水冷凝汽器组合安装.docx
《水冷凝汽器组合安装.docx》由会员分享,可在线阅读,更多相关《水冷凝汽器组合安装.docx(26页珍藏版)》请在冰豆网上搜索。
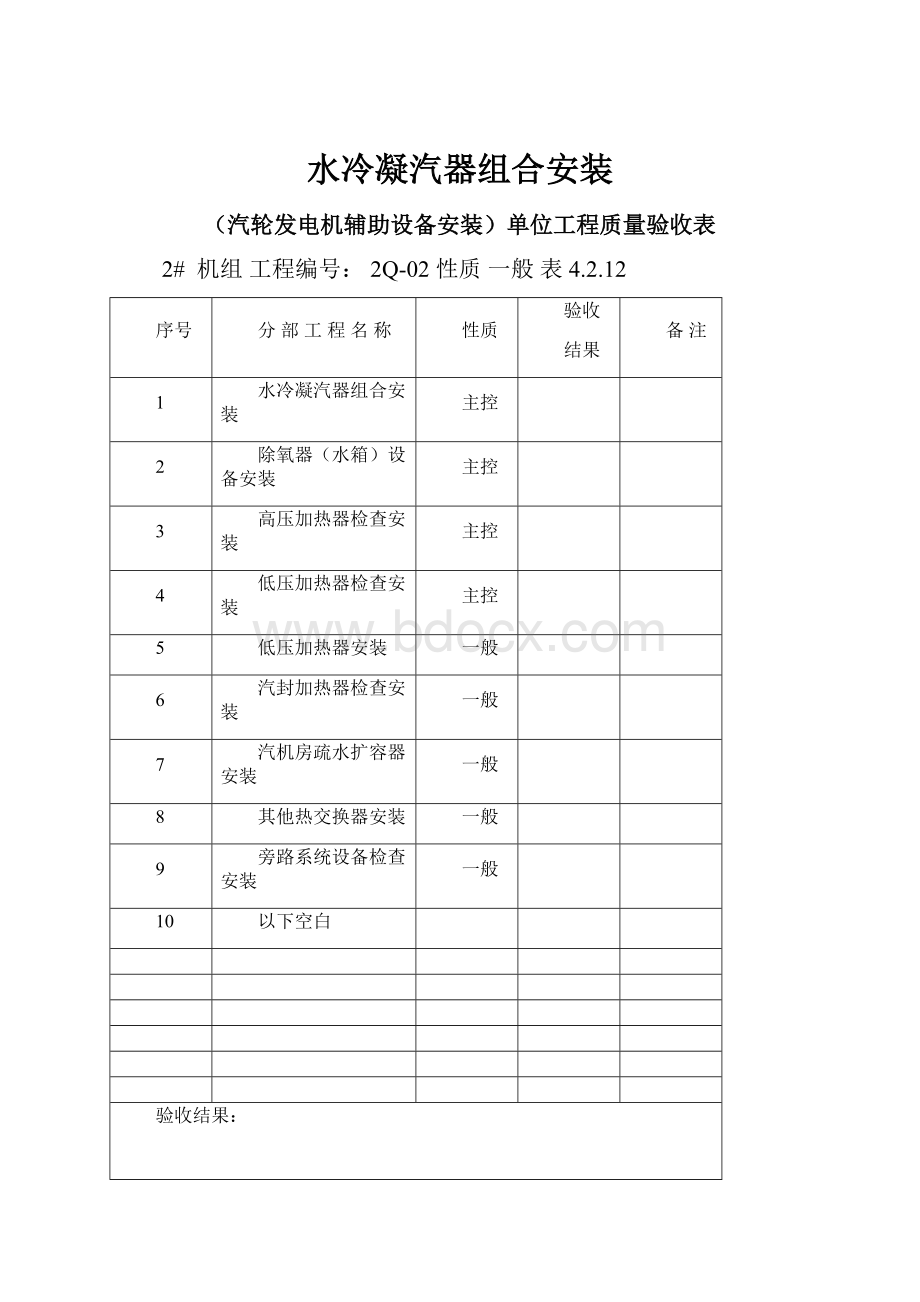
水冷凝汽器组合安装
(汽轮发电机辅助设备安装)单位工程质量验收表
2#机组工程编号:
2Q-02性质一般表4.2.12
序号
分部工程名称
性质
验收
结果
备注
1
水冷凝汽器组合安装
主控
2
除氧器(水箱)设备安装
主控
3
高压加热器检查安装
主控
4
低压加热器检查安装
主控
5
低压加热器安装
一般
6
汽封加热器检查安装
一般
7
汽机房疏水扩容器安装
一般
8
其他热交换器安装
一般
9
旁路系统设备检查安装
一般
10
以下空白
验收结果:
建设单位:
验收单位签字
施工单位
年 月日
总承包单位
年 月日
监理单位
年 月日
设计单位
年 月日
建设单位
年 月日
(水冷凝汽器组合安装)分部工程质量验收表
2#机组工程编号:
2Q-02-01性质:
主控表4.2.11
单位工程名称
汽轮发电机辅助设备安装
序号
分项工程名称
性质
验收结果
备注
1
凝汽器壳体组合
主控
2
凝汽器就位找正
一般
3
凝汽器冷却管束安装
主控
4
凝汽器与汽缸连接及严密性试验
主控
5
凝汽器附件安装及二次浇灌
一般
6
凝汽器清洗装置安装
一般
7
以下空白
8
9
10
11
12
验收结果:
监理单位:
验收单位签字
施工单位
年 月日
总承包单位
年 月日
监理单位
年 月日
制造单位
年 月日
设计单位
年 月日
建设单位
年 月日
(凝汽器壳体组合)分项工程施工质量验收表
2#机组工程编号:
2Q-02-01-01性质:
主控表4.2.10
分部工程名称
水冷凝汽器组合安装
序号
检验批名称
性质
验收结果
备注
1
凝汽器壳体组合
主控
2
以下空白
3
4
5
6
7
8
9
10
11
验收结果:
监理单位:
验收单位签字
施工单位
年 月日
总承包单位
年 月日
监理单位
年 月日
制造单位
年 月日
设计单位
年 月日
建设单位
年 月日
(凝汽器(排汽装置)壳体组合)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-01-01性质:
主控表4.7.1-1
分项工程名称
凝汽器壳体组合
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
管板间距与设计值偏差
主控
mm
-30~0
管板、隔板对底板的垂直度偏差
mm/m
≤1
两隔板管孔中心线
偏差值
主控
mm
符合制造厂规定
相对错位方向
壳体对焊间隙及坡口
符合DL/T5210.7规定
壳体局部弯曲
mm
≤3
壳体全长总弯曲
mm
≤20
喉部顶板平直度偏差
mm
≤10
喉部上端对角线偏差
mm
≤20
内部拉筋、挡板与附件
焊接牢固,无遗漏
凝汽器壳体开孔
无遗漏
焊缝严密性
无遗漏
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(凝汽器(排汽装置)就位找正)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-02-01性质:
一般表4.7.1-2
分项工程名称
凝汽器就位找正
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
基础准备
混凝土强度
主控
符合图纸要求
混凝土表面检查
无露筋、蜂窝、裂纹、疏松、石子、凸出、缺损,地脚螺栓孔内清理干净
横向中心线偏差
mm
≤10
基础承力面标高偏差
mm
-10~0
地脚螺栓孔中心偏差
mm
≤10
垫铁位置混凝土表面处理
凿平,接触密实,垫铁无翘动
预埋铁件
位置正确,无明显歪斜
几何尺寸
mm
比底座边宽出10~20
垫铁配制安装
符合表4.3.5,表4.3.6,表4.3.7规定
初步
找正
中心线偏差
mm
≤10
标高偏差
mm
±10
