智能工厂实训中心建设.docx
《智能工厂实训中心建设.docx》由会员分享,可在线阅读,更多相关《智能工厂实训中心建设.docx(52页珍藏版)》请在冰豆网上搜索。
智能工厂实训中心建设
一、智能工厂总体介绍
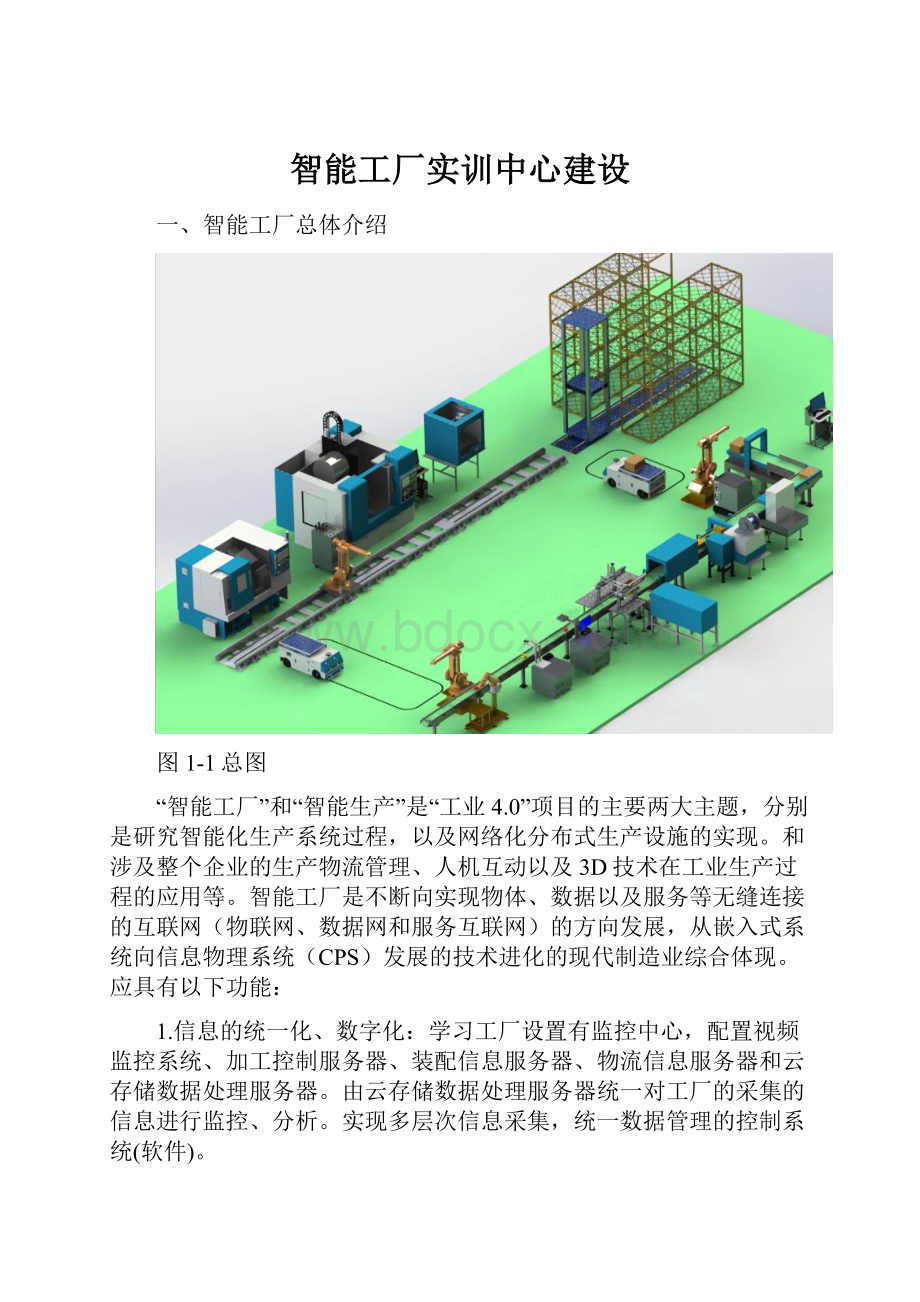
图1-1总图
“智能工厂”和“智能生产”是“工业4.0”项目的主要两大主题,分别是研究智能化生产系统过程,以及网络化分布式生产设施的实现。
和涉及整个企业的生产物流管理、人机互动以及3D技术在工业生产过程的应用等。
智能工厂是不断向实现物体、数据以及服务等无缝连接的互联网(物联网、数据网和服务互联网)的方向发展,从嵌入式系统向信息物理系统(CPS)发展的技术进化的现代制造业综合体现。
应具有以下功能:
1.信息的统一化、数字化:
学习工厂设置有监控中心,配置视频监控系统、加工控制服务器、装配信息服务器、物流信息服务器和云存储数据处理服务器。
由云存储数据处理服务器统一对工厂的采集的信息进行监控、分析。
实现多层次信息采集,统一数据管理的控制系统(软件)。
2.生产制造的互动性:
学习工厂配有相应APP控制软件,管理人员可以根据权限不同使用移动信息终端,对工厂的各环节进行监控。
同时用户可以使用手机对可生产的产品进行选单/定制。
3.加工过程的自动化、信息化:
学习工厂的加工系统由数控车床、数控加工中心、3D打印机及6自由度工业机器人、安全系统组成。
分别实现阀杆、阀芯、密封圈的自主加工,并由机器人自动对原料/工件的装载和卸载。
同时配有MDC产品(功能),可以监测设备的状态、当前加工任务、利用率等实时信息,使加工透明、受控。
4.装配快速、准确化:
学习工厂的装配系统由双规格六自由度机器人、RFID识别系统、视觉检测系统、安全系统等组成。
通过RFID和视觉系统识别检测,由双机器人协同快速并准确的完成阀门的装配工作。
5.物流输送的智能化、自主化:
学习工厂物流输送系统由两套AGV移动机器人、RFID系统、带有差倍速系统的输送线等组成。
由AGV移动机器人根据运载能力结合RFID识别系统,自主的对工件和成品进行选择性输送。
同时由带有差速系统的输送线将成品输送各包装区进行包装检测。
6.质量检测可靠性、可追塑性:
学习工厂质检系统由多角度视觉检测系统、高清摄像头、打标机及检测组件组成。
成品由视觉检测系统进行多方位多角度进行可靠的检测分析,并由高清摄像头进行时时记录,同时对检测合格的成品进行打标,保证成品的可追塑性。
7.包装的无人化:
学习工厂的包装区由整列机构、全自动封箱机、自动贴标机、自动捆扎机、自动薄膜缠绕机、堆叠机器人等组成。
先用的设备都为全自动设备配合输送线自动完成货品的装箱打包、贴标、捆扎、封膜的全过程。
由堆叠机器人合理的进行放置。
8.仓储的规化:
学习工厂的仓储系统由激光扫描仪、搬运机器人、标准货架、配套仓储管理产品。
成品由扫描仪进行信息的录入过程,由仓储管理系统根据信息控制搬运机器人放置在规定的库位,并建立仓储档案。
9.绿色环保可视化:
学习工厂配有OMRON-KM50可视能源系统(ESmartView)和物联网环境检测系统。
