压力管道用管材、管件检验工艺标准-6页.doc
《压力管道用管材、管件检验工艺标准-6页.doc》由会员分享,可在线阅读,更多相关《压力管道用管材、管件检验工艺标准-6页.doc(6页珍藏版)》请在冰豆网上搜索。
QJ/SH132524.02
压力管道用管材、管件检验工艺标准
1.适用范围
1.1本工艺标准适用于《特种设备安全监察条例》规定范围内的动力管道、工业管道、共用管道和长输管道用管材、管件(阀门除外)的检验。
1.2设计文件或顾客对管材、管件有特殊检验要求时,应按其要求进行。
1.3按国外标准制造的管材、管件,应按国外相应标准规定进行检验。
2.检验准备
2.1压力管道工程用管材、管件,应按照相应标准进行检验;必要时应成立专门检验小组实施统一的管材、管件检验。
管材、管件检验小组应由管材、管件保管人员、技术人员和质量检验人员组成。
2.2管材、管件检验应设有独立的检验场地,并划分出待检区、检验区、合格品区和不合格品区。
2.3管材、管件检验前,应进行检验作业技术交底。
3.管材、管件检验
3.1检验工艺流程
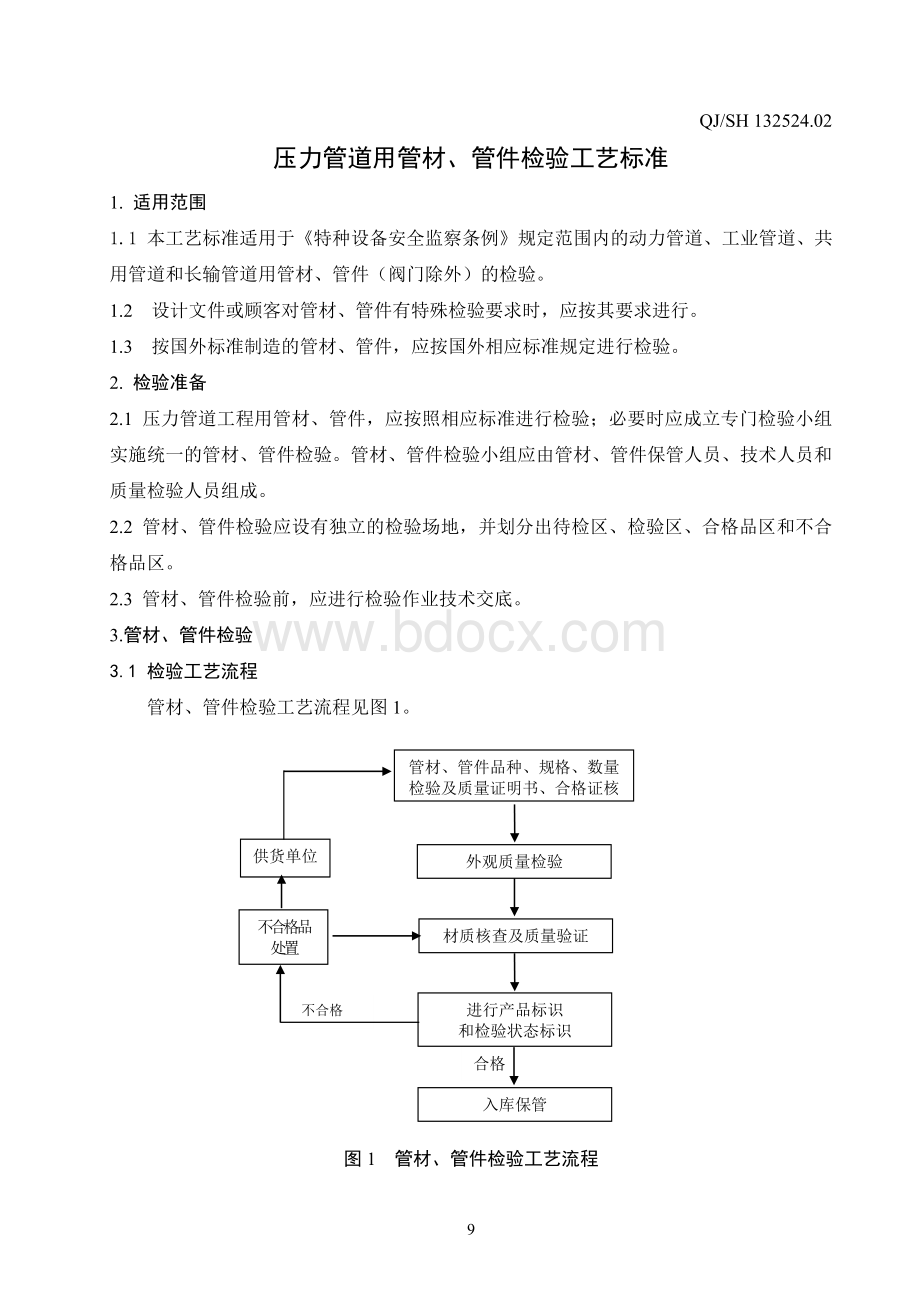
管材、管件检验工艺流程见图1。
合格
不合格
管材、管件品种、规格、数量检验及质量证明书、合格证核对
进行产品标识
和检验状态标识
入库保管
材质核查及质量验证
外观质量检验
不合格品处置
供货单位
图1管材、管件检验工艺流程
3.2检验工艺
3.2.1管材、管件接收
3.2.1.1管材、管件应依据施工进度计划组织进货和接收。
管材、管件接收后,应按产地、规格、材质和批号分别单独存放,未经检验合格的管材、管件不得办理入库手续;
3.2.1.2大规格的管材、管件可直接在施工现场进行接收和存放,易丢失的管材、管件应设置库房进行接收和存放。
3.2.2品种、规格、数量检验
3.2.2.1管材、管件应按产地或批号进行品种、规格和数量检验;
3.2.2.2管材、管件的品种、规格和数量,应符合材料预算或采购计划的要求。
3.2.2.3管材、管件的质量证明书、合格证内容,应符合现行标准规范的要求。
3.2.3外观质量检验
3.2.3.1管材、管件的表面不得有裂纹、折叠、重皮等缺陷,锈蚀凹陷和机械损伤深度,不应超过管材、管件相应标准厚度的负偏差。
3.2.3.2管材、管件的外径、壁厚和不圆度等尺寸偏差应符合相应标准的规定要求。
弯头、异径管和管帽的尺寸偏差,应符合表1的规定。
3.2.3.3法兰密封面的加工精度及粗糙度应符合制造标准;法兰密封面、金属环垫、缠绕垫片不得有径向划痕、松散、翘曲等缺陷。
3.2.3.4螺栓、螺母的螺纹应完整,无划痕、毛刺等缺陷。
螺栓、螺母配合良好,无松动或卡涩现象;
3.2.3.5管道支吊架弹簧的几何尺寸应符合下列要求:
a)弹簧的尺寸偏差应符合图纸或相应标准的要求,弹簧工作圈数偏差不应超过半圈;
b)在自由状态时弹簧各圈节距应均匀,其偏差不得超过节距的±10%;
c)弹簧两端支承面与弹簧轴线应垂直,其偏差不得超过自由高度的2%。
表1管件尺寸允许偏差
管件
管件形式
公称直径
检查项目
25-70
80-100
125-200
250-400
无缝
有缝
弯
头
外径偏差
±1.1
±1.5
±2.
±2..5
±3.5
外径椭圆
±1.1
±1.5
±2
