表面光洁度等级与表面粗糙度高度参数推荐转换表.docx
《表面光洁度等级与表面粗糙度高度参数推荐转换表.docx》由会员分享,可在线阅读,更多相关《表面光洁度等级与表面粗糙度高度参数推荐转换表.docx(8页珍藏版)》请在冰豆网上搜索。
表面光洁度等级与表面粗糙度高度参数推荐转换表
表面光洁度等级与表面粗糙度高度参数推荐转换表
表面光洁度等级与表面粗糙度高度参数推荐转换表
(一)
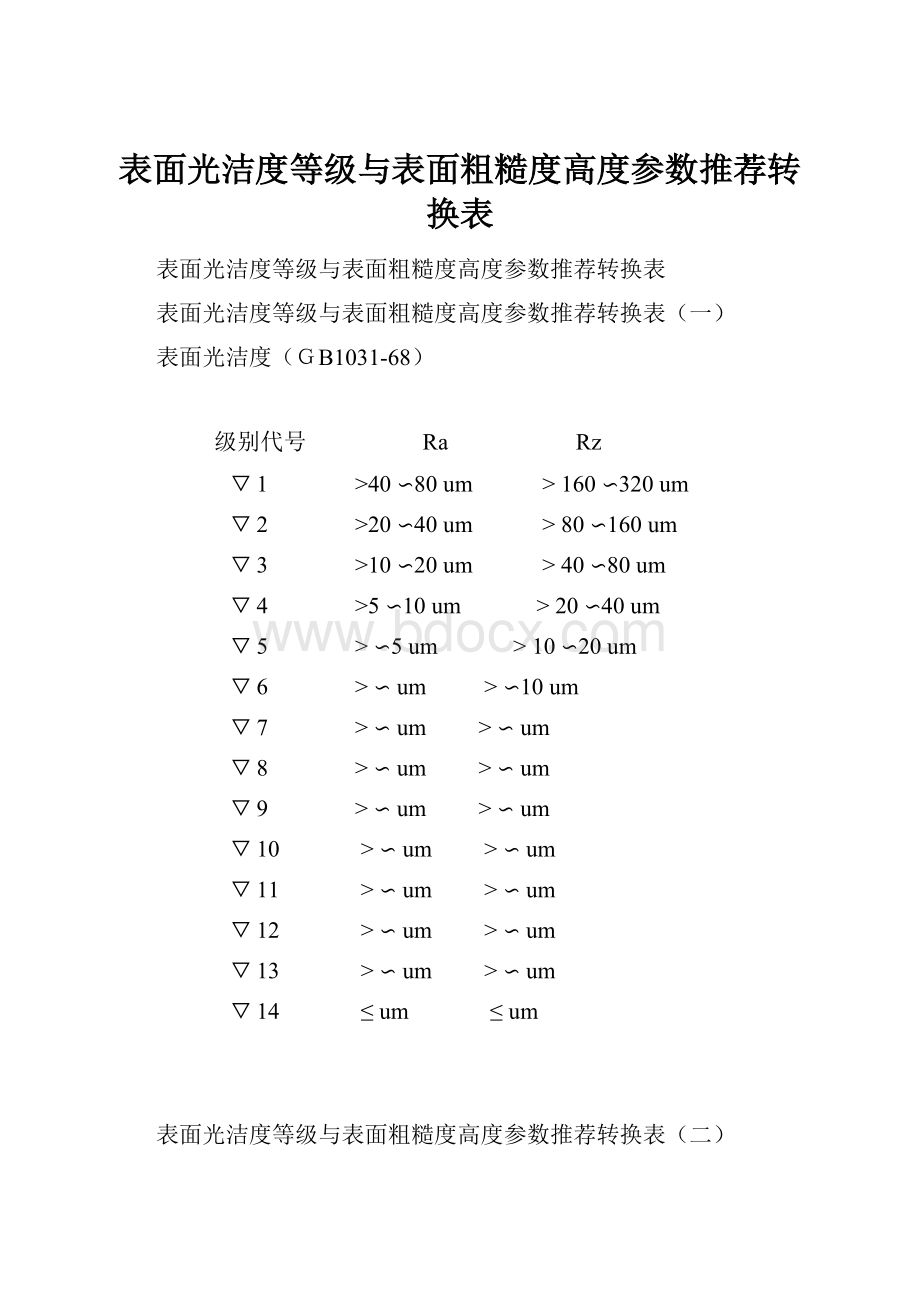
表面光洁度(GB1031-68)
级别代号 Ra Rz
▽1 >40∽80um >160∽320um
▽2 >20∽40um >80∽160um
▽3 >10∽20um >40∽80um
▽4 >5∽10um >20∽40um
▽5 >∽5um >10∽20um
▽6 >∽um >∽10um
▽7 >∽um >∽um
▽8 >∽um >∽um
▽9 >∽um >∽um
▽10 >∽um >∽um
▽11 >∽um >∽um
▽12 >∽um >∽um
▽13 >∽um >∽um
▽14 ≤um ≤um
表面光洁度等级与表面粗糙度高度参数推荐转换表
(二)
表面粗糙度(GB1031-83)
级别代号 Ra RzⅠ Ⅱ Ⅲ
▽1 50um 100um 80um 320um
▽2 25um 50um 40um 160um
▽3 25um 20um 80um
▽4 10um 40um
▽5 5um 20um
▽6 10um
▽7
▽8
▽9 um
▽10
▽11
▽12
▽13 um
▽14
表面粗糙度值的选用
表面粗糙度值的选用实例
使用时代TR200粗糙度仪测量时需要选定取样长度,这又牵涉到被测工件本身的粗糙度范围,摘编本表就是希望对此有帮助。
Ra/μm
表面微观特征
应用实例
半光表面
微见加工痕迹
半精加工面、支架、轴、衬套端面、带轮、凸轮侧面等非接触的自由表面,所有轴和孔的退刀槽,不重要的铰接配合表面等
箱体、箱盖、支架、套筒等和其他零件结合而无配合要求的表面,定心的轴肩,键和键槽,低速工作的滑动轴承和轴颈的工作面,张紧链轮,导向滚轮壳孔与轴的配合表面
