备考篇一建机电实务考点归纳总结及经验总结.docx
《备考篇一建机电实务考点归纳总结及经验总结.docx》由会员分享,可在线阅读,更多相关《备考篇一建机电实务考点归纳总结及经验总结.docx(155页珍藏版)》请在冰豆网上搜索。
备考篇一建机电实务考点归纳总结及经验总结
2015一建机电实务考点归纳总结及经验心得
第一章机电工程技术的案例考查重点是:
起重、焊接、工业电气和建筑电气、机械设备、动力设备、通风空调、电梯等。
第二章项目施工管理考查重点是:
合同、安全、质量、进度等。
第三章相关法规与标准的案例考查重点是:
特种设备安全法、质量验收。
四、复习方法
1.制定学习计划
第一轮:
通读教材+划知识点
第二轮:
精读教材+背知识点+历年真题
第三轮:
串知识点+默写关键词
2.分层次看书,大层次和小细节兼顾。
不能一本书逐行逐字看到底,应先大层次增加整体感觉,帮助系统的理解;再看小细节,也就是重要的、关键的地方。
3.对真题进行总结和分析,找出命题规律。
有些重要的考点几乎年年出题,技术部分的一些重要选择考点可能变为案
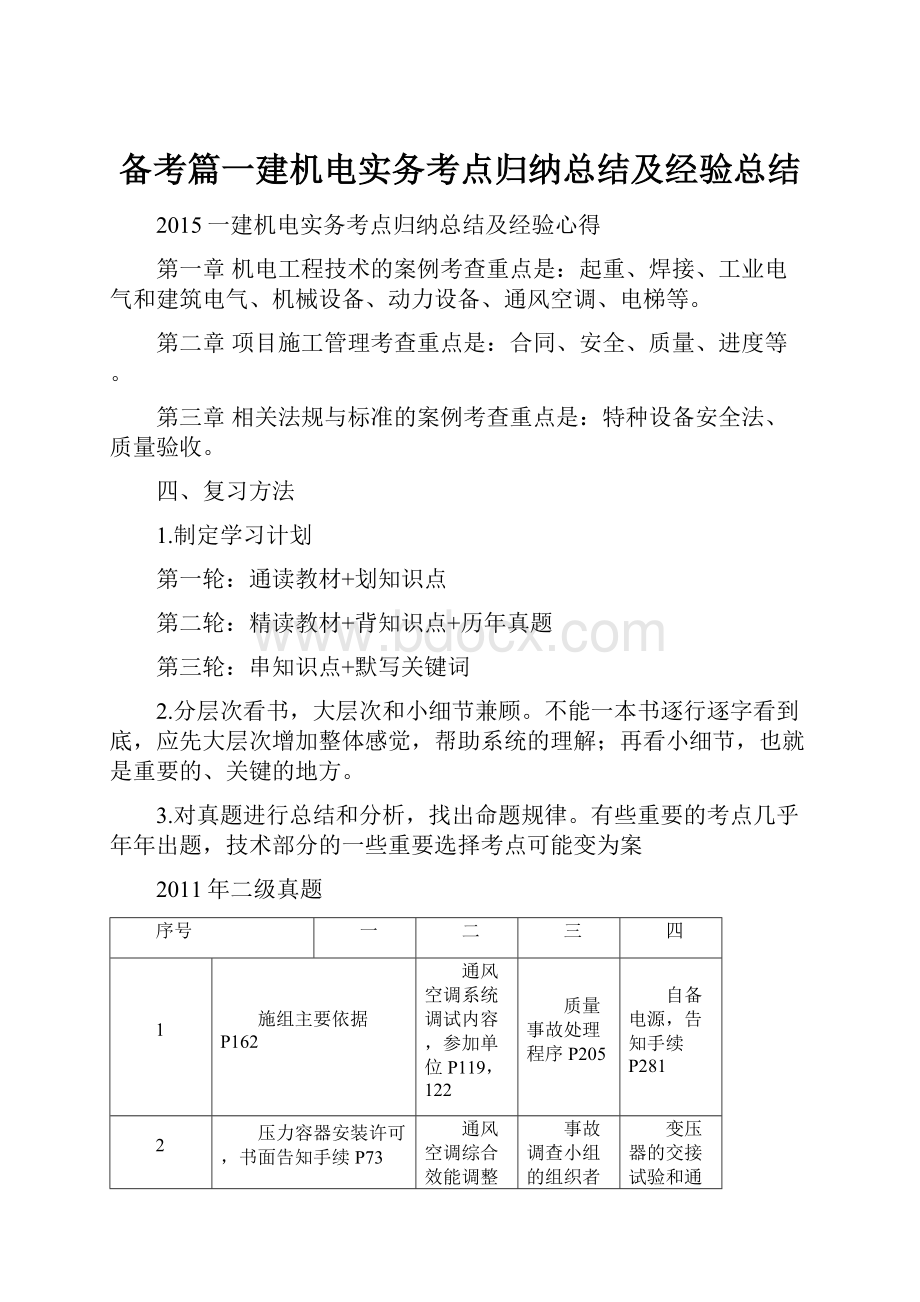
2011年二级真题
序号
一
二
三
四
1
施组主要依据P162
通风空调系统调试内容,参加单位P119,122
质量事故处理程序P205
自备电源,告知手续P281
2
压力容器安装许可,书面告知手续P73
通风空调综合效能调整具备条件,调试要求P122
事故调查小组的组织者,成员P205
变压器的交接试验和通电前检查P42,43。
安全生产责任制P219
3
施工方案P162,专项安全技术措施方案P221
质量问题及处理P204
焊接气孔因果分析图,材料和环境因素P208,200
内部施工进度计划协调的主要工作P232
4
环境影响因素和废水固体废弃物处理方式P236
风机盘管维修费用、设备费、拆装盘管的施工费用、调试费用的索赔
进度纠偏措施P191
安全检查的性质和重点P220
2012年10月二级真题
序号
一
二
三
四
1
施工方案的主要内容P162
进度计划编制前须了解的状况P189
人工费控制措施P251(P168动态管理)
直接工程费内容
作业进度计划按分项工程或工序为单元编制P189
2
主体工程禁止分包,防腐保温>300万元属于大型工程P309
低倍放大镜可检查的质量缺陷P32
竣工结算的依据P259
变压器施工程序P44
本体密封检查、器身检查、交接试验
3
吊装计算载荷P22
质量事故处理程序P205
固定单价合同,不调整单价;索赔
高压试验采取的安全措施P46
4
索赔工期、费用
特殊工种管理要求P169
阀门试验:
强度和严密性试验P55介质、试验压力、时间、温度、安全阀
分包应提交给总包的施工技术资料P180施工测量、试验、质量验收记录
