1800炉顶岗位操作规程.docx
《1800炉顶岗位操作规程.docx》由会员分享,可在线阅读,更多相关《1800炉顶岗位操作规程.docx(24页珍藏版)》请在冰豆网上搜索。
1800炉顶岗位操作规程
1、炉顶PLC计算机控制系统的性能及在生产工艺中的作用:
①炉顶PLC系统采用西门子S7—400系列可编程序控制器,远程I/O模块选用ET—200M模块,分别安装在中控室过程站的PLC1#柜和炉顶远程站PLC2#柜中。
PLC与服务器及ES工程师站及炉顶OS客户端工控机采用100M光纤工业以太网连接,5组ET—200M远程机架及两台溜槽倾动电机变频器通过DP总线连接。
实现炉顶系统包括上料料罐、喷水降温、水冷气密箱、液压站及部分单个阀的控制。
并完成信号采集、数据通讯、数据归档、报警记录、设备状态监视及炉顶设备的自动和CRT画面手动操作。
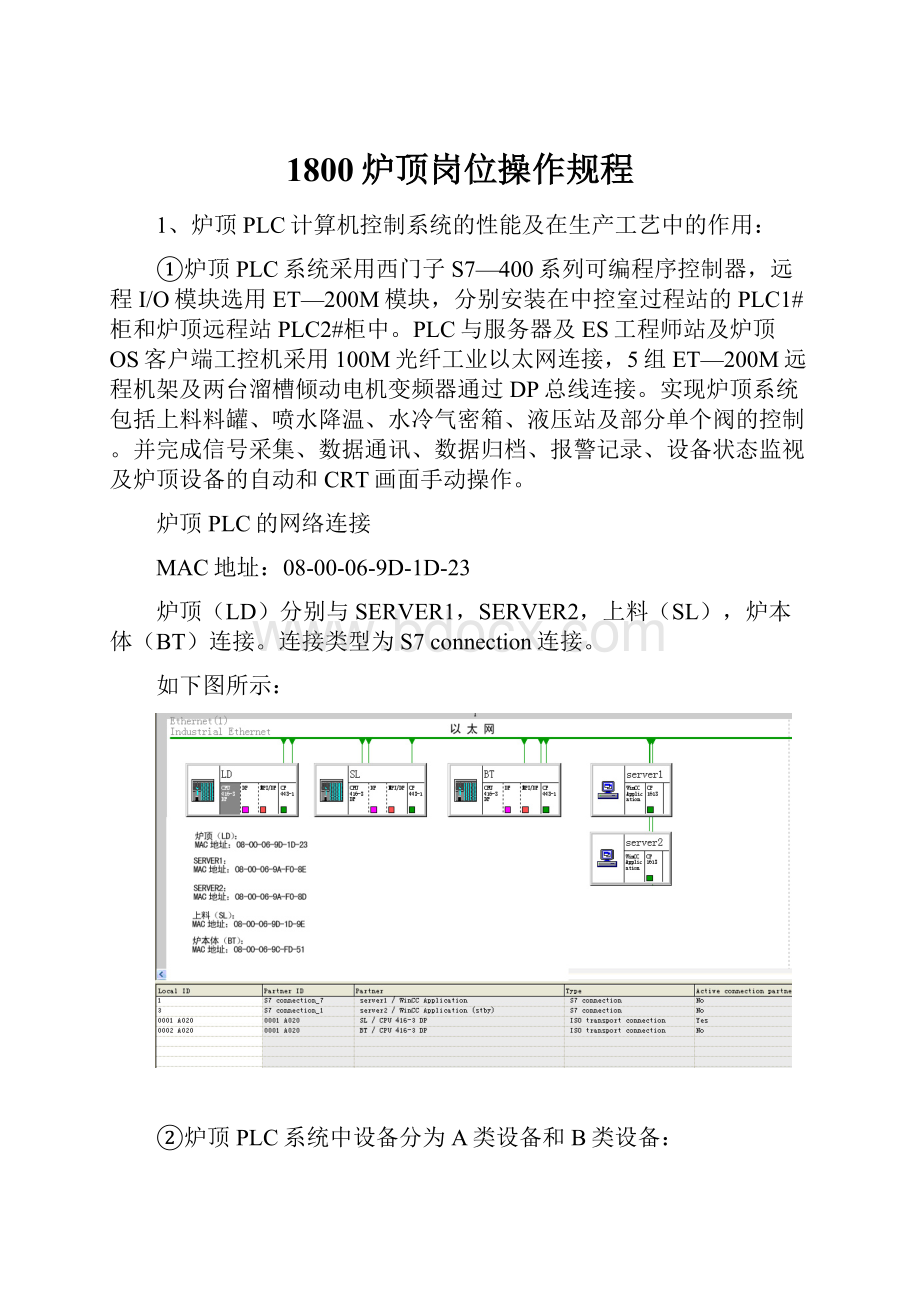
炉顶PLC的网络连接
MAC地址:
08-00-06-9D-1D-23
炉顶(LD)分别与SERVER1,SERVER2,上料(SL),炉本体(BT)连接。
连接类型为S7connection连接。
如下图所示:
②炉顶PLC系统中设备分为A类设备和B类设备:
A1类设备为炉顶PLC1#柜、炉顶PLC2#柜。
A2类设备为气密箱倾动主令控制器、气密箱倾动编码器、气密箱旋转主令控制器、气密箱旋转编码器、1#料罐γ射线料位计、2#料罐γ射线料位计。
B类设备为1#料罐电子称系统、2#料罐电子称系统、炉顶1#探尺编码器、炉顶2#探尺编码器、1#探尺主令控制器、2#探尺主令控制器、接近开关、压力变送器和热电阻。
③炉顶I/O设备
序号
检测项目
一次仪表名称
仪表型号
测量点数
测量范围
计量精度
单位
数量
一
翻板
1
开关到位
接近开关
NBB10-30GM60-W0
2
个
2
二
上密封阀
1
旋转油缸到位
接近开关
NBB10-30GM60-W0
4
个
4
2
压紧油缸到位
接近开关
NBB10-30GM60-W0