建立分布性监测点,可对每套设备的能耗和使用情况,同时对工厂环境的温度、温度、O2、PM2.5、噪声等实时指示进行采集和传输。
利用集中式数据存储服务对环境和能源实现情况进行监控分析,并可通过电子看板、手机移动终端实时获取信息。
图1-2可视能源/环境监测
而学习工厂作为实训基地的设备,它的安全性和可学习性是整个系统必不可少的重要组成部分。
安全性:
整个学习工厂在存在围运行的设备区域都建立了由安全光幕构成的警戒线,更是在有机器人运行的区域铺设了三级区域型安全垫(三级操作级、二级减速运行级、一级停止报警级),大大避免了机器伤人事件的发生。
可学习性:
整个学习工厂在云存储中建立了丰富的教学资源和学习资料,并针对每个工作涉及的知识点,建立相应的功能仿真演示、学习资料库。
在每个工作的站的特定位置上设有二维码,学员可以使用具有二维码扫描功能的移动终端进行扫描进入相应资料库学习和了解决。
二、智能工厂实训中心的组成
根据制造型企业现场管理及布局原则,实训室改造成为做学教一体化的教学实训中心,其中由“教学区”、“监控中心”、“智能工厂”、“讨论区”、“更衣区”、和“消防及清洁区”等功能区域组成。
智能工厂设备配置
序号
配置名称
参数描述/规格型号
单位
数量
备注
一、教学系统区
1
教学多媒体主控台
ZHGC-SJT-01
套
1
2
主控台产品配件包
ZHGC-SJT-02
套
1
二、智能工厂
1
监控中心
ZHGC-SJD01-01-01
套
1
2
加工系统
ZHGC-SJD01-01-02
套
1
3
装配系统
ZHGC-SJD01-01-03
套
1
4
输送系统
ZHGC-SJD01-01-04
套
1
5
包装系统
ZHGC-SJD01-01-05
套
1
6
仓库系统
ZHGC-SJD01-01-06
套
1
7
能源检测系统
ZHGC-SJD01-01-08
套
1
8
环境检测系统
ZHGC-SJD01-01-16
套
1
9
耗材配件包
ZHGC-SJD01-02-01
套
1
10
易损件配件包
ZHGC-SJD01-02-02
套
1
三、教学情景化建设配置
1
做学教一体化环境建设方案,配置1套。
三、智能工厂实训系统
1.设备图片
图1-3设备平面图
2.概述
随着工业4.0概念的提出和当前制造业发展的趋势,发展智能工厂已经刻不容缓。
智能工厂是从嵌入式系统向信息物理系统(CPS)发展的技术进化。
作为未来第四次工业革命的代表,工业4.0不断向实现物体、数据以及服务等无缝连接的互联网(物联网、数据网和服务互联网)的方向发展。
智能工厂包含物流仓储系统、自动化加工系统、自动装配系统、检测系统、输送系统、AGV运载系统、一体化包装系统、RFID识别系统、环境检测系统、能源检测系统、安全系统以及信息物理系统(CPS)等。
3.产品参数
(1)交流电源:
三相五线AC380V±10%50Hz;
(2)温度:
-10~50℃;环境湿度:
≤90%无水珠凝结;
(3)外形尺寸:
长×宽×高18000mm×8000mm×2500mm;
(4)整机功耗:
≤4.5kVA;
(5)安全保护措施:
实训台桌面采用高绝缘、高强度、耐高温的高密度板。