2012年6月二级真题
序号
一
二
三
四
1
分部工程名P298
锅炉出厂随带P292
监控设备产品考虑的因素P128
工程量清单的类型P247,暂估价的类型P248
2
三检制含义P204
合同管理,索赔P157
进口设备开箱验收参加单位P35
试运行条件P212
3
分部工程验收的组织要求P299
分包执行总包的安全管理制度P219
不合格材料的处理方式P171
试运行方案的批准手续,参加人员P212
4
管道系统试验类P57
消防验收提交的资P137
施工技术交底P165
工期和费用索赔P157
2013年二级真题
序号
一
二
三
四
1
总包对分包的管理P155
沿途施工中协调的部门P233,234
投标文件的有效性P149
设备吊装后完成的项目
2
智能化系统竣工验收顺P130
导线架设程序P48
管道系统试压P58
施工平面图设计要点P163
3
最低保修期限2个采暖供冷P268
电力管理部门对施工单位的处罚P289
管道系统试压条件P58
吊装施工存在的风险
4
阀门试验:
强度和严密性试验P55;技术性回访P269
内部协调的方法和形式P233
质量事故处理方式P205
热水管道的水压试验P107
2014年二级真题
序号
一
二
三
四
1
分包须经建设单位认可,主体工程不允许分包
汽轮机转子测量P64
电梯安装告知书,提交材料P140
必须招标的项目P147
2
管道元件及材料进场验收P55
汽缸扣盖安装技术要点P64
自动扶梯技术资料提供的复印件P145
无效标书,招投标的有效性P149
3
接地体连接技术要求P114
专检的作用P204
分项工程验收记录、结论填写者P300
自动扶梯的土建交接检验内容P145
工期、费用索赔
4
施工技术交底要求P177
试运行条件P212
自动扶梯的安装子分部工程P145-146
焊接检验尺可以检查的缺陷P32
2015年二级真题
序号
一
二
三
四
1
压缩机系统管道按压力分类,哪些实验
压力管道系统分包
阀门安装前应检查内容以及具有哪些资料
变压器设置控制点和基础框架水平偏差
2
对分包工程管理的主要依据
油罐清根作业
项目部组织单、联动试运行步骤
二次搬运及安装程序
3
施工方案交底内容
管道试压前的工作
工业管道工程质量验收填写内容以及职责6方
变配电试运行应检测的参数
4
引起压缩机振动大的原因,责任单位
总包负责分包的索赔事宜
施工记录资料
竣工档案包含记录
2011年一级真题
序号
一
二
三
四
五
1
单体、联动试运行中间交接
项目配备安全管理人员的规定
关键工作费用、工期计算
EPC交钥匙总承包
内容
设备采购合同
2
试运行操作人员具备条件
基坑支护专项安全技术方案审批
计划施工费实际费用
国际机电工程存在风险
总包给分包提供哪些条件
