冷冲压模具主要材料化学成分及机械性能.docx
《冷冲压模具主要材料化学成分及机械性能.docx》由会员分享,可在线阅读,更多相关《冷冲压模具主要材料化学成分及机械性能.docx(73页珍藏版)》请在冰豆网上搜索。
冷冲压模具主要材料化学成分及机械性能
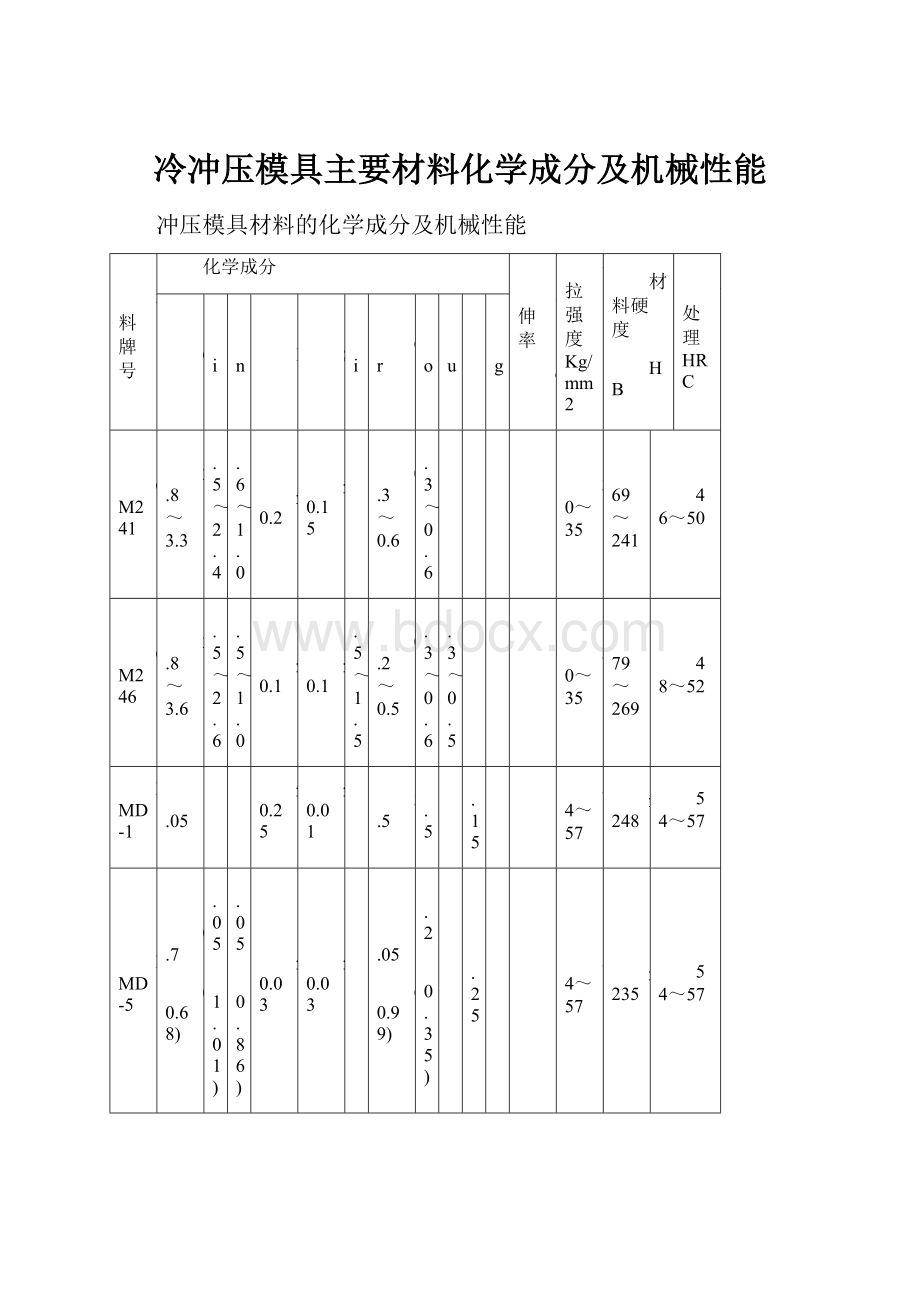
冲压模具材料的化学成分及机械性能
材料牌号
化学成分
延伸率
%
抗拉强度Kg/mm2
材料硬度
HB
热处理HRC
C
Si
Mn
P
S
Ni
Cr
Mo
Cu
V
Mg
GM241
2.8~3.3
1.5~2.4
0.6~1.0
≤0.2
≤0.15
0.3~0.6
0.3~0.6
30~35
169~241
46~50
GM246
2.8~3.6
1.5~2.6
0.5~1.0
≤0.1
≤0.1
0.5~1.5
0.2~0.5
0.3~0.6
0.3~0.5
30~35
179~269
48~52
HMD-1
1.05
1
1
≤0.25
≤0.01
3.5
0.5
0.15
54~57
≤248
54~57
HMD-5
0.7
(0.68)
1.05
(1.01)
1.05
(0.86)
≤0.03
≤0.03
1.05
(0.99)
0.2
(0.35)
0.25
54~57
≤235
54~57
ICD-1
1.05
1
1
≤0.25
≤0.01
3.5
0
0.15
54~57
54~57
ICD-5
0.7~0.75
0.9~1.2
0.9~1.2
≤0.1
≤0.1
0.9~1.2
0.2~0.4
0.1~0.15
54~57
169~269
54~57
M-190
0.4~0.5
0.2~0.5
0.9~1.2
≤0.03
≤0.03
0.8~1.1
0.35~0.5
0.5~0.7
≤0.15
16
82
≤235
55~60
SX105V
(G05)
3.3~3.8
1.7~2.8
0.2~0.7
≤0.1
≤0.1
0.5~1.5
0.2~0.8
0.03~0.08
210~238
55~58
7CrSiMnMoV
0.65~0.75
0.85~1.15
0.65~1.05
≤0.03
≤0.03
0.9~1.2
0.2~0.5
0.15~0.3
54~57
169~269
SKD11
1.4~1.6
<0.4
<0.5
≤0.1
≤0.1
11~13
0.8~1.2
<1.0
≤255
58~62
FCD-600
3.0~4.0
2.0~3.2
0.3~0.8
≤0.1
≤0.1
0.03~0.1
6
55~60
170~241
47~53
GGG-70L
3.2~3.4
1.8~-2.4
0.3~0.8
≤0.05
≤0.01
1.0(ca)
0.5(ca)
1.0(ca)
>70
210~260
54~57
KSCD-800IS
3.3~3.9
1.7~-2.6
0.2~0.7
≤0.04
≤0.02
1.0(ca)
0.0~0.5
0.2~0.8
0.2~0.8
3~10
>60
190~250
52~57
FC25
2.3~3.5
1.5~2.2
0.6~1.0
≤0.2
≤0.15
>25
149~241