具有接地保护、漏电保护功能,安全性符合相关的国标标准。
采用高绝缘的全型插座及带绝缘护套的高强度安全型实验导线。
4.产品结构
学习工厂从功能上由七大工作区组成,分别为制造加工区、自动装配区、质量检测区、物流输送区、全自动包装区、物流仓储区、现场监控中心区。
工厂整体运行由现场监控中心的EPR系统进行统一管控。
(1)现场监控中心区:
虚拟工厂环境学习平台:
虚拟学习平台是学习工厂的另一套学习型EPR平台。
虚拟平台可以虚拟仿真真实工厂的管理流程及运行模式,学员可以平台中进行角色扮演(操作员、技术员、管理员、控制员、安全员等),体验真实工厂中的各人员的工作职责和工作流程,并学习产品从设计-采购-制造-发货的全过程的各个环节。
而且可以互相轮职,了解决不同角色的所需要掌握的知识和技能,更好的让学员知道自身所善长和自身还不足的地方。
通过虚实结合掌握更全面的知识和了解工业4.0。
信息物理系统(cyberphysicalsystems,简称CPS)作为计算进程和物理进程的统一体,是集成计算、通信与控制于一体的下一代智能系统。
信息物理系统通过人机交互接口实现和物理进程的交互,使用网络化空间以远程的、可靠的、实时的、安全的、协作的方式操控一个物理实体。
智能工厂中,每个工作单元都能实现数据交换,可实时监控设备的工作状态、加工效果以及对加工周期的预判等。
信息物理系统让物理设备具有计算、通信、精确控制、远程协调及自治功能。
云管理系统:
云系统由软件、硬件及安全组件构成,具有性价比高、安全稳定、寿命长、功能强、高可管及易维护的使用效果,可以帮助多机用户以最低的投入实现最高效的计算机应用效果。
智能工程云管理系统有效记录着智能工程的生产过程、设备状况、故障记录和用户数据等相关信息
移动客户端就是可以在手机终端运行的软件。
随着智能手机的崛起,移动互联网在短短几年被广大手机用户所接受,移动客户端具有用户粘度好、使用灵活方便、可扩展性好的诸多优点。
(2)制造加工区:
由数控车床、加工中心、3D打印机、上下料搬运机器人、运行地轨、控制器等组成。
图1-4制造加工区
加工系统接收监控中心发布到任务后,由上下料机器人(装有多种夹具)依据加工次序在地轨上运行分别对数控车床、加工中心进行上料操作,数控车床、加工中心根据DNC传送的加程序,分别进行阀杆的加工作业和阀芯的加工作,同时3D打印机依据中心数据打印密封圈。
待各加工单元完成配件的加工任务后,上下料机器人依据完成次序将配件分别搬运到带有RFID芯片托盘的AVG停靠站上,同时在料后根据任务情况,再次上料供其加工作业。
(3)自动装配区:
由大、小六自由度机器人、装配台、RFID检测系统、输送停靠站、配件暂存架等组成。
图1-5自动装配区
AGV移动机器人将加工完成的配件,运行到停靠站时,由RFID检测配件的信息,由放置搬运到相应的暂存架上,待配件机器人装配作业。
暂存架上的配件满足装配要求时,由大、小双机器人(装有多种夹具)协同进行快速装配作业,将阀杆、密封圈装配到阀芯中,上螺丝装配完成。
(4)质量检测区:
由多角度视觉检测、高清摄像头、打标机、不合格转存机构、RFID系统、传感系统等组成。
图1-6视觉/摄像检测