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(凝汽器冷却管束安装)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-03-01性质:
主控表4.7.2
分项工程名称
凝汽器冷却管束安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
冷却管外观检查
无裂纹、砂眼、蚀坑凹陷、
折纹、重皮和毛刺
冷
却
管
试
验
铜管氨熏试验
主控
无裂纹
涡流探伤或水压试验
主控
符合DL5011规定
铜(钛)管工艺性能试验
主控
无裂纹或其他损坏现象
管板检查
管孔位置、数量
符合图纸要求
管孔与冷却管间隙a
主控
mm
0.20~0.50
隔板管孔
无锈皮、毛刺,并有1×45°倒角
管板、管孔清扫
孔内无轴向的沟槽、油污、锈蚀和毛刺,并露出金属光泽
冷却管组装
管端表面
光洁,无油垢、氧化层、尘土、蚀坑和纵向沟槽,露出金属光泽
扩胀系数
主控
4%~6%
胀接深度
主控
mm
管板厚的75%~90%
铜管露出管板
主控
mm
1~3
钛(不锈钢)管露出管板长度
mm
满足焊接要求,一般0.3~0.5
钛(不锈钢)管管口密封焊
主控
无裂纹
铜管进水口翻边角度
15°
a管板孔与冷却管的间隙,还应同时保证冷却管不过胀,具体数值最终应根据计算确定
(凝汽器冷却管束安装)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-03-01性质:
主控表4.7.2
分项工程名称
凝汽器冷却管束安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(凝汽器(排汽装置)与汽缸连接及严密性试验)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-04-01性质:
主控表4.7.3
分项工程名称
凝汽器与汽缸连接及严密性试验
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
焊接连接
凝汽器与汽缸间隙
符合DL/T5210.7规定
凝汽器上口弯边伸入排汽缸尺寸
mm
20~50
汽缸变形控制
mm
≤0.1
焊缝检查及严密性试验
平衡短节、拉筋、膨胀伸缩节与汽缸连接焊缝
无渗漏
汽侧严密性试验
主控
胀口无渗漏
凝汽器端盖封闭
水室无杂物,拉紧螺栓、垫圈、螺母齐全
水侧严密性检查
主控
法兰、人孔螺栓等处无渗漏
凝汽器汽侧封闭
主控
汽侧空间无杂物,顶部冷却管无外伤
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(凝汽器(排汽装置)附件安装及二次浇灌)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-05-01性质:
一般表4.7.4
分项工程名称
凝汽器(排汽装置)附件安装及二次浇灌
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
水位计连通管内径
mm
>25
水侧连通管的U型水封管高度
mm
>150
汽侧连通管向水位计侧坡度
4%~5%
玻璃管水位计
无渗漏,保护罩完好、牢固
地脚螺栓
孔内混凝土捣实,地脚螺栓保持垂直
二次浇灌
符合表4.3.20规定
地脚螺栓终紧的混凝土强度
≥70%
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(一般卧式离心水泵检查)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-06-01性质:
一般表4.3.24
分项工程名称
凝汽器清洗装置安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
铸件外观检查
无铸砂、毛刺、气孔、裂纹,结合面光洁,无伤痕
支脚与台板底座间隙
mm
<O.05
泵体结合面检查
平整,无毛刺、凹坑
轴承与轴承座