32~42
FC30
2.9~3.3
1.5~2.2
0.6~1.0
≤0.1
≤0.1
3
>30
169~241
40~45
材料牌号
热处理
特征
淬火温度
回火温度
硬度HRC
ARC
TIG
WIRE
FC25
火焰淬火(高频淬火)
930℃水冷
32~42
冲压模的基本材料,铸造性和切削性良好,经济,可电镀。
需淬火提高硬度的基本不使用。
一般位置:
TC-3FGN311TTC3N
TC-3AN-2-24TC-3H
拉延筋、R:
TM-2000508GN55SN
TM-2000HGN311S
刃口:
MN-2S,TK-2506OMH-1
翻边:
TM-11Cr8
FC30
40~45
GM241
火焰淬火(高频淬火)
930℃水冷
46~50
拉延模的基本材料,铸造性和切削性比FC25和FC30稍差,、电镀比FC25和FC30优良,可渗透处理。
TM-2000(H)508M2000
TC-11No.25T2000
GM246
48~52
FCD-600
火焰淬火(高频淬火)
930℃水冷
47~53
铸造性和切削性比GM241和GM246差,耐磨性和韧性比GM241和GM246好,
同FC
GGG-70L
火焰淬火(高频淬火)
930℃水冷
54~57
材料的切削性比FCD-600差,其它各性都较FCD-600好。
电镀性优良,可渗透处理。
同FCD
KSCD-800IS
52~57
1.刃口:
TC-8B
2.耐磨:
TM2000(TC3、TC3A打底)
HMD-1
850~980℃空冷
54~57
火焰淬火专用钢,切边和翻边镶块
HMD-5
(G05)
800~1100℃空冷
54~57
ICD-1
875~950℃空冷
54~57
火焰淬火专用铸钢,切边和翻边镶块,韧性比HMD差。
ICD-5
800~1100℃空冷
54~57
7CrSiMnMoV
860~920℃空冷
160~200℃
58~62
分铸造和锻造,同HMD和ICD
M-190
850~975℃
SX105V
SKD11
(G02)
1000~1020℃(真空淬火)
500℃
58~62
淬火性好,淬火的伸缩和变形最小。
切销性最差,耐磨性优良。
适用全部的冷冲模。
可镀Cr和TD处理。
高品质模具钢对照及特性
中国
美国
日本
瑞典
德国
特性
交货状态
淬火温度
用途
GB
ASTM
JIS
ASSAB
DIN
HB
℃
冷
作
模
具
钢
CrWMn
SKS31
105W
Cr6
高硬度,中等淬透性,价格低廉。
207-255
820-840
下料模、冲头、成型模、搓丝板顶出杆及小型塑料压模等。
9Mn2V
O2
DF-2
具有良好冲载能力,热处理变形小。
≤229
780-800
厚度小于6mm以下的小型冲压模具及切纸机、刀具等。
9CrWMn
O1
SKS3
DF-3
100Mn
CrW4
淬火变形小,具有良好的刃口保持能力,热处理变形小。
197-241
820-840
薄片冲压模、手饰压花模等。
9SiCr
X100Cr
MoV51
具有高硬度良好的韧性和较好的抗回火稳定性。
197-241
860-880
下料模、冲头、搓丝板、压印模、顶出杆等
Cr5Mo1V
A2
SKD12