±2..5
±3.5
壁厚偏差
不大于公称壁厚的12.5%
长度L偏差
±1.5
±2.5
端面垂直偏差Δ
≤1
≤1.5
异
径
管
外径偏差
±1.1
±1.5
±2..0
±2..5
±3.5
外径椭圆
±1.1
±1.5
±2..0
±3.5
±3.5
壁厚偏差
不大于公称壁厚的12.5%
长度L偏差
±1.5
±2.5
端面垂直偏差Δ
≤1.0
≤1.5
同心异径管两端中心线偏心值
(a1-a2)/2≤Dv%,且≤5
三
通
外径偏差
±1.1
±1.5
±2..0
±2..5
±3.5
外径椭圆
±1.1
±1.5
±2..0
±2..5
±3.5
壁厚偏差
不大于壁厚的12.5%
长度L偏差
±1.6
±2.4
端面垂直偏差Δ
≤1
≤1.5
支管中心位置偏差
±0.8
±1.2
支管垂直偏差Δb
Δb≤H%,且≤3
高度偏差
±1.6
±2.4
管
帽
外径偏差
与弯头的规定相同
外径椭圆
壁厚偏差
端面垂直度Δ
高度H偏差
±3.2
3.2.4材质核查
3.2.4.1管材、管件的材质,应根据管材、管件的质量证明文件和管材、管件上的出厂标识进行核查确认;
3.2.4.2在对质量证明文件和出厂标识核对确认的基础上,必要时应采用光谱检验等方法对合金类管材、管件的材质进行核查确认。
3.2.5质量验证
3.2.5.1管材、管件在进行品种、规格、数量检验和外观质量检验及材质核查的基础上,如设计或标准对管材、管件有进一步的质量检验要求时,应按设计要求或标准规定,对管材、管件进行质量验证。
3.2.5.2管材的质量验证
a)若到货管材的炉批号与质量证明书不符或对其特性参数有异议时,应按相应标准作校验性检验或追溯到产品供货单位,但在异议未解决前,该批管材不得使用。
b)SHA级管道中,对设计压力≥10MPa的管道,其管材外表面应按下列方法逐根进行无损检测,检测方法和缺陷评定应符合JB4730的规定,检验结果以Ⅰ级为合格。
(1)外径大于12mm的导磁性钢管子,采用磁粉检测;
(2)非导磁性钢管子,采用渗透检测;
(3)管件经磁粉或渗透检测发现的表面缺陷允许修磨,但修磨后的实际壁厚不应小于管件公称壁厚的90%。
c)SHA级管道中,对于设计压力<10MPa的输送极度危害介质(苯除外)的管材,以同批号、同炉罐号、同材质、同规格为一批,每批抽查5%,且不少于1根,按本条b)款的方法和评定标准进行外表面磁粉或渗透检测,检验结果以Ⅱ级为合格。
抽样检验不合格时,若有1件不合格,必须按原规定数加倍抽查检验,若仍有不合格,则该批管子不得使用,并应作好标记和进行隔离。
d)设计要求进行低温冲击韧性试验的管材,其质量证明文件提供的冲击韧性值不得低于设计文件规定,否则应按GB/T229《金属夏比缺口冲击试验方法》规定进行补项试验;
e)设计文件要求进行晶间腐蚀试验的不锈钢管材,其质量证明文件提供的晶间腐蚀试验指标不得低于设计规定,否则应按GB/T4334.1《不锈钢10%草酸浸蚀试验方法》的有关规定,进行补项试验。
f)输送剧毒介质的管材,其质量证明书中如无超声波检验结果,则应按GB/T5777《无缝钢管超声波探伤检验方法》的规定,逐根进行补项试验。
g)合金钢管道管材用光谱分析仪对其主要化学成份进行复查,并作好检验状态标识。
3.2.5.3管件的质量验证