装配区完成的阀门由物流输送系统,输送过到质量检测区。
由多角度视觉检测系统,对阀门的外观、尺寸、装配要求等多角度检测。
检测可格的阀门送入打标,由系统对RFID读职的阀门的过程信息统一编码,由打标机将编码打到阀门统一编码区,完成质检测过程。
同时由高清摄像头记录整个检测过程,并与阀门信息统一存入服务器中,方便阀门的追塑过程。
如果质量检测区检测阀门达不到要求,并将视屏信息和检测数据一并记录在服务器中,可供对产品的合格率、问题存的地方查询,为后续系统改进提供依据。
并由分拣机构将不合格品,导入不合品存放库。
并通知制造区还再加工一套配件,来满足任务需求。
(5)物流输送区:
由AGV移动机器人、差线输送线、RFID检测系统、产品输送线、外包输送线、传感系统等组成。
图1-7AGV小车
AGV移动器人依据各系统区的信息,自主来往于系统停靠站台。
在制造区和装配区往返,通过RFID系统准确的将制造区生产的配件,输送到装配区的相应的停靠站。
在物流仓储区与包装区往返,将包装区打包堆垛完成的成品搬运到物流仓储区。
产品/包输送线分别输送装配完成的产品和产品的外箱。
分别完成产品的质检、打标的输送,外包装的整列、封箱、捆扎、包膜等到最后的成品的码垛的输送全过程。
RFID系统对整个输送系统起到信息指导及信息记录识别作用,每个工件托盘上都设有RFID载体芯片,记录每个配件及工件的信息,同时供整个系统进行信息采集及信息识别作用。
(6)包装区:
由自动整列机、自动封箱机、自动捆扎机、自动封膜机、自动贴标机、板式叠垛机、传感系统等组成
图1-8自动整列机
质检完成并记录打标的产品,由三轴整列机将产品4位一组有序的放置在外包箱中。
再由自动封箱、自动捆扎机、自动封膜机,有序的完成外包的封箱、捆扎、箱体的薄膜封膜等作业。
箱体封膜后由自动贴标机,将成品过程信息(数量、生产日期、时间、类型)打标贴到箱体的识别区。
用于成品的识别。
再由叠垛机将成品堆垛完成待入库。
图1-9包装线
(7)物流仓储区由立体式架台、巷道式堆垛机、行走机构、起升机构、载货台、激光扫描仪、传感系统等组成。
图1-10立体库
堆垛完成的成品由到AGV小车搬运到载位台,由激活扫描仪将成品的信息上传到仓储服务器中,由系统确认信息后统一数字管理,确认库位由行走机构将成品送到相应的库位中,完成入库操作。
再由系统根据客户信息,确认出库发货。
5.智能工厂的功能特点
(1)安全性:
整个学习工厂在存在围运行的设备区域都建立了由安全光幕构成的警戒线,更是在有机器人运行的区域铺设了三级区域型安全垫(三级操作级、二级减速运行级、一级停止报警级),大大避免了机器伤人事件的发生
图1-11安全光幕、安全垫
(2)学习性:
整个学习工厂在云存储中建立了丰富的教学资源和学习资料,并针对每个工作涉及的知识点,建立相应的功能仿真演示、学习资料库。
在每个工作的站的特定位置上设有二维码,学员可以使用具有二维码扫描功能的移动终端进行扫描进入相应资料库学习和了解。
图1-12二维码扫描
(3)多重网络性:
整个学习工厂包含了设备层的通讯网络(AS-I、RS485)、控制层的以太网、现在总线、无线网络,管理层的MES、ERP、云管理等。
