合同评审记录教程文件.docx
《合同评审记录教程文件.docx》由会员分享,可在线阅读,更多相关《合同评审记录教程文件.docx(16页珍藏版)》请在冰豆网上搜索。
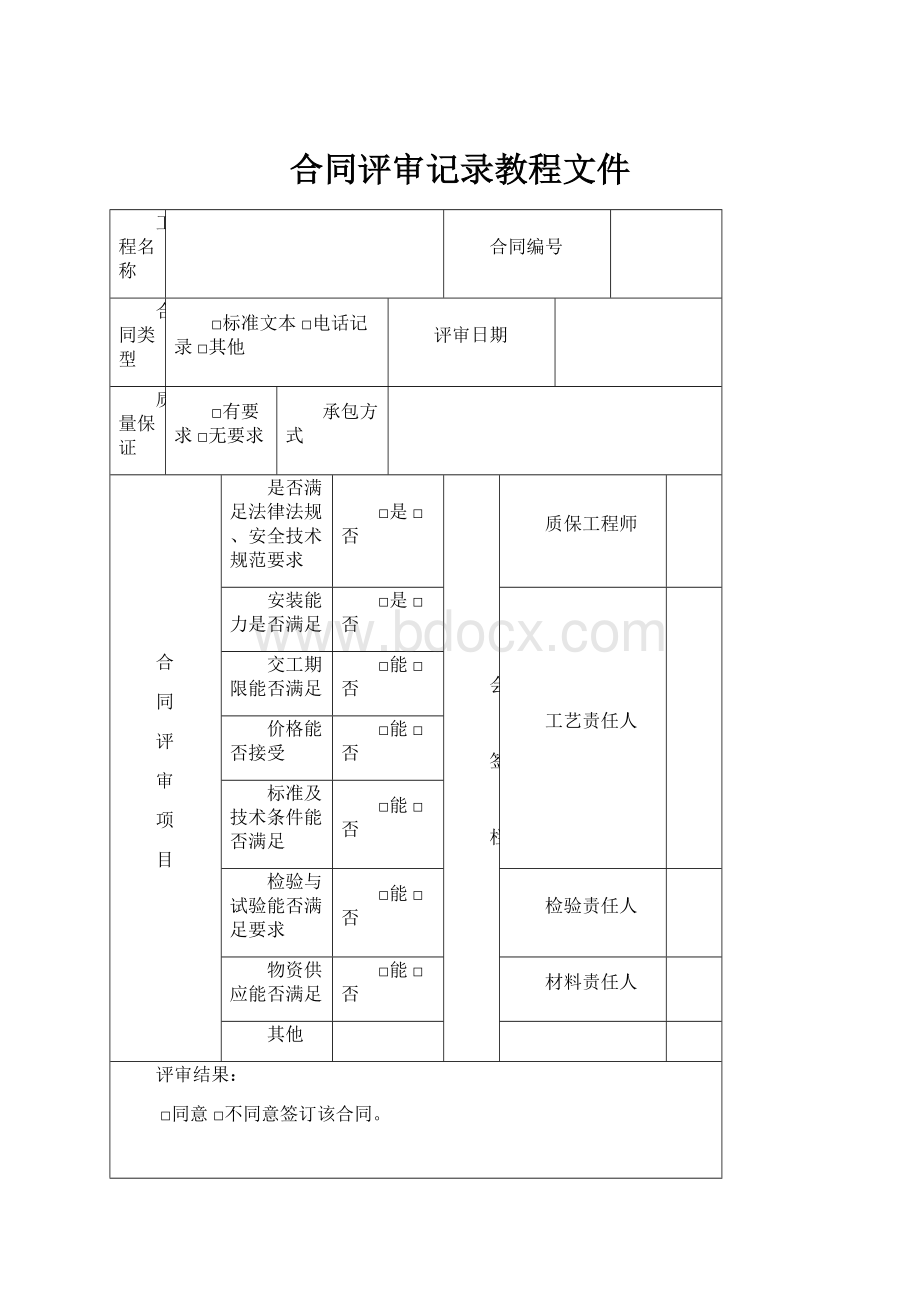
合同评审记录教程文件
工程名称
合同编号
合同类型
□标准文本□电话记录□其他
评审日期
质量保证
□有要求□无要求
承包方式
合
同
评
审
项
目
是否满足法律法规、安全技术规范要求
□是□否
会
签
栏
质保工程师
安装能力是否满足
□是□否
工艺责任人
交工期限能否满足
□能□否
价格能否接受
□能□否
标准及技术条件能否满足
□能□否
检验与试验能否满足要求
□能□否
检验责任人
物资供应能否满足
□能□否
材料责任人
其他
评审结果:
□同意□不同意签订该合同。
为此,装潢美观,亮丽,富有个性化的店面环境,能引起消费者的注意,从而刺激顾客的消费欲望。
这些问题在今后经营中我们将慎重考虑的。
经理:
日期:
根据调查资料分析:
大学生的消费购买能力还是有限的,为此DIY手工艺品的消费不能高,这才有广阔的市场。
备注:
为了解目前大学生对DIY手工艺品制作的消费情况,我们于己于人2004年3月22日下午利用下课时间在校园内进行了一次快速抽样调查。
据调查本次调查人数共50人,并收回有效问卷50份。
调查分析如下:
然而影响我们大学生消费的最主要的因素是我们的生活费还是有限,故也限制了我们一定的购买能力。
因此在价格方面要做适当考虑:
我们所推出的手工艺制品的价位绝大部分都是在50元以下。
一定会适合我们的学生朋友。
(1)专业知识限制
(4)创新能力薄弱
合同评审记录QNJL05
附件
(一):
技术交底记录
(1)政策优势QNJL36
建设单位
海洋中集来福士海洋工程有限公司
交底日期
2013.6.20
工程名称
海洋中集来福士海洋工程有限公司3#合拢生产线项目
交底地点
4、“体验化”消费施工现场
服饰□学习用品□食品□休闲娱乐□小饰品□交底简要内容及有关事项:
1、碳钢材料可采用机械加工方法或火焰切割方法切割和制备坡口;不锈钢材料采用机械加工或等离子切割方法切割和制备坡口。
不锈钢管采用砂轮切割或修磨时,应使用专用砂轮片。
2、弯管制作:
碳钢钢管采用热弯制作,弯管温度自始至终保持在900℃以上;不锈钢钢管采用冷弯制作。
3、支吊架:
管道支吊架的制作按“动力设施标准图集”05R417-1施工。
4、所用焊工应具有《特种设备焊接作业证》,且具有相应的合格项目。
5、氧气、天然气管道应静电接地,每对法兰或螺纹接头间电阻值大于0.03Ω时,应设导线跨接;不锈钢管道,导线跨接或接地引线不得与不锈钢管道直接焊接,应采用与管材相同材料的接地板过渡,静电接地安装完毕后,进行测试,接地电阻不大于10Ω,电阻值超过10Ω时应进行调整。
6、试验范围内的管道安装工程除防腐外,已按设计图纸全部完成,安装质量符合有关规定。
试验用压力表已校验,并在有效期内,其精度不得低于1.6级,表的满刻度值应为被测最大压力的1.5~2倍,压力表不得少于2块
