分气缸制造工艺卡.docx
《分气缸制造工艺卡.docx》由会员分享,可在线阅读,更多相关《分气缸制造工艺卡.docx(15页珍藏版)》请在冰豆网上搜索。
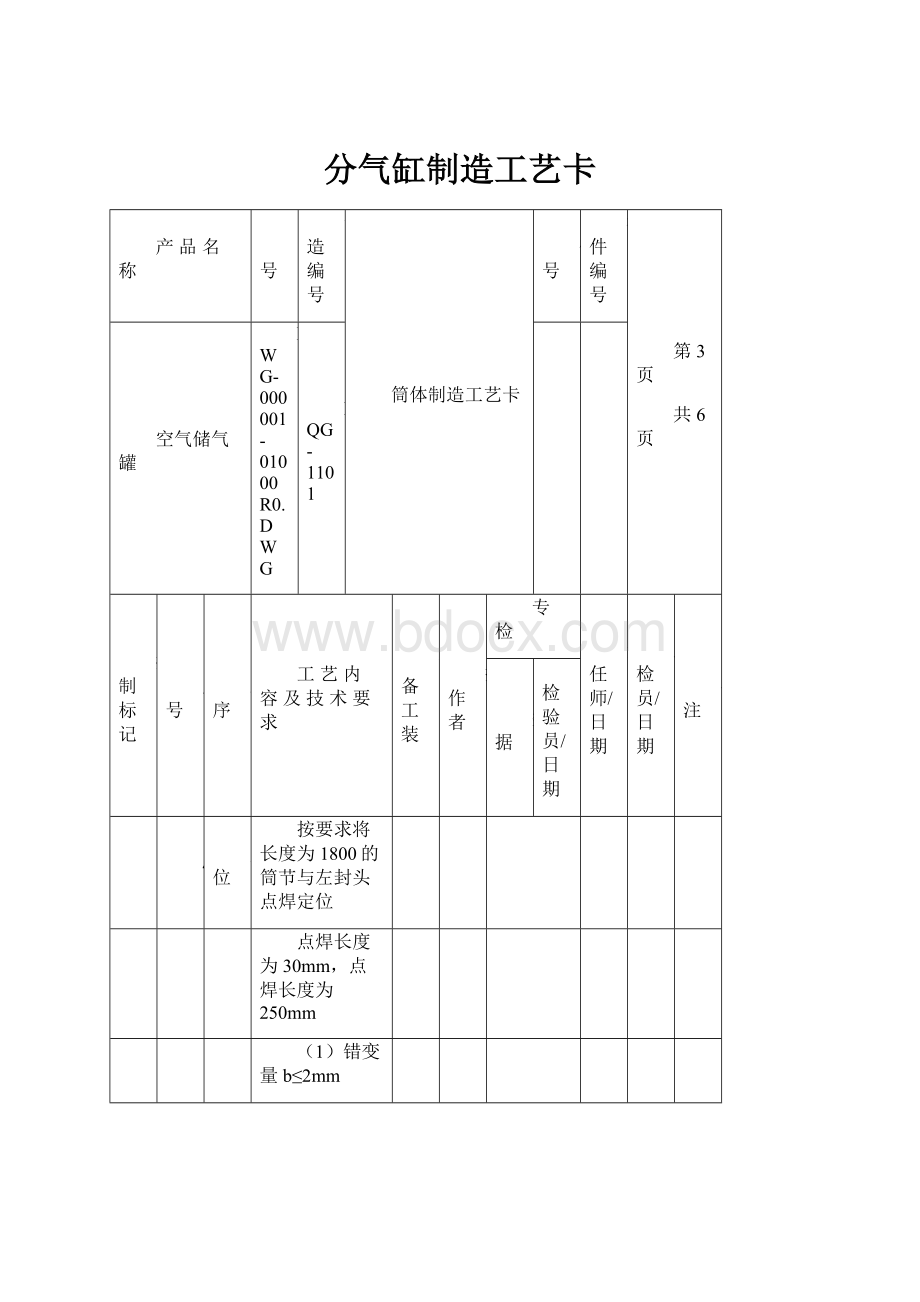
分气缸制造工艺卡
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第3页
共6页
空气储气罐
DWG-000001-01000R0.DWG
FQG-1101
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
4
定位
按要求将长度为1800的筒节与左封头点焊定位
点焊长度为30mm,点焊长度为250mm
(1)错变量b≤2mm
5
焊接
(1)按照相应的焊接工艺规程施焊
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
(4)按照焊接工艺卡要求检查并填写焊缝及外观
检查记录表
6
探伤
(1)20%RT检测。
(2)按照JB/4730.2-2005Ⅲ合格
7
鞍座定位
(1)按图纸要求将鞍座上弧板点焊定位
(2)按图纸要求检查鞍座与筒体的相对位置
(3)检查2鞍座底板平面度
8
焊接
(1)按照相应的焊接工艺规程施焊
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第4页
共6页
空气储气罐
DWG-000001-01000R0.DWG
FQG-1101
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
⑷按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
9
接管与法兰焊接
⑴按图纸要求将接管法兰点焊定位
⑵检查接管法兰垂直度≤3mm
10
焊接
⑴按焊接工艺卡要求对接管施焊
⑵清除焊接熔渣、飞溅物
⑶清理罐体内渣滓
⑷打焊工钢印
⑸按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
产品名称
图号
制造编号
筒体制造工艺卡
件号
零件编号
第5页
共6页
空气储气罐
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
⑷按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
11
接管组对
⑴按图纸要求将接管(凸缘)与筒体点焊定位
⑵检查管(凸缘)与筒体母线垂直度≤3mm
⑶按图纸要求检查管(凸缘)伸出长度
12
焊接
⑴按焊接工艺卡要求对接管施焊
⑵清除焊接熔渣、飞溅物
⑶清理罐体内渣滓
⑷打焊工钢印
⑸按焊接工艺卡要求检查并填写施焊及焊缝外
观检查记录
产品名称
图号
制造编号
水压试验工艺卡
件号
零件编号
第6页
共6页
空气储气罐
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
监检员/日期
备注
数据
检验员/日期
1
水压试验
(1)安装打压密封用法兰盖及其他配件
(2)安装打压用管道及设备
(3)水温不低于5℃,容器顶部设排气口,
(4)开启打压记录仪
(5)试压过程中应缓慢升至2.75MPa,确认无泄漏后继续升至3.72Map保压30分钟,然后将压力降至2.98MPa
(6)保压过程中,检查焊缝和连接部位有无渗漏
(7)液压试压合格后,应将液体排放干净并用
压缩空气将内部吹干。
2
检验监督
水压试验时,从升压开始到试验结束检验人员
现场监督检查。
3
合格条件
水压试验如满足下列要求,则可认定为合格:
⑴试压元件的壁面和焊缝上没有水珠和水雾;
⑵密封处不渗不漏。
⑶试压过程中受压元件无可见变形。
压力容器制造工艺过程卡
产品名称:
PN0.7DN1000X2050空气储罐
产品编号:
KQCG-11-001
编制:
日期:
审核:
日期:
批准:
日期:
天津绿清管道科技发展有限公司
产品名称
图号
制造编号
制造工艺卡(封头)
件数
零件编号
第1页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
