无损检测报告MTPTUTRT通用报告汇编.docx
《无损检测报告MTPTUTRT通用报告汇编.docx》由会员分享,可在线阅读,更多相关《无损检测报告MTPTUTRT通用报告汇编.docx(19页珍藏版)》请在冰豆网上搜索。
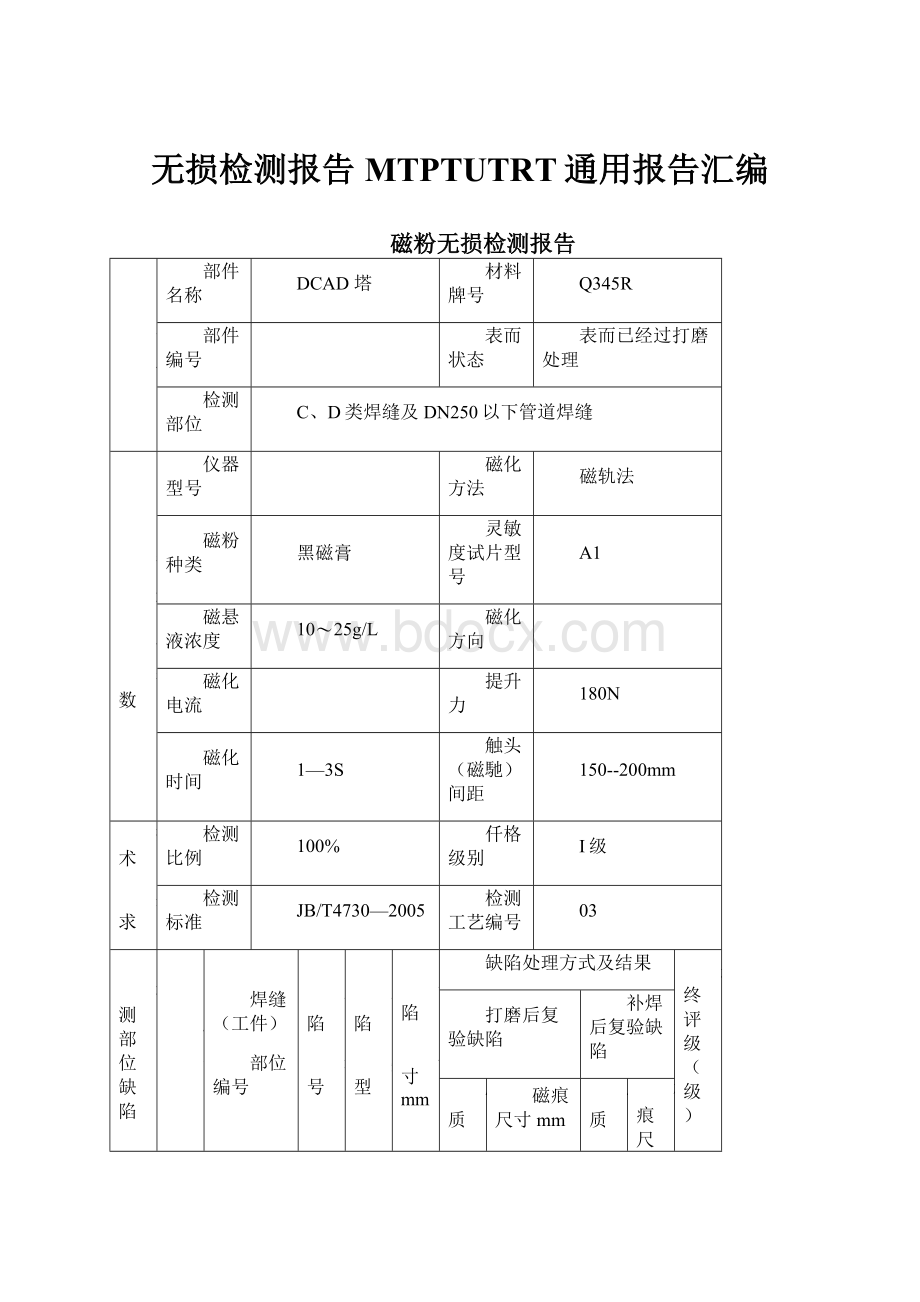
无损检测报告MTPTUTRT通用报告汇编
磁粉无损检测报告
工
件
部件名称
DCAD塔
材料牌号
Q345R
部件编号
表而状态
表而已经过打磨处理
检测部位
C、D类焊缝及DN250以下管道焊缝
器
材
及
参数
仪器型号
磁化方法
磁轨法
磁粉种类
黑磁膏
灵敏度试片型号
A1
磁悬液浓度
10〜25g/L
磁化方向
磁化电流
提升力
180N
磁化时间
1—3S
触头(磁馳)间距
150--200mm
技术
要求
检测比例
100%
仟格级别
I级
检测标准
JB/T4730—2005
检测工艺编号
03
检测部位缺陷情况
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
缺陷
尺寸mm
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
2
3
4
5
■
6
7
8
9
10
11
12
13
14
编号:
序号:
检测结论:
1.本产品符合标准的要求,评定为合格。
2.检验部位及缺陷位置详见检测部位示意图(另附)
检测人员/日期:
审核/日期:
渗透无损检测报告
编号:
2012-136-T12序号:
01
工
件
部件名称
DCAC塔
材料牌号
Q345R
检测时机
焊接完24h后
表而状态
淸除并打磨焊缝及热影响区表而
检测部位
器
材
及
参数
渗透剂种类
便携式
检测方法
喷涂
渗透剂
DPT-5
乳化剂
/
淸洗剂
DPT-5
显像剂
DPT-5
渗透剂施加方法
□喷7□刷□浸□浇
渗透时间
>10min
乳化剂施加方法
□喷7□刷□浸□浇
乳化时间
/min
显像剂施加方法
□喷V□刷□浸□浇
显像时间
27min
工件温度
8°C
对比试块类型
□V铝合金□镀銘
技术
要求
检测比例
100%
合格级别
I级
检测标准
JB/T4730.5-2005
检测工艺编号
/
检测部位缺陷情况
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
缺陷迹痕
尺寸mm
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
I
2
I
3
I
4
I
5
