当采用外径为5-5.5mm,内径为2.6mm的螺柱时,且塑胶厚度2.5>T>2mm时,螺柱必须做火山口(有外观面要求时),防止缩水;
6所有的BOSS孔设计走上限:
比如标注∮3+0/-0.05,画图为∮3;而不能标注∮2.95+0.05/-0,画图不能为∮2.95,这样一来修模就只会出现加胶而不会出现换司筒,快速而且容易。
7所有的BOSS柱设计走下限:
比如标注∮5+0.1/-0,画图为∮5;而不能标注∮5.1+0/-0.1,不能画图为∮5.1,这样一来修模就只会出现加胶而不会出现换司筒,快速而且容易。
8设计螺钉固定时需考虑螺钉头及电批加的避空位不小于8mm。
面壳设计时(如USB等)用螺钉头来止位时,需要考虑打螺钉不能使面壳的变形,与面壳间隙不小于1mm。
9螺柱的设计需考虑打螺钉时是否方便,且不能与周边结构干涉。
10
1.1.2筋条的设计
1塑胶件筋条设计在L型胶厚不大于主胶厚的0.8倍,T形和筋条不大于0.5倍主胶厚。
2针对与塑胶类的设计中,要保证后板的限位筋条和主板的高度间距A>2.5mm(要求主板上的管脚伸出<2mm),从而保证主板上后板元器件的布置不受到筋条的影响,避免可能会造成的干涉以及为了避让而扩大主板尺寸造成的成本增加。
3烫金处的设计,如下图,烫金面建议最小宽度不小于1.5mm,烫金面离其它面建议距离不小于0.5mm。
4烫金线宽最少为1.0+/-0.1mm,高度为至少0.5mm,烫金线宽大于1.5mm时,烫金线可以不要台阶即没有高度差。
5超声线高0.5+/-0.1mm,角度为60度,预压0.4+/-0.1mm,并需要计算溢胶槽的体积大于超声线的体积多出20%以上。
1.1.3卡扣设计
1塑胶件尽量采用卡口设计,减少打螺钉数量。
1.1.4按键设计
1按键高出面壳面0.5(+0.2/0)mm。
2软按键孔前模出部分约1个料厚(PL线离面壳外观面约2.0mm),硬按键孔前模出部分至少3mm。
3四位按键处A=C×L÷X-D+0.1,如下图所示;
A:
保证轻触开关按压到位时b处不干涉(四位按键可以左右移动为前提);
B:
保证轻触开关按压到位时四位按键远端a处不与面壳干涉。
4一般电源硬开关按键直径不小于¢12mm,确保手指能按进面壳或面镜表面1.5mm时,都能轻松按得进。
5一般电源硬开关按键孔之分型面选在面壳或面镜表面之下2mm处,确保手指能按进面壳或面镜表面1.5mm时,按键都能高出面壳或面镜之分型面0.5mm以上。
6硬开关以外,当其它按键free时,按键帽高出面壳或面镜表面不大于1.5mm,包含按键帽弧顶边缘之园角部分,但不包刮中心凸出之弧面,确保按键外观不太突出而难看。
7设计时大按键及硬按键单边与面壳的间隙为0.2(0~+0.05)mm,小按键单边与面壳的间隙为0.15(0~+0.05)mm。
8当硬按键压下陷入镜片孔内时,需在镜片孔后长出围边,并将分型面移到底部,避免卡键。
如图:
9小塑胶KEY与KEY框的单边间距为0.15~0.2mm,大圆KEY及硬开关,与KEY框的单边间距为0.20~0.25mm,橡胶KEY与KEY框的单边间距为0.25~0.35mm,预防卡键隐患。
10大圆KEY耳朵与KEY框底上下方向的装配间距为0.4~0.6mm,预防大圆KEY按键联动。
11POWER键下方不能只有单边螺丝柱固定PCB,否则当用力下压POWER键时,PCB易被压弯而歪向没有螺丝柱的方向,造成卡KEY或KEY下陷不复位的隐患。
12按键注意塑胶固定条的结构:
13按键与轻触开关接触的BOSS柱不能用作顶出(否则注塑参数改变高度无法保证)
14按CE认证要求,电镀按键(有电镀部分)需与电路有6mm以上爬电距离。