2
1
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
外购
工艺员根据图纸要求填写封头外购申请单,注明规格型号,执行标准。
采购部联系有资质厂家购买
卡尺
2
入厂检验
(1)检验材料表面状况,不允许有裂缝、结疤、
夹渣、分层等缺陷。
(2)检查封头合格证内容,材质单及材料标记
(3)检查封头几何尺寸和表面形状。
卡尺
3
(4)依据封头所执行标准及分图,检验相关尺寸
卡尺
(5)做封头入厂检验标记
产品名称
图号
制造编号
制造工艺卡(法兰)
件数
零件编号
第2页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
6
5,7,9,11,16
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
外购
工艺员根据图纸要求填写法兰外购申请单,注明规格型号,执行标准。
采购部联系有资质厂家购买
入厂检验
(1)检验材料表面状况,不允许有裂缝、结疤、
2
夹渣、分层等缺陷。
(2)检查法兰合格证内容,材质单及材料标记
(3)检查法兰几何尺寸和表面形状。
卡尺
(4)依据法兰所执行标准及分图,检验相关尺寸
卡尺
(5)做法兰入厂检验标记
卡尺
产品名称
图号
制造编号
制造工艺卡(筒体)
件数
零件编号
第3页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
1
3
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
领料
⑴核对钢管表面状况,不允许有裂缝、接疤、折
叠、夹渣、分层等缺陷
⑵核对材料标记
⑶实测钢管厚度及钢管的外径
⑷领料尺寸φ426X10,L=1900,标准:
GB/T8163
卡尺
2
划线
⑴按筒节图划线,长度1800
卡尺
⑵移植材料标记,标零件编号
⑶检查员打标记确认钢印
3
下料
按线下料(按下料工艺手则)
氧炔切割枪
4
加工坡口
按图加工
⑴角度25°
⑵钝边2mm
⑶按上述尺寸要求切割坡口
氧炔切割枪
⑷打磨坡口,不得有氧化皮、切割飞边
角磨机
(5)清除坡口及母材两侧表面20mm范围内的氧化物、熔渣及其他有害杂质。
角磨机
编制:
审核:
批准:
产品名称
图号
制造编号
制造工艺卡(总体组对)
件数
零件编号
第4页
共6页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
定位
按要求将长度为1800的筒节与右封头点焊定位
直流焊机
点焊长度为30mm,点焊长度为250mm
(1)错变量b≤2mm
2
焊接
(1)按照相应的焊接工艺规程施焊
直流焊机
(2)清除焊接熔渣及飞溅物。
(3)打焊工钢印
(4)按照焊接工艺卡要求检查并填写焊缝及外观
检查记录表
3
开孔
按图纸及工艺简图划线开孔,开孔位置
尽量避开焊道
氧炔切割枪
4
组对
按图纸及工艺简图将各部位法兰接管与筒体电焊组对
直流焊机
5
探伤
(1)20%RT检测。
X射线探伤仪
(2)按照JB/4730.2-2005Ⅲ合格
编制:
审核:
批准:
产品名称
图号
制造编号
水压试验工艺卡
件数
零件编号
第5页
共页
分气缸
DWG-0000制01-01-00R0.DWG
FQG-11-001
控制标记
序号
工序
工艺内容及技术要求
设备工装
操作者
专检
责任师/日期
备注
数据
检验员/日期
1
水压试验
(1)安装打压密封用法兰盖及其他配件
(2)安装打压用管道及设备
(3)水温不低于5℃,容器顶部设排气口,
(4)开启打压记录仪
(5)试压过程中应缓慢升至2.75MPa,确认无泄漏后继续升至3.72Map保压30分钟,然后将压力降至2.98MPa
(6)保压过程中,检查焊缝和连接部位有无渗漏
(7)液压试压合格后,应将液体排放干净并用
压缩空气将内部吹干。
2
检验监督
水压试验时,从升压开始到试验结束检验人员
现场监督检查。
3
合格条件
水压试验如满足下列要求,则可认定为合格:
⑴试压元件的壁面和焊缝上没有水珠和水雾;
⑵密封处不渗不漏。
⑶试压过程中受压元件无可见变形。
编制:
审核:
批准:
 升级会员
升级会员 