3
离心泵质量问题
安全闭口管理流程
变压器干燥方法
费用、工期索赔
新技术施工方案
4
质量缺陷与质量问题
基础验收的合格证明文件
变配电分部工程
验收资料归档程序
施工单位索赔时,业主做法
DN700mm阀门压力试验标准
负荷试运行达到的标准
空调水主管连接设备方法
2012年一级真题
序号
一
二
三
四
五
1
变压器运输过程协调
应急预案内容
节点代号表示关键线路计划工期
编制监控设备采购计划考虑现状
锅炉安装前书面告知资料
2
变压器运输考虑因素措施
现场消防管理的主要措施
投入运行时间连续作业时间
编制进度计划受哪些因素制约
材料壁厚比原单位小应如何处理
3
充气运输中变压器采取的措施
油罐内作业安全措施
调整方案保证工期不变
电动调节阀安装检验内容
架空蒸汽、排水、放气、疏水器规范
4
变压器安装人员
32t桥式起重机吊装方案审批程序
费用索赔的合理性总费用
温度传感器的接线电阻要求
10t钢支架工程的直接工程单价
5
变压器安装内容
空调联合试运转单位检查参数
按所用费用比较采取哪种方案
2013年一级真题
序号
一
二
三
四
五
1
进度、费用偏差
危险性较大分部分项工程专项方案审核签字人
合同签订提供的证明文件分包单位提供的资料
电梯安装前提供的资料
安全和环境保护产生的具体危害
2
通风空调考核指标
计算吊装载荷
工艺管道试压介质主要技术措施
机房、井道检查的安全技术措施
施工阶段成本控制措施
3
申请消防竣工验收备案程序
进场材料的验收工作与资料
埋地管道D325*8施工关键工序
消防电梯验收计划工期
保证焊接质量措施
4
消防竣工验收资料
材料管理失控需采取的改进措施
接地电阻测量方法以及要求
影响导轨安装精度因素
动态炉窑砌筑与烘炉的程序
5
电梯层门的验收要求以及申请机构
构建保修期出现问题的处理措施
2014年一级真题
序号
一
二
三
四
五
1
焊接:
埋弧焊
吊装失稳
关键工作、总工期
配电箱工序
项目类别
2
安全专项施工方案
桥吊监督检验
低合金钢力学性能
调整进度计划的内容
选择供货商的考虑因素
3
夜间施工做法
单位工程验收合格的规定
进度偏差、费用偏差
劳动力配置依据
索赔
4
安全事故处理
试运行条件补充
单机、联动试运行的负责单位
母线槽安装技术要求
变压器空载试运行时间,技术参数
照明配电箱技术要求
地脚螺栓孔验收内容
笔者归纳的2014年选择题考点(熟练的部分可以删除,不熟的反复背诵)
起重技术案例1安全:
吊装方案2本身是一种施工方案:
组织设计结合3计算载荷
4稳定性:
质量预控方案5起重机是特种设备:
特种设备安全法结合
机电计算:
载荷、合同工期索赔、预结算(赢得值法)
1、起重机的分类:
1桥架式2臂架式3缆索式毕加索
2、机电工程常用的起重机:
1流动式2塔式3桅杆式