XW-10
X210
Cr12
空冷淬硬性铬钢,韧性极佳,高耐磨损性和抗腐蚀能力。
≤255
950-1000
拉伸模、压花模、下料模、冲压模、及耐磨塑料模等。
Cr12
D3
SKD1
X165Cr
MoV12
高碳铬钢,具有高耐磨性和抗腐蚀能力。
217-269
950-980
应用于小动载条件下要求高耐磨形状简单的拉伸模及冲载模。
Cr12MoV
X155Cr
VMo121
具有良好的淬透性,高耐磨性,韧性高。
207-255
1000-1020
下料模、冲头、滚丝轮、剪刀片、冷镦模、陶土模及热固塑料成型模等。
Cr12Mo1V1
D2
SKD11
XW-42
具有良好的淬透性,高韧性,高耐磨损性,强韧性极佳,并具有良好的抗回火稳定性,热处理变形小。
≤255
1000-1020
重型落料模、冷挤压模、深拉伸模、滚丝模、剪刀片、冷镦模、陶土模等。
7Cr7Mo2V2Si
具有高韧性,高耐磨损性,热处理变形小。
241-269
1100-1150
适用于要求强韧性及高冲击载荷下工作的冷镦、冷冲等作业模具,特别适用于标准件和钢球的冷镦模具及汽车弹簧钢板的冲孔、冲头
7CrSiMnMoV
火焰淬火模具钢,具有高淬透性,淬火温度范围宽,可用火焰加热淬火,并具有良好堆焊性
217-241
880-910
应用于要求热处理变形小而施以火焰加热局部淬火的大型镶块模具及冲压厚度、≤7mm钢板大冲压模具和剪切下料模、切纸刀、陶土模及轧辊等。
材料牌号
热处理
焊材
淬火温度
回火温度
硬度HRC
焊条
焊丝
F25
HRC32~42
FC30
HRC40~45
FCD600
HRC47~53
GM241
HRC46~55
GM246
HRC32~42
GGG70-L
KSCD-800IS
模具焊接用焊条情况
No
焊条牌号
生产厂家
使用范围
化学成份
硬度
备注
1
UTP-8
UTP
铸件的一般工作部位的焊接
C:
0.2Fe:
1.0Si:
0.2Mn:
0.2Ni:
balance
HB180
2
GRICAST-31
MESSER
铸件的一般工作部位的焊接
C:
0.5Fe45Ni:
45
HB180
3
GRICAST-62
MESSER
用于FCD材料工作部位的焊接
C:
1Fe:
40Ni55Sonstige:
4
HB200
4
MESSER-007
MESSER
铸件要求耐磨部位的焊接
C:
0.07Si:
0.96Mn:
0.89Cr:
4.92Mo:
0.91Ni:
10.91
HRC45
5
TS-12
TOKAI
用于包括29Cr-9Ni钢的铸件的所有材料的底层焊
C:
0.09Si:
0.23Mn:
1.63Cr:
30.68Ni:
9.5
6
GRINOX-29
MESSER
同上
C:
0.12Si:
1.0Mn:
0.8Cr:
29Ni:
9
HB220
7
TC-8B
TOKAI
HD-700材料的刃口焊
C:
0.27Si:
0.28Mn4.69SpecialElement:
6.17
HRC48~52
8
TK-2
TOKAI
C:
0.09Si:
1.08Mn0.88Ni:
0.83
SpecialElement:
0.55
HRC55~60