7、管道压力试验合格后,应进行管道吹扫和清洗。
8、氧气管道所用管子、管件按设计文件的要求进行脱脂。
9、氧气管道、天然气管道同地沟敷设,沟内用黄沙填满,地沟盖板以下不得留有空隙,应严禁与其它地沟相通。
交底人:
(责任人)接受人:
管道元件检验记录QNJL56
名称
规格
材质
标准
批号
数量
备注
质量证明书审查
质证书编号
许可标志审查
标记核查
序号
检验项目
检验结果
备注
尺寸
外观
检验结论:
检验员:
日期:
焊材检验记录QNJL35
焊材名称
牌号
规格
制造厂家
出厂日期
质证书号
批号
验收标准
重量(kg)
检验结果
质证书审查
标记移植号
焊条
外观
质量
包装
受潮情况
药皮
锈蚀情况
偏心度
焊丝
包装检查
锈蚀情况
直径实测尺寸(mm)
焊剂
包装检查
锈蚀情况
颗粒检查
复验结果及报告编号(当有复验要求时)
结
论
经检验该焊材符合_____________,结论:
___________。
检验员:
日期:
材料责任人:
日期:
焊接工艺卡QNJL36
接头简图:
焊接顺序
焊接工艺卡编号
01
1、焊接前先检查接头组对的质量,满足要求后,
接头名称
管与管、管与管件对接接头
对坡口内外两侧20mm范围内清理出金属光泽,
不满足要求不得施焊,并向有关人员汇报。
2、用氩弧焊不摆动施焊第一层,焊后进行外
观检查,第1层外观合格后,焊接第2层,施焊
第2层时,电弧在5mm范围内摆动。
焊接工艺评定编号
PQR-002
3、第2层外观合格后,焊接第3层,施焊第3层
时,电弧在5mm范围内摆动。
4、引弧应在坡口内,不得在焊缝外息弧。
焊工持证项目
5、焊后进行外观检查,认为合格后,提供专检。
检验
序号
本厂
锅检所
第三方或用户
母材
A106
厚度(㎜)
12.7
1
√
√
A106
12.7
焊缝金属
TIG-50
厚度(㎜)
3
焊接位置
1G、2G、5G
J506
9.7
施焊技术
氩弧焊
层—道
焊接
方法
填充材料
焊接电流(A)
焊接电压(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
手工电弧焊
牌号
直径
极性
电流(A)
预热温度
≥5℃
1
GTAW
TIG-50
¢2.4
DC+
100-140
12-14
层间温度
≤200℃
2
SMAW
J506
¢3.2
DC-
100-130
23-26
焊后热处理
/
3
SMAW
J506
¢3.2
DC-
100-130
23-26
钨极直径
¢2.5
喷嘴直径
¢10
气体成分
Ar
气体
流量
正面
6-9L/min
反面
/
/
编制:
日期:
审核:
日期:
批准:
日期:
焊接工艺卡QNJL36
接头简图:
焊接顺序
焊接工艺卡编号
02
1、焊接前先检查接头组对的质量,满足要求后,
接头名称
管与管、管与管件对接接头
对坡口内外两侧20mm范围内清理出金属光泽,
不满足要求不得施焊,并向有关人员汇报。
2、用氩弧焊不摆动施焊第一层,焊后进行外
观检查,第1层外观合格后,焊接第2层,施焊