3、流动起重机:
1机动好2重量大3周期短4费用高适用于单件重量大的大、中型设备
塔式起重机:
1速度快2重量小3周期长4费用低适用于单件重量小的设备、构件吊装
桅杆式:
非标准起重机1结构简单2起重量大3成本低1特重2特高3场地受限
4、实施安装监检的起重机械:
桥式、门式、塔式、桅杆桅她敲门
5、缆索系统吊装:
1重量不大2跨度高度大桥梁建造、电视塔顶
液压提升:
上拔式:
阴影面积大用屋盖、网架、钢天桥;爬升式:
阴影面积小、直立式用电视塔
6、吊装方案的选用原则和步骤:
1技术可行性论证2安全性分析3进度分析4成本分析5综合选择
7、吊装方案依据:
1吊装载荷2额定起重量(回转半径和起升高度)3最大幅度4最大起升高度
8、最大起升高度组成:
设备高+索具高+螺栓高+设备底与螺栓距离
9、钢丝绳:
19股强度高做缆风绳(直径大,强度高但柔性差);37股做跑绳;61股柔性好做吊索
规格、安全系数、精度、强度鬼叔精力强
10、安全系数不小于:
缆风绳3.5;跑绳5;载物吊索8;载人吊索k=P(破断拉力)/T(许用拉力)
11、滑轮组H80×7D的含义:
H滑轮组;载荷80t;7门滑轮;吊环闭口闭口不加K
12、跑绳拉力最小在固定端,最大在拉出端(拉力计算的依据:
拉出端拉力)
13、滑轮:
3门及以下顺穿;4-6门花穿;7门及以上双跑头顺穿三顺石榴花妻头(上)穿
14、其中工程常用的卷扬机:
1单筒卷扬机2慢速卷扬机
15、卷扬机参数:
1额定牵引拉力2工作速度3容绳量(直径不同要校核)
16、平衡梁:
1被吊设备的平衡2减吊索、动滑轮的高度3减水平压力4合理分配或平衡荷载
17、平衡梁选择依据:
1设备重量2规格尺寸3结构特点4现场环境限重接轨
18、两总签字:
1非常规且1t(10kN)吊装2用起重机械进行安装3起重机自身安装拆卸
施工企业技术负责人审批,项目总监理工程师审核签字
三总签字(论证):
1非常规且单件10t(100kN)吊装2合计30t起重设备的安装
专家论证,施工技术负责人审批,项目总监理工程师审核签字
19、可以承受较大拉力、适合重型吊装的地锚:
全埋式地锚
承受力不大、重复利用率高、适用于改扩建工程的地锚:
活动式地锚
20、全埋地锚:
1坑深2.5倍范围内无障碍2回填高度400mm以上
1.流动式起重机的选用步骤(单选)
1根据被吊物的位置及现场情况确定起重机的站车位置(幅度/回转半径)
2根据被吊物的高度、尺寸及站车位置,查起重机特性曲线,确定臂长3根据已确定的幅度、臂长,查特性曲线,确定额定起重量,若大于计算载荷则合格,否则重选
4计算吊臂、吊钩及设备相互间的安全距离,若符合规范要求则合格,否则重选
关键词:
1幅度2臂长3额定起重量4安全距离
2.流动式起重机的基础处理要求?
起重机站立位置的地基应如何处理?