严格按认证要求时,爬电距离不够时按键采用半截镀或拆件来满足或不采用电镀。
15面壳之开关孔的分型面,按键孔的分型面要尽量移到后模。
分型面位置不能只包住按键孔的外观R位,否则分型面的防错位台阶及分型面的毛边均容易造成卡键隐患。
16面壳活动键孔及按键孔的分型面,统一取在胶件的公模侧:
即前模钢材凸出,后模钢材平整。
预防分型面台阶或分型面毛边卡KEY。
17装饰电镀件与面壳装配的定位孔,及按键与面壳装配的定位孔,定义好脱模斜度:
镶针出前模,以便控制定位孔的毛边方向.一般设计为:
定位孔装配处为喇叭形C0.5,在非装配处加0.2*0.2的沉台或直接做成盲孔,确保模具分模线在沉台或盲孔处,不因毛边影响而易装配。
18当电源硬开关按键帽压到底,需高出面壳或面镜分型面不小于0.5mm,(不包含按键帽弧顶周边的圆角部分)确保不卡KEY。
19硬开关以外,当其它按键压到底,按键需高出面壳或面镜表面不小于0.5mm,(不包含按键帽弧顶周边的圆角部分,)确保不卡KEY。
20电源硬开关free时,按键帽高出面壳或面镜表面不大于3mm,(包含按键帽弧顶边缘之园角部分,但不包刮弧顶中心凸出之弧面,)确保硬开关外观不突出太多而难看。
21硬开关以外,当其它按键free时,按键帽高出面壳或面镜表面不大于1.5mm,包含按键帽弧顶边缘之园角部分,但不包刮中心凸出之弧面,确保按键外观不太突出而难看。
22一般电源硬开关按键直径不小于¢12mm,确保手指能按进面壳或面镜表面1.5mm时,都能轻松按得进。
23一般电源硬开关按键孔之分型面选在面壳或面镜表面之下2mm处,确保手指能按进面壳或面镜表面1.5mm时,按键都能高出面壳或面镜之分型面0.5mm以上。
24按键弹片布局最好采用抬轿对称结构,另外需考虑电镀工艺需采用的工艺筋条位置。
25按键外观尽量避免对比参照严重的设计,如下图所示,缺点如下:
A:
相邻两个按键间的对比非常强烈,倒角线条及平面稍有不对齐就反差很大;
B:
两按键之间间隙小时无法做成单个零件,必须拆分为两个零件或多个零件;
C:
特别是高亮度情况,如电镀,镜面模具等情况下,按键不齐的视觉效果就特别严重;
D:
由于按键分拆成两件,并且对比参考严重,在正面有晒纹的情况下,模具很容易出现两件晒纹有细微差别的情况。
针对以上缺点,尽量避免按键并排在一起的设计,在实在需求时,可以适当优化:
A:
将按键的倒斜角改为倒圆角,避免线条对接参考明显;
B:
将按键间的最小间隙加大到0.5mm,按键用一件出模(注意模具方面最小的薄片处厚度不得小于0.5mm,且薄片的高度最好不大于2.5mm);
C:
尽量减少按键采用电镀,高光亮等表面要求,而采用哑光、喷油的方案;
D:
按键内部框架筋条采用平衡式布局(不是镜像布局)。
26PCB板装配平面尽量用原身出,避免顶针出批锋,及顶出变形影响高度实在需用顶针出时,建议在顶针上做一凹坑(制品上为凸台),使批锋处在图示的平面,不影响装配平面。
27按键孔定位柱分型面问题,如下图,为了保证孔从倒角方向镶针出,另一方向需做一个0.5X0.5的凸台。
28按键轻触开关0.5mm间隙:
1.1.5镜片设计
1成型板材镜片设计尽量避免采用铝箔烫金工艺,易氧化,产生黑斑。
2透明镜片在无特殊要求的情况下,首选透明ABS;不是特别有强度要求的镜片,材料尽量不使用PC,而用透明ABS。
3当硬按键压下陷入镜片孔内时,需在镜片孔后长出围边,并将分型面移到底部,避免卡键:
4镜片扣与上盖配合处的设计:
扣位导向设计成斜面不但出模方便,而且在扣位装入的过程中,镜片从一开始就慢慢变形,直到装配到位后牢牢扣住。