9
UTP-67S
UTP
工具钢、铸钢的焊条
C:
0.5Si:
3Mn:
0.5Cr:
9
HRC56~58
10
EA-600W
(GRIDUR-6)
MESSER
F/H钢、铸钢工作部位用焊条
C:
0.5Si:
3Mn:
0.4Cr:
9
HRC58
11
THW
TOKAI
C:
0.63Si:
0.34Mn:
1.01Cr:
5.03Mo:
1.77V:
1.02
HRC55~60
12
TM-70
TOKAI
HK-600(F/H铸钢)工作部位用焊条
C:
0.93Si:
0.55Mn:
0.55Cr:
4.85Mo:
8.5V:
1.25W1.86
HRC58~62
13
THS
TOKAI
HK-700(合金铸钢)的工作部位用焊条
C:
0.8Si:
0.3Mn:
0.35Cr:
4.15W6.7V:
2.15
Mo:
5.15
HRC58~62
14
GRIDUR-61
MESSER
用于SKD11的焊条
C:
0.3Si:
1.0Mn:
0.4Cr:
8.0Ni:
0.3Mo:
1.3W:
9.5
HRC57~59
15
TC-3N
TOKAI
铸铁用TIG焊丝
C:
0.01Si:
0.7Mn:
4.2Ni:
57.3Nb:
5.0Fe:
HRB89
Φ1.6
16
TF-5G
TOKAI
空冷钢用TIG焊丝
C;0.67Si:
1.01Mn:
1.0Ni:
0.04Cr:
1.10Mo:
0.16
HRC55~58
Φ2.0
17
铸铁焊接
硬面堆焊
不锈钢
耐热钢/镍合金
低合金钢
高强钢
铜和铜合金
铝和铝合金
铸铁用焊接材料
焊法
牌号
标准
说明
焊条
TC-1
DFCNi
纯Ni
TC-3
DFCNiFe
Fe-Ni
TC-3A
DFCNiFe
Fe-Ni
TC-3F
Fe-Ni
TU-10
Fe-Ni
TC-6C
DFCFe
纯铁芯线
TC-8M
铸铁直接堆焊硬化用
TC-8B
铸铁直接堆焊硬化用
TM-2000
铸铁直接堆焊硬化用
TM-2000B
铸铁直接堆焊硬化用
TM-2000C
铸铁直接堆焊硬化用
TM-2000H
铸铁直接堆焊硬化用
TK-2
铸铁直接堆焊硬化用
TK-3
铸铁直接堆焊硬化用
TC-12
耐蚀高Ni铸铁/球墨铸铁
TC-12M
耐蚀高Ni铸铁/球墨铸铁
TC-15
耐蚀高Ni铸铁/球墨铸铁
TIG焊丝
T-Ni
AWSERNi-1
铸铁修补用
T-3N
铸铁修补用
T-3H
铸铁修补用
T-2000
冲压模堆焊修补用
NIT-5
冲压模堆焊修补用
MAG焊丝
TC-3N
铸铁用MAG焊丝
TC-3H
铸铁堆焊用
M-2000
冲压模堆焊修补用
NIW-5
铸铁直接堆焊硬化用
NIW-5H
铸铁直接堆焊硬化用
气焊
TC-5
AWSRCI
铸铁用气焊条
TC-5D
球墨铸铁用气焊条
TC-12G
耐蚀高Ni铸铁/球墨铸铁
TC-12MG
耐蚀高Ni铸铁/球墨铸铁
TC-15G
耐蚀高Ni铸铁/球墨铸铁
硬面堆焊用焊接材料
焊法
牌号
标准
说明
焊条
TM-0
DF2A-200-R
Hv200-230
TM-1
DF2A-300-R
Hv250-300
TM-3
DF2A-300-B
Hv260-320
