FDJ350倒角机20页DOC.docx
《FDJ350倒角机20页DOC.docx》由会员分享,可在线阅读,更多相关《FDJ350倒角机20页DOC.docx(33页珍藏版)》请在冰豆网上搜索。
FDJ350倒角机20页DOC
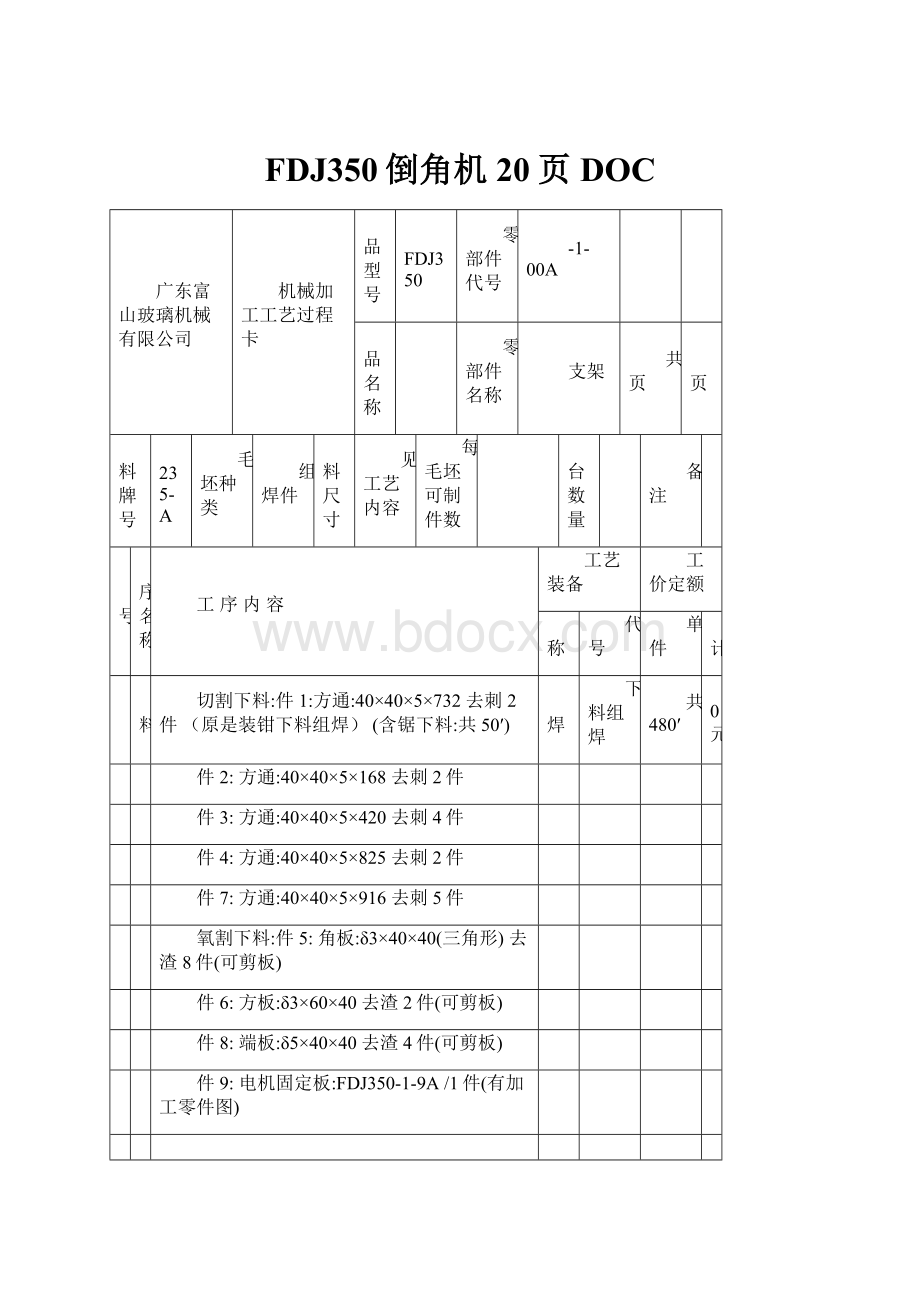
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-1-00A
产品名称
零部件名称
支架
共页
第页
材料牌号
Q235-A
毛坯种类
组焊件
下料尺寸
见工艺内容
每毛坯可制件数
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工价定额
名称
代号
单件
合计
1
下料
切割下料:
件1:
方通:
40×40×5×732去刺2件(原是装钳下料组焊)(含锯下料:
共50′)
氧焊
下料组焊
共480′
40元
件2:
方通:
40×40×5×168去刺2件
件3:
方通:
40×40×5×420去刺4件
件4:
方通:
40×40×5×825去刺2件
件7:
方通:
40×40×5×916去刺5件
氧割下料:
件5:
角板:
δ3×40×40(三角形)去渣8件(可剪板)
件6:
方板:
δ3×60×40去渣2件(可剪板)
件8:
端板:
δ5×40×40去渣4件(可剪板)
件9:
电机固定板:
FDJ350-1-9A/1件(有加工零件图)
2
焊
将件1~件9按图打坡口组焊至图技术要求,焊接牢固,去渣,周边打磨光滑。
(校直、校平)
氧焊
3
漆
机架整体表面刮腻子喷漆(乳白色)。
4
检
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙`
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2013-12-10
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-1-9A
产品名称
零部件名称
电机固定板
共页
第页
材料牌号
Q235-A
毛坯种类
钢板
下料尺寸
δ10×288×274
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
气割下料:
δ10×288×274去渣
氧焊
15′
2
铣
铣:
周边至283×260,倒锐棱去刺。
铣床
20′
3
磨
磨δ16两面见光。
平磨
15′
4
钳
划出77.5°±0.5腰槽加工线。
钳
10'
5
铣
铣四处R5.5×30腰槽至图,倒锐棱去刺。
铣床
20′
6
检
按图检验,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-1A
产品名称
零部件名称
手柄
共页
第页
材料牌号
45
毛坯种类
园钢
下料尺寸
Φ40×63
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
锯床下料:
Φ40×63
锯床
3'
2
车
按图车至尺寸,外园Φ40见光并滚网纹花,倒棱去刺。
车床
35'
3
热
表面氧化处理
4
检
按图检,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
黄艳辉
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-2A
产品名称
零部件名称
T型块下体
共页
第页
材料牌号
Q235-A
毛坯种类