检查
轴承座
符合表4.3.21规定
滑动轴承
符合表4.3.22规定
滚动轴承
符合表4.3.23规定
密封装置检查
零部件外观
无铸砂、毛刺、气孔、裂纹,结合面光洁,无伤痕
装配间隙
mm
符合制造厂要求
滤网规格
符合制造厂要求
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(一般卧式离心泵安装)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-06-02性质:
一般表4.3.25
分项工程名称
凝汽器清洗装置安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
基础准备
符合表4.3.18规定
垫铁及地脚螺栓配制安装
符合表4.3.19规定
中心线偏差
mm
≤10
标高偏差
mm
±10
纵横向水平度偏差
mm/m
≤2
与泵不同底座的电动机安装
mm
铁脚下装有l~2厚的调整垫片(大泵取大值)
联轴器中心偏差
符合表4.3.32规定
冷却水管、放水管、放气管接水漏斗
齐全,牢固,不妨碍通道,整齐美观
对轮保护罩
牢固,美观
二次浇灌
符合表4.3.20规定
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(卧式离心泵试运)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-06-03性质:
主控表4.3.26
分项工程名称
凝汽器清洗装置安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
试
运
前
检
查
电动机空负荷试运
符合DL/T5161.1~17规定,旋转方向正确
联轴器中心复查
符合表4.3.32规定
盘动转子
灵活,无摩擦
联轴器护罩
牢固,与联轴器不碰
油位
符合制造厂要求
油牌号
冷却水
畅通,流量足够
密封水压力及滤网前后压差
符合制造厂要求
进口压力(真空)
符合设计要求
出口门与泵联动试验
符合设计要求
试
运
中
检
查
出口压力
主控
到额定值,稳定
运行状态
声音正常,无摩擦、冲击现象
电动机工作电流
A
≤额定值
轴承振动
n≤1000r/min
主控
mm
≤0.10
1000r/min<n≤
2000r/min
主控
mm
≤0.08
2000r/min<n≤
3000r/min
主控
mm
≤0.05
采用润滑脂的轴承温度
主控
℃
≤80
采用润滑油的轴承温度
主控
℃
≤70
轴密封装置
温度正常,不漏真空,盘根密封可少量滴水
连续试运时间
h
4~8
(卧式离心泵试运)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-06-03性质:
主控表4.3.26
分项工程名称
凝汽器清洗装置安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
停泵惰走
有一定惰走时间,不发生突然停泵的情况
注:
小型多级离心泵试运,可参考给水泵试运的要求。
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
(胶球清洗装置检查安装)检验批施工质量验收表
2#机组工程编号:
2Q-02-01-06-04性质:
一般表4.7.5
分项工程名称
凝汽器清洗装置安装
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
装球室
球心阀检查
转动灵活
填料函及各法兰严密性
无渗漏
收球网
收球状态下格栅四周与筒壁间隙
mm
<格栅孔隙宽度
格栅转动
无卡涩
各接口方位
正确
各种附件
齐全
二次滤网
填料函及各法兰严密性
无渗漏
滤网孔眼
无毛刺及堵塞物
蝶阀转动
无卡涩
验收结果:
监理单位:
验收单位签字
施工单位
年月日
总承包单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
 升级会员
升级会员 