I
6
I
检测结论:
1.本产品符合JB/T4730.5-2005标准的要求,评定为合格。
2.检验部位及缺陷位置详见检测部位示意图(另附)
检测人员/日期:
审核/日期:
磁粉无损检测报告
设备编号:
2012-136-T12序号:
01
工
件
部件劣称
DCAD塔
材料牌号
Q345R
检测时机
焊接完24h后
表而状态
淸除并打磨焊缝及热影响区表而
检测部位
C、D类焊缝
器
材
及
参数
仪器型号
CJE交流电磁轨
磁化方法
磁轨法
磁粉种类
黑磁膏
灵敏度试片型号
A1-30/100
磁悬液浓度
10〜25g/L
检测方法
连续法
磁悬液
施加方法
浇法
提升力
M45N
磁化时间
1—3S
触头(磁辄)间距
150--200mm
检测标准
JB173O.4-2005
合格级别(级)
I级
要求检测比例
100%
技术
要求
检测比例100%
实际检测焊缝总长mm
300米
51道
最终合格数
300米
最终评
定结果
I级
II级
实际检测焊口数(道)
54道
缺陷及返修情况说明
检测结果
1・本工程(产品〉返條共汁0
处.晟高返修次数0次.
1•本工•程(产品〉焊缝质IX符合JB1730-2005I级的要求.结果合格,
2•超标缺陷部位返修后经复脸合格。
2•—次焊縫合格率100%.一次合恪率100叽
3.检测位賈情况详见评定表检测位置示总图(另附九
检测人:
MTII
日期:
年月日
检验爪位盖章
日期:
年月日
签发人:
MTII
日期:
年月曰
磁粉无损检测记录
检
测
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
ET
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
加强圈B1
DN5000
I
2
加强圈B2
DN5000
I
3
加强圈B3
DN5000
I
4
加强圈B4
DN5000
I
5
加强圈B5
DN5000
I
6
加强圈B6
DN5000
I
7
加强圈B7
DN5000
I
8
加强圈B8
1
气孔
DN5000
I
9
加强圈B9
DN5000
I
10
加强圈B10
DN5000
I
11
加强圈BU
DN5000
I
13
加强圈B12
DN5000
I
14
加强圈B13
2
气孔
DN5000
I
部位缺陷情况
15
加强圈B14
DN5000
I
16
加强圈B15
DN5000
I
17
加强圈B16
DN5000
I
18
补强圈1
内C1026
I
19
外圆C
10800
I
20
补强圈2
内C924.