应力测试重设计
流动式起重机必须在水平坚硬地面上进行吊装作业,吊车的工作位置(吊装站位值和行走路线)的地基应进行处理。
1应根据其地质情况或测定的地面耐压力为依据,采用合适的方法:
开挖回填夯实,铺钢板,利用重锤做预压强度实验进行处理。
2处理后的地面做耐压力测试,地面耐压力应满足吊车对地基的要求。
3在复杂地基上吊重型设备,应请专业人员对基础进行专门设计;吊装前必须对基础验收。
关键词:
1挖填夯铺,做实验2基础设计和验收
3.吊装方案的编制依据人、机、料、法、环安全、施工组织设计
1法规标准规范规程2施工组织设计3技术资料4现场条件5机具情况技术装备能力6到货计划
吊装方案的主要内容:
1编制依据与编制说明2工程概况3吊装工艺设计(吊装方法、平面布置图、进度计划)
4吊装组织体系(资源、计划)5安全保证体系及措施6质量保证体系及措施
7吊装应急预案8吊装计算书主要不同点
吊装工艺设计包含普通方案中的:
施工程序、施工方法、进度计划、施工平面、资源配置
4.利用已有建筑吊装超过10T的货物的技术要点p48
1获得该建筑物设计单位的书面认可
2编制专门的吊装方案,由总包单位组织专家进行论证,通过后还要交底
3方案中对承载部位进行强度和稳定性校核
4方案选择的受力点应征得设计人员的同意
5对于锚固点或直接捆绑的承载部位,应对局部采取补强措施
6施工时应设专人对受力点的结构进行监视
关键词:
1认可2论证3校核4同意5补强6监视
5.吊装系统失稳的原因及预防措施
原因:
1多机吊装的不同步2不同起重能力的多机吊装载荷分配不均
3多动作多岗位指挥协调失误4桅杆系统缆风绳、地锚失稳
措施:
1多机吊装时尽量采用同机型、吊装能力相同的吊车,并通过主副指挥来实现多机吊装的同步2集群千斤顶或卷扬机通过计算机控制来实现多吊点的同步
3制定周密的指挥和操作程序并进行演练,达到指挥协调一致
4缆风绳和地锚严格按照吊装方案和工艺计算设置,完成后做好检查并作好记录
关键词:
1多机不同步2载荷分配不均3协调失误4地锚失稳
关键词:
1相同机型2集群千斤顶3指挥一致4依照方案5检查记录
6.工地的塔吊在使用前有哪些程序?
P420
1塔吊安装为危险性较大的分部分项工程,其安装方案在施工单位自行编制审核后还应经总包单位的技术负责人签字,报监理单位审核批准后由总监签字,批转实施。
2塔吊属于特种设备,其安装单位应该有相应资质,负责安装的特种作业人员持证上岗
3安装前将相关情况书面告知直辖市或者设区的市的特种设备安全监督管理部门,并向施工所在地的有资质的检验检测机构申请监督检验
4塔吊安装完成后要经过相关部门验收,取得使用许可证,方可使用。
关键词:
1总包签字2有资质3告知和监督检验4验收
7.吊装工艺计算书的主要内容(多选)李强受力请安息
1主起重器和辅助起重机受力分配计算2吊装安全距离核算
3吊耳强度计算4吊索、吊具安全系数核算
关键词:
1受力2安全距离3强度4安全系数
8.起重机械失稳的原因及预防措施
原因:
1超载2支腿不稳定3机械故障4桅杆偏心过大
措施:
1严禁超载2打好支腿并用道木和钢板垫实和加固
3严格机械检查,属于特种设备的安装前要履行报检程序,接受监督检验,安装后进行验收,取得使用许可后方可作业
9.吊装设备或构件失稳的原因及预防措施质量结合
原因:
1设计与吊装时受力不一致2设备或构件刚度偏小
措施:
1对于细长、大面积设备或构件采用多吊点吊装2薄壁设备进行加固加强
3对型钢结构、网架结构的薄弱部位或杆件进行加固或加大截面
关键词:
1多吊点2加固加强3加大截面
10.揽风绳的设置要求
1直立单桅杆顶部缆风绳的设置应为6根至8根,
2倾斜吊装的桅杆应加设后背主缆风绳且数量不少于2根