学员可以了解设备层、控制层、管理层,各层的网络的区别和应用特点,直观学习各网络知识。
(4)互动性:
学习工厂配套多种远程控制终端,和APP软件,学员可以从管理层角度了解整个系统的运行过程。
也可以从用户的角度,从定单到生产到发送的整个运行过程。
更深入的了解工业4.0在制造生产中的体现。
配合移动APP学习平台。
让学员直观且随时学习。
6.设备配置清单
(1)监控中心主要配置清单
序号
配置名称
参数描述/规格型号
单位
数量
备注
1
企业管理平台
U8
套
1
2
生产管理平台
MES-PrO
套
1
3
可视化能源平台
ESmartView
套
1
4
物联网环境监控平台
YLSmartHomeControl
套
1
5
云存储服务器平台
套
1
6
VBSE虚拟工厂平台
VBSE虚拟工厂环境学习系统
套
1
7
制造加工服务器
万全T350G7系列
套
1
8
物流监控服务器
万全T350G7系列
套
1
9
装配服务器
万全T350G7系列
套
1
10
视频服务器
DS-6001HC
套
1
11
红外监控设备
红钱摄像机、红外对射探测器、拾音器
套
1
(2)制造生产区主要配置清单
序号
配置名称
参数描述/规格型号
单位
数量
备注
数控车床
1
数控系统
发那科0imate(可选)
台
1
2
驱动单元
发那科交流伺服系统(可选)
套
1
3
车机床机械单元
1、自动三爪卡盘
2、4工位电动刀架
3、全齿轮8挡,挂挡调速
4、工作围;床身最大回转直径Φ360mm;
5、滑板最大回转直径Φ110mm;
6、最大加工直径Φ320mm;
7、最大加工长度排刀:
300mm;
8、最大加工长度刀塔:
220mm
9、最大钻孔直径Φ6mm;
10、最大攻丝直径M6mm;
11、极限行程X轴325mm;Z轴330mm;
12、快移速度X轴、Z轴24m/min
13、床身角度45°整体床身;
14、导轨跨度362mm
15、机床外形尺寸≥2180mm×1450mm×1680mm
台
1
4
润滑单元
电动润滑泵
套
1
加工中心
5
数控系统
发那科0imateMD
套
1
6
驱动单元
发那科交流伺服系统
套
1
7
刀库单元
16把斗笠式刀库或24把刀臂式刀库
套
1
8
数控机床机械单元
1、自动刀具交换系统(ATC)
2、螺旋排屑器
3、全密闭式护罩
4、简易油水分离器
5、自动润滑系统
6、刚性攻牙
7、地脚螺栓及垫块
8、M30自动断电系统
9、工具箱
10、蓄屑车
11、工作灯
12、手提吹屑空气枪
13、主轴气幕防尘系统
14、警示灯
15、RS-232接口及DNC功能
16、电气箱热交换器
17、工件冷却系统
套
1
9
工作台
1.工作台规格(长×宽)≥800mm×420mm
2.工作台最大载重500kg
3.X坐标行程600mm
4.Y坐标行程420mm
5.Z坐标行程520mm
套
1
3D打印机
10
PanowinF3CL型3D打印机
可以完美实现你的曲面模型与装配模型,解决市场上廉价3D打印机无法实现复杂,曲面结构以及需要组装模型部件的普遍问题
1、打印成型尺寸:
约240*215*215毫米(mm)