如果不是斜面,在装配的过程中扣位是将要扣的位的时候猛的变形,这样容易造成扣位尖部变形,没有牢固的扣位,震动以后容易变形而脱出。
而且装配还比较困难,不易操作。
5镜片上的烫焊柱子要有较大的锥度(需要注意不能缩水),防止断裂。
1.1.6面壳设计
1塑胶件做镜面要求设计,表面不喷油,所有外观面盘条设计值大端不大于主胶厚的1/3,防止表面缩水和骨影。
例如2.0mm主胶厚面壳,筋条厚度为0.6~0.8mm。
2面壳需打模号穴号(如X40#1-1,X40#2-2),材料如>ABS<,回收符号,日期码等。
3塑胶面壳设计按键触点柱尽量不采用司筒而采用镶件。
4塑胶面壳设计装PCB板柱采用内部直径2.6mm,外部用用5.0-5.5mm。
5塑胶面壳四角需设计与机箱相匹配的顶位凸筋,防止上下,左右错位。
筋条与机箱单边需留0.1~0.2mm间隙。
6面壳设计必须检查R角或斜角与机箱是否匹配。
7面壳设计,机箱设计如有表面需要处理要求时设计尺寸时必须留间隙尺寸,电镀,喷油一般单面预留0.1mm。
8面壳因外观设计需要,采用大按键时,如果只对应一个轻触开关,需要增加复位弹簧帮助按键复位,否则易造成卡键问题。
9USB盖及USB插座须防反装。
10塑胶外观件面壳脱模角(母模侧):
光面机顶盒面壳外形脱模斜度为1.5°~2°(优先取2°);一般细纹面机顶盒面壳外形脱模斜度为3°;粗纹面机顶盒面壳外形的脱模斜度按纹板的要求设计。
11塑胶外观件非面壳脱模角(母模侧):
一般KEY及KEY孔脱模斜度为1°;其它矮的固定装配件(外观件)其外形脱模斜度为1.5°,高的外形固定装配件(外观件)其外形为亮面的脱模斜度为1°~1.5°,高的固定装配件(外观件)其外形为雾面的脱模斜度为2.5°。
12塑胶外观件的内面脱模角(公模侧):
后模方向的脱模角对比外形脱模斜度小:
一般高的胶件后模脱模角比前模小0.5°,矮的胶件后模脱模角比前模小1°;一般光面机顶盒面壳的公模侧脱模斜度为1.5°;纹面机顶盒面壳的公模侧脱模斜度为2.5°。
13塑胶件非外观件脱模角:
一般光面或细纹面内部件的外形(前模)脱模斜度为2°,内形(后模)脱模斜度为1°;一般粗纹面内部件的外形(前模)脱模斜度为3°,其内形(后模)脱模斜度为2°。
14面壳上限制与上盖装配后段差的止口与面壳两端边缘的距离为t+0.1~0.3mm,其中t为上盖厚度,选择0.1~0.3的尺寸由面壳长度决定,长度越长,此值越大。
1.1.7门设计
1门打开后,门正面与面壳的其它地方至少要有0.2mm间隙(门打开后有过度翻转而刮伤外观的风险)。
2门与面壳的外观设计间隙为0.1mm,实际装配间隙要为0.1+/-0.1mm。
3侧开门扣手处细节处理:
481#门缝隙的处理方式,如下图,可以减小视觉上门缝的间隙。
5必要时门上可以长出螺柱,在订单要求门需封闭的情况可以直接用螺钉固定,如下图:
1.1.8导光柱设计
1设计多点连体式导光柱时与光源采用与柱点接触,不采用平板式接触,防止串光。
2导光柱之间如无其他阻碍物时,最好大于10mm
1.1.9组装设计
1商标铭牌设计时需装配相应面壳,避免铭牌超出面壳边线或平面界线,露出铭牌边缘,造成外观缺陷。
2面壳铭牌孔设计时需做成后模碰前模,这样工件可以轻松取消铭牌孔,便于商标以丝印的方式加工,节省工件成本。
3中、小机箱铭牌孔为2个直径为Φ2(0~0.1)mm间距为12±0.1mm孔;大机箱铭牌孔为2个直径为Φ2.3±0.05mm间距为18±0.1mm孔。
4同一模穴中生产的工件,如成套的按键,尽量说服业务部门采用单一的表面处理工艺,如全部实色、全
 升级会员
升级会员 