钢板
下料尺寸
δ16×85×55
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
气割下料:
δ16×85×55去渣
氧焊
4′
2
铣
铣:
周边至δ16×80×50,倒锐棱去刺。
铣床
6′
3
磨
磨δ16两面至15。
平磨
4′
4
钳
划、钻、攻M8,4-Φ9至图,孔口倒棱。
钻床
10'
5
热
表面发黑处理
6
检
按图检验,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-3A
产品名称
零部件名称
T型块上体
共页
第页
材料牌号
Q235-A
毛坯种类
钢板组焊
下料尺寸
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
气割下料:
1)δ12×85×85去渣1件
氧焊
共15′
2)δ50×89×85去渣1件
2
铣
铣件1:
周边至80×80,倒锐棱去刺。
铣床
共20′
铣件2:
周边至84×80,倒锐棱去刺。
3
磨
磨件1:
δ12一面及件2:
δ50两面见光。
平磨
共8′
4
铣
铣件2:
尺寸40两面至要求,并倒底部四周焊接坡口4×45°。
铣床
15′
5
焊
将件①光面与件②按图要求组焊牢固,去渣,打磨焊缝平整。
焊机
15′
6
铣
铣A面至93.7(相互垂直),以A面为基准,铣U槽20(+0.1~+0.05)×65至图。
铣床
20′
7
钳
划、钻、攻M10、4-M8,4-Φ9至图,孔口倒棱。
(4-M8可与FDJ350-3-2AT型块下体配作)
钻床
20'
8
热
表面发黑处理
9
检
按图检验,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-5A
产品名称
零部件名称
定心轴
共页
第页
材料牌号
45
毛坯种类
园钢
下料尺寸
Φ25×85
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
锯床下料:
Φ25×85
锯床
2'
2
热
调质HB230-255
3
车
平两端定长82,打中心孔;
车床
30'
两顶分次车各外园、外丝至图,倒棱去刺。
4
铣
铣扁方至16,去刺。
铣床
4'
5
热
表面氧化处理
6
检
按图检,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
黄艳辉
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-6A
产品名称
零部件名称
滚轮
共页
第页
材料牌号
45
毛坯种类
圆钢
下料尺寸
Φ45×55
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
锯床下料:
Φ45×55
锯床
4′
2
热
调质240~260HB。
3
车
按图车各部位至图要求(调面打表校保证形位公差要求),倒锐棱0.5×45°
车床
50′
4
热
表面发黑处理
5
检
按图检验,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-7A
产品名称
零部件名称
轴套
共页
第页
材料牌号
Q235-A
毛坯种类
园钢
下料尺寸
Φ16×15
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
切割下料:
Φ16×15
切割
连料每条
2'
2
车
按图车至尺寸,外园内孔一次车出,倒棱去刺。
车床
15'
3
检