3缆风绳与地面的夹角益为30度,最大不超过45度
4直立单桅杆各相邻缆风绳间水平夹角不得大于60度
5缆风绳应设置防止滑车受力后产生扭曲的设施
6需要移动的桅杆应设置备用缆风绳
关键词:
1直立6-8根2倾斜加主缆3垂直角454水平角605滑车防扭曲6备用缆
11.桅杆使用的要求
1桅杆使用应执行桅杆使用说明书的规定,不得超载使用;2桅杆组装的直线度应小于其长度的1/1000,且总偏差不超过20mm;3采用倾斜桅杆吊装设备时,倾斜度不超过150;4吊装过程中,应对桅杆结构的直线度进行检测
桅杆稳定性校核的基本步骤(力截细心性)
1受力分析与内力计算2查算桅杆的截面特性数据
3计算桅杆长细比4查得轴心受压稳定系数5进行稳定性计算
关键词:
1内力计算2查截面特性3长细比计算4查稳定系数5稳定计算
焊接技术案例题为主仅有一个选择题
21、钨极惰性气体保护焊保护气体:
氩气(或氩气及氦气混合气体)
22、惰性气体焊适用:
1有色金属2不锈钢3质量要求高的低碳钢低合金钢
23、CO2气体焊(单一活性、速度高、成本低)适用:
1碳钢2低合金钢
24、焊剂(回收后与新焊剂比例1:
3使用)的作用:
1保护2冶金
25、已被列入淘汰的:
直流弧焊发电机
26、焊条选用原则:
母材特性
焊条特性
普通结构钢
强度≥母材
合金结构钢
合金成分与母材接近
刚性大、应力高
强度<母材
接触腐蚀性液体
不锈钢
炭、硫、磷含量高
低氢型(风速5)
承受动载荷、冲击载荷
低氢型
形状复杂、刚性大、厚
低氢、超低氢、高韧性
受力不大、难以清理
酸性
可选酸性可选碱性
酸性
狭小、通风差场合
酸性、低尘
27、手工焊机:
1CO2气体保护焊机2氩弧焊机3混合气体保护焊机
28、埋弧焊机适用:
1平位(俯位)2长缝3大型工件的直缝和环缝;
不适用:
1仰焊2薄板3铝、钛及其合金
29、薄板的点焊和焊缝宜采用:
电阻焊
30、钨极氩弧焊机:
1清洁美观2焊件变形小3连接薄板金属4打底焊
31、熔化极氩弧焊机1铝镁铜及其合金2不锈钢3稀有金属中厚板各种位置焊接速度快、效率高
32、钨极、熔化极气体保护焊均适用于:
1铝镁合金2合金钢只起电极作用
33、CO2气体保护焊机不适用:
1交流2有风(风速2)3易氧化有色金属抗风性能差
34、等离子弧焊机(可不开坡口对接):
1温度高2能量大3冲击力大4稳定
35、目前应用最广泛的焊接方法:
电弧焊(风速8)
36、焊接工艺评定报告由焊接责任工程师审核,单位技术负责人批准
37、焊接工艺评定的依据:
可靠的钢材焊接性能
38、焊接工艺评定所用参数:
1热输入2预热温度3后热温度
39、新型材料的焊接工艺评定单位:
钢厂
40、焊接试板的人员:
本单位的熟练焊工(压力容器要求同批焊工)
41、主持评定及结果确认的人员:
焊接工程师;编制作业指导书的人员:
焊接专业工程师
42、变更焊接方法:
重新评定;有补加因素时:
增焊冲击试件
43、拉伸残余应力越大,应力腐蚀开裂的时间越短
44、1.面内变形:
可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形。
纵横转
2.面外变形:
可分为角变形、弯曲变形、扭曲变形、失稳波浪变形。
脚扭弯失稳
45、适用于较小焊件、可防止角变形和波浪变型:
刚性固定法
46、焊工操作证有效期:
4年;离开岗位不超过:
6个月
47、需要防护措施:
1雨雪2湿度90%3风速:
气体2低氢5电弧(药芯)8
48、外观-无损检验放大镜或肉眼检查:
1气孔2裂纹3咬边4夹渣底漆要加温
焊接检验尺检查:
1余高2焊瘤3凹陷4错边(坚)持预留边线
咬边深度的检查,必须将焊缝检验尺与焊道一侧母材靠紧