a)管件的表面不得有裂纹,外观应光滑、无氧化皮,表面的其他缺陷不得超过产品标准规定的允许深度。
坡口、螺纹加工精度应符合产品标准的要求。
焊接管件的焊缝应成形良好,且与母材圆滑过渡,不得有裂纹、未溶合、未焊透、咬边等缺陷。
b)SHA级管道的管件应按3.2.5.2中b)、c)款的规定进行表面无损检测。
c)螺栓、螺母的螺纹应完整,无划痕、毛刺等缺陷,加工精度符合产品标准的要求。
螺栓、螺母应配合良好,无松动或卡涩现象。
d)密封垫片应按产品标准进行抽样检查验收,每批不得少于一件。
缠绕垫片不得有松散、翘曲现象,其表面不得有影响密封性能的伤痕、空隙、凹凸不平及锈斑等缺陷。
金属垫片、石棉橡胶板垫片的边缘应切割整齐,表面应平整光滑,不得有气泡、分层、折皱、划痕等缺陷。
3.2.5.4合金钢管件的质量验证
a)合金钢管道的弯头、三通、异径管、法兰、盲板、短管等管件,每批应抽检5%且不少于一件;
b)设计压力≥10MPa管道用的合金钢管件、螺栓、螺母,应逐件进行光谱检验,且每批应抽两件进行硬度检查,常用螺栓、螺母的标准硬度值见表2;
表2高压管道常用螺栓、螺母的标准硬度值
序号
钢号
硬度值(HB)
依据标准
1
25
≤170
GB699-99
2
35
≤197
GB699-99
3
50
≤241
GB699-99
4
40Mn
≤229
GB699-99
5
35CrMo
≤229
GB3077-99
6
35CrMoV
≤241
GB3077-99
7
25Cr2MoVA
≤241
GB3077-99
8
20Cr1Mo1VTiB
221-274
DL5031-94
9
20Cr1Mo1VNbB
236-278
DL5031-94
c)设计温度低于-29℃的低温管道用合金钢螺栓、螺母,应逐件进行光谱检验,且每批次应抽两根螺栓进行低温冲击性能检验;
d)合金钢管件质量验证时,如发现有一件不合格,则必须按原规定数量加倍抽检,若仍有不合格,则该批管件不得使用,并应作好标记和进行隔离;
3.2.5.5管道支吊架弹簧的质量验证
管道支吊架弹簧应具有出厂合格证,如无出厂合格证或对其质量有异议时,安装前应进行下列试验:
a)全压缩变形试验:
将弹簧压缩至弹簧互相接触,保持5min后卸去载荷,其永久变形不应超过原高度的2%,如超过,应作第二次全压缩变形试验,两次试验后永久变形的总和不得超过原高度的3%,不符合上述要求的不得使用;
b)工作荷载压缩试验:
在工作荷载下,其弹簧压缩量应符合设计规定和表3的要求。
表3弹簧压缩量允许偏差
序号
弹簧有效圈数
压缩量允许偏差(mm)
1
2-4
±12%
2
5-10
±10%
3
>10
±8%
3.2.6产品标识和检验状态标识
a)质量验证合格入库后的管材、管件,应按品种、材质、规格和产地,分批进行合理摆放,并按规定进行产品标识。
b)采用悬挂标牌粘贴标签方式对管材、管件进行产品标识时,应标明管材、管件的名称、型号、规格、材质和产地;
c)采用涂刷色标方法对管材、管件进行产品标识时,应按项目工程为单位,编制统一的管材、管件色标表,按色标表的规定要求对管材和管件涂刷色标。
d)入库保管的管材、管件,应按批次进行检验、试验状态标识。
4.质量记录文件
4.1管材、管件质量证明书;
4.2管材、管件接收验证记录;
4.3管材、管件检验、试验报告。
14
 升级会员
升级会员 