第2层时,电弧在5mm范围内摆动。
焊接工艺评定编号
PQR-002
3、第2层外观合格后,焊接第3层,施焊第3层
时,电弧在5mm范围内摆动。
4、引弧应在坡口内,不得在焊缝外息弧。
焊工持证项目
5、焊后进行外观检查,认为合格后,提供专检。
检验
序号
本厂
锅检所
第三方或用户
母材
A106
厚度(㎜)
7.11
1
√
√
A106
7.11
焊缝金属
TIG-50
厚度(㎜)
2
焊接位置
1G、2G、5G
J506
5.11
施焊技术
氩弧焊
层—道
焊接
方法
填充材料
焊接电流(A)
焊接电压(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
手工电弧焊
牌号
直径
极性
电流(A)
预热温度
≥5℃
1
GTAW
TIG-50
¢2.4
DC+
100-140
12-14
层间温度
≤200℃
2
SMAW
J506
¢3.2
DC-
100-130
23-26
焊后热处理
/
3
SMAW
J506
¢3.2
DC-
100-130
23-26
钨极直径
¢2.5
喷嘴直径
¢10
气体成分
Ar
气体
流量
正面
6-9L/min
反面
/
/
编制:
日期:
审核:
日期:
批准:
日期:
焊接工艺卡QNJL56
接头简图:
焊接顺序
焊接工艺卡编号
03
1、焊接前先检查接头组对的质量,满足要求后,
接头名称
管与管、管与管件对接接头
对坡口内外两侧20mm范围内清理出金属光泽,
不满足要求不得施焊,并向有关人员汇报。
2、用氩弧焊不摆动施焊第一层,焊后进行外
观检查,第1层外观合格后,焊接第2层,施焊
第2层时,电弧在5mm范围内摆动。
焊接工艺评定编号
PQR-001
3、第2层外观合格后,焊接第3层,施焊第3层
时,电弧在5mm范围内摆动。
4、引弧应在坡口内,不得在焊缝外息弧。
焊工持证项目
5、焊后进行外观检查,认为合格后,提供专检。
检验
序号
本厂
锅检所
第三方或用户
母材
A106
厚度(㎜)
3.05
1
√
√
A106
3.05
焊缝金属
TIG-50
厚度(㎜)
3.05
焊接位置
1G、2G、5G
施焊技术
氩弧焊
层—道
焊接
方法
填充材料
焊接电流(A)
焊接电压(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
手工电弧焊
牌号
直径
极性
电流(A)
预热温度
≥5℃
1
GTAW
TIG-50
¢2.4
DC+
90-150
10-15
层间温度
≤200℃
2
GTAW
TIG-50
¢2.4
DC+
90-150
10-15
焊后热处理
/
钨极直径
¢2.5
喷嘴直径
¢10
气体成分
Ar
气体
流量
正面
6-9L/min
反面
/
/
编制:
日期:
审核:
日期:
批准:
日期:
焊接工艺卡QNJL36
接头简图:
焊接顺序
焊接工艺卡编号
04
1、焊接前先检查接头组对的质量,满足要求后,
接头名称
管与管、管与管件对接接头
对坡口内外两侧20mm范围内清理出金属光泽,