2、打印精度:
XY轴12.5微米(μm)
Z轴1.875微米(μm)
3、运动控制方式:
全闭环光栅尺控制
4、最快打印速度:
180毫米/秒(厚度0.05mm)
5、最小打印厚度:
0.05毫米(mm)
6、电压:
100-240V,50-60Hz
7、机器重量:
30公斤(kg)
8、炫彩LED照明:
4路LED照明(LEDlighting)
9、温控挤出喷口直径:
0.4毫米(mm)
10、固件:
全新操作系统固件PaladinV2.1(可升级)
11、额定功率:
250W
12、PLA(聚乳酸):
3毫米(mm)
套
1
11
设计电脑
I5/4G/500G/独显/19.5寸
套
1
12
3D打印耗材
1、耗材种类:
PLA,ABS等
2、耗材直径:
3毫米(mm)
套
1
上下料机器人
13
工业机器人
负载能力5Kg;控制轴6轴。
重复定位精度±0.02mm。
动作围:
J1轴+170°to-170、J2轴+70°to-70°、J3轴+70°to-65°、J4轴+70°to-150°、J5轴+115°to-115°、J6轴+300°to-300°;工作围:
144mm。
TCP最大速度:
2.1m/s;本体重量≥225kg。
套
1
14
气动手爪
MHC2-20D、MHZ2-20D
套
1
15
伺服电机
V900.75KW
套
1
16
地轨
长度12000mm:
宽度700mm
套
1
控制器
17
可编程控制器
西门子S7-1500CPU1515-1PN
套
3
18
阀岛
EX-260支持以网通讯
套
2
19
能源传感器
KM50KM50单相2线制;功耗:
7VA以下;
时刻2010~2099年(也适用于闰年)
精度:
±1.5分钟/月(23℃时)
时刻备份保持期限7天(断电时)(23℃时)
套
4
20
无线射频
V680存储器容量:
2.000字节(用户区域);数据保存时间:
数据写入后10年;
数据改写次数:
每个区10万亿次、
访问次数:
10万亿次
IP68(IEC60529:
2001)、耐油相当于IP67G(JISC0920:
2003附录1)
2IPX9K(DIN40050标准)
套
1
21
触摸屏
fort12寸,1600万色LED背光,16:
9宽屏显示,触摸屏,12MB用户存
套
1
22
其他
传感器、气缸、线缆
套
1
(3)自动装配区主要配置清单
序号
配置名称
参数描述/规格型号
单位
数量
备注
1
工业机器人
负载能力5Kg;控制轴6轴。
重复定位精度±0.02mm。
动作围:
J1轴+170°to-170、J2轴+70°to-70°、J3轴+70°to-65°、J4轴+70°to-150°、J5轴+115°to-115°、J6轴+300°to-300°;工作围:
144mm。
TCP最大速度:
2.1m/s;本体重量≥225kg。
套
1
2
工业机器人
6关节的工业机器人,具体参数如下:
1、规格:
工作围:
580mm;有效荷重:
3kg。
2、特性:
手腕设10路集成信号,4路空气(5bar),重复定位精度为0.01mm,机器人可安装在任意角度,防护等级为IP30,控制器选用IRC5紧凑型/IRC5单柜或面板嵌入式。