光表面
可辨加工痕迹的方向
衬套、滑动轴承和定位销的压入孔表面,花键的定心表面;带轮槽,一般低速传动的轴颈;电镀前的金属表面
光
微辨
中型机床(普通精度)滑动导轨面,圆柱销,圆锥销和滚动轴承配合的表面;中速转动的轴颈;内、外花键的定心表面等
不可辨
夹具定位元件和钻套的主要表面,曲轴和凸轮轴等高速转动的轴颈;工作时受交变应力的重要零件;中型机床(提高精度)滑动导轨面和/P5级滚动轴承配合的表面
极光表面
暗光泽面
精密机床主轴锥孔,顶尖圆锥面,高精度齿轮工作表面;和/P4级滚动轴承配合的表面;液压油缸和柱塞的表面;曲轮、凸轮轴的工作表面等
亮光泽面
精密机床主轴箱与套筒配合的孔;仪器中承受摩擦的表面,如导轨、槽面等;液压传动用孔的表面,阀的工作表面,汽缸内表面,活塞销的表面
镜状光泽表面
特别精密的滚动轴承套圈滚道,钢球及滚子表面;量仪中的中等精度间隙配合零件的工作表面;工作量规的测量表面;摩擦离合器的摩擦表面等
表面光洁度&表面粗糙度
(2010-06-1217:
40:
53)
转载
标签:
表面光洁度
表面粗糙度
平均值
杂谈
分类:
机械知识
此处有很多机械相关的书本或教材,不错的一.表面光洁度是表面粗糙度的旧标准;
它们的对应关系:
表面光洁度14级=Ra
表面光洁度13级=Ra
表面光洁度12级=Ra
表面光洁度11级=Ra
表面光洁度10级=Ra
表面光洁度9级=Ra
表面光洁度8级=Ra
表面光洁度7级=Ra
表面光洁度6级=Ra
表面光洁度5级=Ra
表面光洁度4级=Ra
表面光洁度3级=Ra25
表面光洁度2级=Ra50
表面光洁度1级=Ra100
以上表面粗糙度单位均为μm,即微米=10^-6米。
参考资料:
《技术制图》国家标准应用指南
表面光洁度是老标准的叫法,后来改叫表面粗糙度。
微米工业叫μ
1毫米=10丝1丝=10μm
二.标准编号GB/T1031-1995
标准名称表面粗糙度参数及其数值
1、一般车床的加工精度可达IT8~IT7,表面粗糙度为Ra25~Ra1.6.