不满足要求不得施焊,并向有关人员汇报。
2、用氩弧焊不摆动施焊第一层,焊后进行外
观检查,第1层外观合格后,焊接第2层,施焊
第2层时,电弧在5mm范围内摆动。
焊接工艺评定编号
PQR-001
3、第2层外观合格后,焊接第3层,施焊第3层
时,电弧在5mm范围内摆动。
4、引弧应在坡口内,不得在焊缝外息弧。
焊工持证项目
5、焊后进行外观检查,认为合格后,提供专检。
检验
序号
本厂
锅检所
第三方或用户
母材
A106
厚度(㎜)
3.05/3.91/5.16/5.49
1
√
√
A106
3.05/3.91/5.16/5.49
焊缝金属
TIG-50
厚度(㎜)
3.05/3.91/5.16/5.49
焊接位置
1G、2G、5G
施焊技术
氩弧焊
层—道
焊接
方法
填充材料
焊接电流(A)
焊接电压(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
手工电弧焊
牌号
直径
极性
电流(A)
预热温度
≥5℃
1
GTAW
TIG-50
¢2.4
DC+
90-150
10-15
层间温度
≤200℃
2
GTAW
TIG-50
¢2.4
DC+
90-150
10-15
焊后热处理
/
钨极直径
¢2.5
喷嘴直径
¢10
气体成分
Ar
气体
流量
正面
6-9L/min
反面
/
/
编制:
日期:
审核:
日期:
批准:
日期:
焊接工艺卡QNJL36
接头简图:
焊接顺序
焊接工艺卡编号
05
1、焊接前先检查接头组对的质量,满足要求后,
接头名称
管与管、管与管件对接接头
对坡口内外两侧20mm范围内清理出金属光泽,
不满足要求不得施焊,并向有关人员汇报。
2、用氩弧焊不摆动施焊第一层,焊后进行外
观检查,第1层外观合格后,焊接第2层,施焊
第2层时,电弧在5mm范围内摆动。
焊接工艺评定编号
PQR-003
3、第2层外观合格后,焊接第3层,施焊第3层
时,电弧在5mm范围内摆动。
4、引弧应在坡口内,不得在焊缝外息弧。
焊工持证项目
5、焊后进行外观检查,认为合格后,提供专检。
检验
序号
本厂
锅检所
第三方或用户
母材
A106
厚度(㎜)
5.16/5.49
1
√
√
A106
5.16/5.49
焊缝金属
TIG-50
厚度(㎜)
5.16/5.49
焊接位置
1G、2G、5G
施焊技术
氩弧焊
层—道
焊接
方法
填充材料
焊接电流(A)
焊接电压(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
手工电弧焊
牌号
直径
极性
电流(A)
预热温度
≥5℃
1
GTAW
TGS-316L
¢1.6
DC+
90-120
20-22
层间温度
≤200℃
2
GTAW
TGS-316L
¢1.6
DC+
90-120
20-22
焊后热处理
/
钨极直径
¢2.0
喷嘴直径
¢8
气体成分
Ar
气体
流量
正面
6-9L/min
反面
/
/
编制:
日期:
审核:
日期:
批准:
日期
 升级会员
升级会员 