TM-40
DF2A-350-R
Hv300-360
TM-350
DF2A-350-R
Hv330-370
TM-5
DF2B-500-B
Hv520-550
TM-6
DF3C-600-B
Hv650-700
TM-7
DF3C-700-B
Hv740-820
TM-9C
DF3C-700-B
Hv650-750
TM-10
DF3B-600-B
Hv600-650
TM-10B
DF3B-600-B
Hv600-650
TM-11Cr
DF4A-500-B
Hv550-600
TM-11CrB
DF-4A-500-B
Hv580-640
TM-11CrM
DF4A-600-B
Hv620-700
TM-60
DF4B-600-B
Hv580-650
TM-21
Hv650-700
TM-60S
Hv620-700
TM-60M
Hv620-700
TM-X
Hv300-330
TM-70
DF5A-700-BR
Hv680-730
TM-285
Hv750-820
TH-1
DF2B-350-R
Hv380-450
TMC-1
DF4A-450-R
13Cr
TMC-2
DFME-200-B
16Cr-16Mn.Ni
TMC-2A
DFME-300-B
16Cr-16Mn.Ni.Mo.W
TMC-2H
DFME-300-B
16Cr-16Mn.Ni.Mo
TMC-3
DFCrA-600-B
27Cr
TMC-4
DFCrA-600-B
30Cr-Nb
TMC-5
DFCrA-700-B
30Cr.W.Mo.Nb
TMC-6
DFCrA-400-BR
27Cr-2Mo-5Ni
TMC-40
DF4D-450-B
13Cr-Ni-Mo
TMC-41
DF4A-400-B
13Cr-4Ni-Mo
TMC-42
DF4A-400-B
13Cr-4Ni
TSW-1
18Cr-8Ni-4W
TSW-2
18Cr-8Ni-4W-4Mo
TSW-3
12Cr-2Ni
THS
DF5A-700-BR
钼高速钢
THW
马氏体
THW-1
马氏体
TF-5
空冷钢
TTC
DFWA-S
碳化钨
TTC-M
碳化钨5Mo
THM-1
DFMA-200-B
13Mn
THM-2
DFMB-200-B
13Mn-4Ni
MA-1
马氏体
MA-2
马氏体
MA-3
马氏体
TST-1
DCoCrC-600-BR
司太立合金
TST-2
DCoCrB-500-BR
司太立合金
TST-3
DCoCrA-400-BR
司太立合金
TST-21
DCoCrD-350-BR
司太立合金
MAG焊丝
TFW-5
空冷钢用
M-600
金属间冲击磨耗
M-DS-61G
SKD-61用
M-MA-1G
马氏体
MC-250
YF2A-C-250
Hv248-256药芯焊丝
MC-300
YF2A-C-300
Hv315-330药芯焊丝
MC-350
YF2A-C-350
Hv340-380药芯焊丝
MC-450
YF3B-C-450
Hv460-490药芯焊丝
MC-600
YF3B-C-600
Hv560-620药芯焊丝
自保护焊丝
T-58NK
YFCrA-S-600
土砂重磨耗用
T-60NN
YFCrA-S-600