49、对不承压的容器、设备、管道,其.致密性试验为:
液体盛装试漏
50、氨气试验中若有渗漏,试纸的颜色是:
红色
51、焊缝一侧为封闭的情况(如储罐罐底焊缝)致密性试验为:
真空箱试验
52、焊缝液压强度试验(水)试验压力:
设计压力的1.25-1.5倍
焊缝气压强度试验(气体)试验压力:
设计压力的1.15-1.2倍
53、无损检测中可以检验内部缺陷:
1射线2超声波(其余只能检测表面)
54、超声波(TOFD)适用:
1焊缝中部缺陷2缺陷垂直定位(1mm误差)
1.焊条的选用原则力化使工结受
1考虑焊缝金属的力学性能和化学成分2考虑焊结构件的使用性能和工作条件
3考虑焊接结构特点及受力条件4考虑施焊条件5考虑生产效率和经济性
关键词:
1力学2条件3结构4环境5经济性
2.焊接设备的选用原则事先安静,价格靠命修
适用性,先进性,安全性,经济性
经济性:
价格服从于技术特性和质量,其次考虑设备的可靠性、使用寿命和可维修性。
3.焊前检查包括哪些步骤
1焊工资格2焊接设备3焊接材料4技术文件5焊接环境6焊接过程
关键词:
人、机、料、法、环
4.焊接工艺评定的步骤
1编制焊接工艺评定委托书2拟定焊接方式3初步拟定指导书(焊接方式、电流电压)4试件制备、焊接、焊缝检验(热处理)5整理焊接记录、试验报告、编制焊接工艺评定报告6编制正式焊接工艺规程或焊工作业指导书、工艺卡7焊工按照焊接工艺细则卡的要求进行焊接
焊接性试验:
正是焊接之前对初步拟定的焊接工艺卡的验证性试验,在接近实际生产条件下,制成材料、工艺均与待焊产品相同的焊接试板,按准备采用的焊接工艺进行焊接并检验
关键词:
1编委托书2初拟定3焊试板4工艺评定5正式编制6焊工焊接
拟定焊接方式需考虑的因素:
母材的化学特性,母材的物理特性,焊缝的受力状况,焊接位置何止五花手
焊接工艺评定报告:
工艺程序、焊接参数、检验结果、试验数据、评定结论议论屎汉奸
5.预防焊接变形的焊接工艺措施有哪些?
方锤规顺
1合理的焊接结构设计:
1合理安排焊缝位置2合理选择焊缝尺寸和形状3减少焊缝数量、减小焊缝长度
2合理的装配工艺措施:
1预留收缩余量法2反变形法3刚性固定法4合理选择装配程序
3合理的焊接工艺措施
1)合理选择焊接方法,尽量选择气体保护焊等热源相对集中的焊接方法。
不宜选用焊条电弧焊,特别不宜用气焊。
2)合理安排焊接顺序和方向。
3)合理的焊接规范,尽量选择小规范,减少焊接线能量。
4)进行层间锤击(打底层不适合)。
注意不是装配工艺
6.超声波衍射时差法(TOFD)
技术优越性:
1一次扫查几乎能够覆盖整个焊缝区域(除上下表面盲区),可以实现非常高的检测速度;2可靠性好,对于焊缝中部缺陷检出率高;3能够发现各种类型缺陷,对缺陷的走向不敏感;4可以识别向表面延伸的缺陷;5采用D-扫描成像,缺陷判读更加直观;6对缺陷垂直方向的定量和定位非常准确,精确误差小于1mm;7和脉冲反射法相结合时检测效果更好,覆盖率100%。
技术局限性:
1近表面存在盲区,对该区域检测可靠性不够;2对缺陷定性比较困难;3对图像判读需要丰富经验;4横向缺陷检出比较困难;5对粗晶材料,检出比较困难;6对复杂几何形状的工件比较难测量;7其他检测方法。
7.预防罐体底板焊接变形的措施有哪些?
选择合理的焊接工艺:
1采用CO2气体保护焊2采取分段退焊或跳焊法3焊工对称焊、均布焊等工艺措施
合理安排焊接顺序:
1先焊短焊缝,后焊长焊缝2中幅板从中心向两侧焊接3管壁与罐底连接焊缝先焊内侧,后焊外侧4先焊边缘板外侧的对接缝,后焊边缘板与中幅板的搭接缝
8.金属储罐罐底的焊接流程是什么?
1中幅板焊缝2罐底边缘板对接焊缝靠边缘的300mm部位
3罐底
 升级会员
升级会员 