I
21
外C2000
I
22
补强圈3
内C1108
I
23
外C2000
I
24
C1
C350
I
25
C2
C80
I
26
C3
©80
I
磁粉无损检测记录
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
ET
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
25
C4
1
气孔
C80
I
26
C5
©80
I
27
C6
©80
I
28
D1
C900
I
29
D2
©600
I
30
D3
C600
I
31
D1
©600
I
32
D5
C900
I
33
D6
©80
I
34
D7
C80
I
35
DS
©80
I
检测部位缺陷情况
36
D9
C80
I
37
D10
C80
I
38
D11
C250
I
39
D12
C350
I
40
D13
C250
I
41
D11
©80
I
42
D15
©80
I
43
D16
©800
I
44
D17
0800
I
45
D18
©80
I
46
D19
C100
I
47
D20
C800
I
48
D21
C550
I
49
D22
eioo
I
50
D23
ei20
I
51
D21
C1300
I
磁粉无损检测记录
序
号
焊缝(工件)
部位编号
缺陷
缺陷
类型
ET
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
52
D25
C350
I
53
D26
C350
I
54
D27
・2
气孔
©2000
I
55
吊耳焊缝
2个
I
•
•
■
■
■
■
•
•
■
■
■
■
测
部位缺陷情况
磁粉无损检测报告
设备编号:
2012-137-FB37序号:
02
工
件
部件名称
水冷却塔
材料牌号
Q345R
检测时机
焊接完24h后
表而状态
淸除并打磨焊缝及热影响区表而
检测部位
C、D类焊缝
器
材
及
参
数
仪器型号
CJE交流电磁轨
磁化方法
磁轨法
磁粉种类
黑磁膏
灵敏度试片型号
A1-30/100
磁悬液浓度
10〜25g/L
检测方法
连续法
磁悬液
施加方法
浇法
提升力
M45N
磁化时间
1—3S
触头(磁辄)间距
150--200mm
检测标准
JB4730o
4-2005
合格级别(级)
I级
要求检测比例
100%
技术
检测比例100%
要求
实际检测焊缝总长
211米
31道
最终合格数
31道
最终评
定结果
1级
II级
川级
)
实际检测焊口数(道)
211米
缺陷及返修情况说明
检
测结果
1・本工程(产品〉返修共计0
处.
城高返修次数
0次.
1・本工程(产品〉焊缝质:
fit符合JB1730-2005
级的要求・结果合格。
2•超标缺陷部位返修后经复脸合格。
2•—次灯縫:
,格率100%.-次合格率
3.檢测位賈详见焊縫位理示总图(另附)。
100紅
检测人:
日期:
年
H日
检验单位盖萃
日期
年
H日
签发人:
日期:
年
月日
渗透无损检测报告
编号:
2012-137-FB37序号:
02
工
件
部件名称
水冷却塔
材料牌号
Q345R
检测时机
焊接完24h后
表而状态
淸除并打磨焊缝及热影响区表而
检测部位
器
材
渗透剂种类
便携式
检测方法
喷涂
渗透剂
DPT-5
乳化剂
/
淸洗剂
DPT-5
显像剂
DPT-5
及
参
数
渗透剂施加方法
□喷7□刷□浸□浇
渗透时间
>10min
乳化剂施加方法
□喷g□刷□浸□浇
乳化时间
/min
显像剂施加方法
□喷7□刷□浸□浇
显像时间
N7min
工件温度
8°C
对比试块类型
□V铝合金□镀貉
技术
要求
检测比例
100%
合格级别
I级
检测标准
JB/T4730.5-2005
检测工艺编号
/
检测部位缺陷情况
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
缺陷迹痕
尺寸mm
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
I
2
I
3
I
4
I
5
I
6
I
检测结论:
1.本产品符合JB/T4730.5-2005标准的要求,评定为合格。
2.检验部位及缺陷位宜详见检测部位示意图(另附)
检测人员/日期:
审核/日期:
磁粉无损检测记录
序
缺陷处理方式及结果
检测部位缺陷情况
■J-
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
工件尺寸mm
打磨后复验缺陷
补焊后复验缺陷
最终评级(级)
性质
磁痕尺寸mm
性质
磁痕尺寸mm
1
加强圈B1
1
气孔
DN5200
I
2
加强圈B2
DN5200
I
3
加强圈B3
DN5200
I
4
加强圈B4
DN5200
I
5
加强圈B5
DN5200
I
6
加强圈B6
DN5200
I
7
加强圈B7
DN5200
I
8
加强圈B8
DN5200
I
9
加强圈B9
DN5200
I
10
加强圈B10
DN5200
I
11
D1
0600
I
12
D2
©600
I
13
D3
eioo
I
14
D1
ei20
I
15
D5
C200
I
16
D6
02022
I
17
D7
eioo
I
18
D8
ei20
I
19
D9
C50
I
20
D10
2
气孔
C220
I
21
D11
C200
I
22
D12
eiooo
I
23
D13
eiooo
I
24
D11
©100
I
25
D15
ei20
I
磁粉无损检测记录
检测部位缺陷情况
序
号
焊缝(工件)
部位编号
缺陷
编号
缺陷
类型
ET
缺陷处理方式及结果
最终评级(级)
打磨后复验缺陷
补焊后复验缺陷
性质
磁痕尺寸mm
性质
磁痕尺寸mm
25
D16
1
气孔
©240
I
26
D17
C3000
I
27
D18
eioo
I
28
D19
ei20
I
29
D20
eioo
I
30
D21
©5224
I
31
D22
C240
I
32
吊耳焊缝
2个
I
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
■
■
■
50
■
■
■
 升级会员
升级会员 