土砂重磨耗用
TIG焊丝
TCA-G
铝模堆焊
MA-1G
马氏体
MA-2G
马氏体
MA-3G
马氏体
DS-11G
SKD-11系
DS-61G
SKD-61系
THS-G
Mo钢
TF-5G
空冷钢
TMI-G
压铸模
T-20
ZAS模堆焊
T-22
ZAS模堆焊
CM-4
AWSRNiCr-A
Colmolloy
CM-5
AWSRNiCr-B
Colmolloy
CM-6
AWSRNiCr-C
Colmolloy
TST-1G
AWSRCoCr-C
司太立合金
TST-2G
AWSRCoCr-B
司太立合金
TST-3G
AWSRCoCr-A
司太立合金
TST-21G
司太立合金
气焊
TTC-G
碳化钨
不锈钢焊接材料
焊法
牌号
标准
说明
焊条
TS-1
D308-16
SUS304
TS-2
D308L-16
SUS304L
TS-3
D309-16
SUS309S复合钢
TS-3L
D309L-16
SUS309S复合钢
TS-3Cb
D309Nb-16
25Cr-12Ni-Nb
TS-3M
D309Mo-16
25Cr-12Ni-2Mo
TS-4
D310-16
SUS310S复合钢
TS-5
D316-16
SUS316
TS-6
D316L-16
SUS316L
TS-12
D312-16
异种金属焊接
TS-17
D317-16
SUS317
TS-41
D410-16
SUS403.410
TS-41B
D410Nb-16
SUS403.405
TS-47
D347-16
19Cr-9Ni.Nb
MAG焊
TSC-1
YF308-C
SUS304药芯焊丝
TSC-3
YF309-C
SUS309S复合钢用药芯焊丝
TSC-5
YF316-C
SUS316药芯焊丝
TIG焊
TS-12G
Y312
异种金属焊接
耐热/镍合金用焊接材料
焊法
牌号
标准
说明
焊条
TS-HP
高C-25Cr-35Ni
TS-800
25Cr-13Ni-2Mo-特殊元素
TS-20
20Cr-20Ni-20Co-Mo-Nb-W
TS-20G
TIG用
TIC-1
DNiCrFe-1
因科镍Inconel
TIC-2
DNiCrFe-2
因科镍Inconel
TIC-3
DNiCrFe-3
因科镍Inconel
TIA
DNiCu-4
蒙乃尔Monel
THA-B
DNiMo-1
哈氏体合金B
THA-C
DNiMoCr-5
哈氏体合金C
TIC-50
50Cr-50Ni合金
TIG焊
TIC-625G
AWSERNiCrMo-3
因科镍Inconel
THA-CG
AWSERNiCrMo-5
哈氏体合金C
低合金用焊接材料
焊法
牌号
标准
说明
焊条
TMC-95
DT2316
1.25Cr-0.5Mo钢
TMC-96
DT2416
2.25Cr-1Mo钢
TMC-76
DT1216
0.5Mo钢
耐热/镍合金用焊接材料
焊法
牌号
标准
说明
焊条
TS-HP
高C-25Cr-35Ni
TS-800
25Cr-13Ni-2Mo-特殊元素
TS-20
20Cr-20Ni-20Co-Mo-Nb-W
高强钢/其他
焊法
牌号
标准
 升级会员
升级会员 