3、各轴运动围及最大运行深度:
轴1旋转围:
+165°~-165°,最大运行速度250°/s。
轴2手臂旋转围:
+110°~-110°,最大运行速度250°/s。
轴3手臂旋转围:
+70°~-90°,最大运行速度250°/s。
轴4手腕旋转围:
+160°~-160°,最大运行速度320°/s。
轴5弯曲旋转围:
+120°~-120°,最大运行速度320°/s。
轴6翻转旋转围:
+400°~-400°,最大运行速度420°/s。
4、1kg拾料节拍:
25×300×25mm0.58s,TCP最大速度:
6.2m/s,TCP最大加速度:
28m/s2,加速时间:
0-1m/s0.07s。
套
1
3
气动手爪
MHC2-20D、MHZ2-20D
套
2
4
无线射频
V680存储器容量:
2.000字节(用户区域);数据保存时间:
数据写入后10年;
数据改写次数:
每个区10万亿次、
访问次数:
10万亿次
IP68(IEC60529:
2001)、耐油相当于IP67G(JISC0920:
2003附录1)
2IPX9K(DIN40050标准)
套
1
5
可编程控制器
西门子S7-1500CPU1515-1PN
套
1
6
触摸屏
fort12寸,1600万色LED背光,16:
9宽屏显示,触摸屏,12MB用户存
套
1
7
能源传感器
KM50单相2线制;功耗:
7VA以下;
时刻2010~2099年(也适用于闰年)
精度:
±1.5分钟/月(23℃时)
时刻备份保持期限7天(断电时)(23℃时)
套
1
8
安全垫
三级安全警戒设备,区域型安全
套
1
9
其他
传感器、气缸、线缆
(4)质量检测区主要配置清单
序号
配置名称
参数描述/规格型号
单位
数量
备注
1
LED光源
24V60-W白光
套
1
2
工业镜头
M2514-MP2f=25F1.4
套
1
3
彩色相机
彩色照相机:
250
分辨率:
30万像素
电子快门:
在1/10至1/50,000s围选择快门速度
帧速率:
80帧/秒(12.5ms)
套
1
4
视觉可编程控制器
可读取的代码:
<条形码>JAN/EAN/UPC(包含附加代码),Code39,Codabar(NW-7),ITF(每隔5行扫描2行),Code93,Code128,GS1-128,GS1DataBar(RSS-14/RSS限制/RSS扩展)<2D代码>DataMatrix(ECC200),QRCode
操作:
触控笔、鼠标
监视器口:
模拟RGB视频输出,1个通道(分辨率:
XGA1,024×768点)
最大电流:
5A
工作环境:
0至45℃/0至50℃(请参见注3。
),保存时:
-20至65℃(无结冰或结露)
重量:
大约3.2kg
串行通讯:
RS-232C/422A:
1CH
网络通讯:
以太网100BASE-TX/10BASE-T
套
1
4
高清摄像头
动态分辨率:
1920*1080
高清镜头:
最大帧频:
30FPS
套
1
5
可编程控制器
西门子S7-1500CPU1515-1PN
套
1
6
触摸屏
fort
 升级会员
升级会员 