2、钻床用于钻孔加工精度可达IT13~IT11,表面粗糙度Ra80~Ra20;用于扩孔精度达IT10,表面粗糙度Ra10~Ra5.;用于铰孔精度可达IT7,表面粗糙度Ra5~。
3、铣床加工精度一般为IT9~IT8,表面粗糙度为~.
4、刨床加工精度为IT9~IT8,表面粗糙度为Ra25~.
5、磨床加工精度一般为IT6~IT5,表面粗糙度为~.
三.机械制图时我们标注的表面粗糙度是Ra还是Rz
Ra!
Ra是在取样长度内,轮廓偏距绝对值的算术平均值
Rz是在取样长度内最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和
Ry是在取样长度内,轮廓峰顶线和轮廓谷底线之间的距离
为什么是Ra呢是因为平均值好测量吧
四.表面粗糙度高低怎么分比如和谁高差几级还有通常图纸上技术要求写些什么内容
表面粗糙度值越高,表面越粗糙.
比的精度高一级.
常用的表面精糙度值有:
、、、、、、、、、、、25、50,单位微米.
机械图纸上常有:
形位公差和表面处理等内容.
高一些
它的意思是“表面最高点与最低点的平均值差μm”
“3.2”是精车、精铣后的结果,只是精的效果不是非常好。
“1.6”也可以在车、铣精加工中得到,只是稍微费事一些。
“0.8”及以上的要求只能在磨床中得到,或者是特殊的化学处理中。
据说现在国外通过精车、铣已经可以达到“0.4”的要求了。
我们的差距非常大
五.不锈钢抛光粗糙度Ra=和目没有关系,要先后用用粒度60,80,120,180的砂纸或砂带进行抛光,其粗糙度可达Ra=
六.想知道一般的未经加工的热轧钢板表面粗糙度能达到多少。
比如是或25或.....
和生产厂家有关系,国产的大约,进口的可以到
PS:
无论是机械加工的零件表面,或者是用铸、锻等方法获得的零件表面,总是会存在着具有较小间距和峰谷的微观几何形状误差(轮廓微观不平度)。
这种较小的间距和峰谷的微观几何形状特性称为表面粗糙度。
表面粗糙度的评定参数(在此仅讨论高度特性参数,因为表面粗糙度评定参数最常采用高度评定参数)
1.轮廓算数平均偏差:
轮廓算数平均偏差Ra是指在取样长度L内,被测轮廓上各点到基准线的距离Yi的绝对值的算数平均平均值。
2.微观不平度十点高度:
微观不平度十点高度Rz是指在取样长度L内,被测轮廓上五个最大轮廓峰高Ypi的平均值与五个最大轮廓谷底Yvi的平均值之和。
3.轮廓最大高度:
轮廓最大高度Ry是指在取样长度L内,被测轮廓的峰顶线与轮谷线之间的距离。
表征微观不平度高度特性的评定参数Ra、Rz、Ry的数值愈大,则表面越粗糙。
在高度评定参数中,Ra的概念颇为直观,Ra值反应实际轮廓微观几何形状特性的信息量最大,且Ra值用触针式电动轮廓仪测量比较容易。
因此对于光滑表面和半光滑表面,普遍采用Ra作为评定参数。
但受测量仪器的限制,极光滑和极粗糙的表面不能用Ra评定。
评定参数Rz的概念较为直观,Rz值通常用非接触式的光切显微镜测量。
但Rz值只反应取样长度内峰高和谷底的十个点,不能反应峰顶的尖锐和平顿的几何形状特性,因此Rz值不如Ra值反应得微观几何形状特性全面。
评定参数Ry的概念简单,Ry值得测量方便,但Ry值不及Rz、Ra值反应的微观几何形状特性全面。
Ry值与Ra、Rz值连用控制微观不平度的谷深用来评定某些不允许出现较大加工痕迹和受交变应力作用的表面。
 升级会员
升级会员 