按图检,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
黄艳辉
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-4-1A
产品名称
零部件名称
轮夹轴
共页
第页
材料牌号
Q235-A
毛坯种类
园钢
下料尺寸
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
锯床下料:
Φ40×73
锯床
3′
2
车
平端定长70,钻中心孔,顶车两端20(-0.007~-0.028)×59、20(+0.013~0)×5至Φ28.5,其余按图车成,倒棱去刺。
车床
20′
3
线割
按图线割两端四方20(-0.007~-0.028)×59、20(+0.013~0)×5至图。
线切割
4
铣
铣键槽8(+0.1~+0.05)×55至图,去刺。
铣床
10′
5
热
表面氧化处理。
6
检
按图检,入库。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2014-03-05
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-3-4-2A
产品名称
零部件名称
轮夹体
共页
第页
材料牌号
Q235-A
毛坯种类
钢板
下料尺寸
δ40×49×70
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
气割下料尺寸:
δ40×49×70去渣
氧割
6′
2
铣
铣周边厚度36×43.5×65,铣缺口53(+0.1~0)×38.5至图(保证对称度0.05),去刺。
铣床
60′
3
钳
划钻铰:
2-¢14(+0.027~0)通孔至图,在20×20方孔处钻¢5穿线孔,去刺.
钻床
15′
4
线割
按图线割20(0~-0.009)×20(0~-0.009)方孔至图(保证对称度0.05)。
(铣方孔修锉四角给20′/件)
5
热
表面氧化处理。
6
检
按图检验,入库。
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
田伟明
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2010-1-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-9
产品名称
零部件名称
支撑面板
共页
第页
材料牌号
Q235-A
毛坯种类
钢板
下料尺寸
δ10×1005×517
每毛坯可制件数
1
每台数量
1
备注
序号
工序名称
工序内容
工艺装备
工时定额
名称
代号
单件
合计
1
下料
气割下料:
δ10×1005×517割孔¢95去渣(要求板面平整)
氧焊
60′
2
铣
铣周边至1000±0.2×512±0.2,倒锐棱去刺。
龙铣床
120′
3
镗
镗¢103(+0.1~0)孔至图,孔倒角。
镗床
60′
4
钳
划钻攻:
C1/2螺孔,4-¢11孔至图,去刺.
钻床
30′
5
漆
表面刷底漆及喷白色漆。
6
检
按图检验,入库
编制(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
吴小龙
标记
处数
更改文件号
签名
日期
标记
处数
更改文件号
签名
日期
2009-12-4
广东富山玻璃机械有限公司
机械加工工艺过程卡
产品型号
FDJ350
零部件代号
-11A
 升级会员
升级会员 