4
个
4
3
阀圈温度
热电阻
WZPK2-325s
2
0~200℃
个
2
三
阀箱
1
阀箱温度
热电阻
WZPK-24S
1
0~200℃
个
1
2
γ角位置
自整角机
BD500,II级
1
个
1
3
下密封阀旋转油缸到位
接近开关
NBB10-30GM60-W0
4
个
4
4
下密封阀压紧油缸到位
接近开关
NBB10-30GM60-W0
4
个
4
5
下料闸油缸
接近开关
NBB10-30GM60-W0
6
个
6
6
γ角信号
增量型编码器
RVI58N-011-AA-R-6-N-1024
2
个
2
7
压力检测
压力变送器
1
0-0.3MPa
个
1
四
气密箱
1
角位置
自整角机
BD500,II级
1
个
1
2
角位置
自整角机
BD500,II级
1
个
1
3
箱内温度
热电阻
WZP-44S
1
0~200℃
个
1
4
箱内水位
水系测控仪
QSC
1
套
1
5
角位置
增量型编码器
RVI58N-011-AA-R-6-N-1024
1
个
1
6
角位置
增量型编码器
RVI58N-011-AA-R-6-N-1024
1
个
1
7
角位置
凸轮控制器
LKT8-5J168/4
1
个
1
8
压力检测
压力变送器
1
0-0.3MPa
个
1
五
料罐
1
料罐内料重
电子称量装置
50吨/个
3
套
3
2
料空信号
同位素料位计
1
套
1
3
压力检测
压力变送器
1
0-0.3MPa
个
1
六
均压放散设施
1
一均阀开、关到位
接近开关
4
个
4
2
二均阀开、关到位
接近开关
4
个
4
3
放散阀开、关到位
接近开关
8
个
8
七
探尺装置
1
重锤位置
绝对型编码器
PSS58N-02AAGROBN-0013
2
0-360
100mm
套
2
2
重锤上、下极限
零位,上下超极限
主令控制器
LK4-658/6
5
0-360
台
2
八
喷水降温设施
1
电动阀门开,关
设备电装
2
进水流量
电磁流量计
IFM4080F125
1
0-25t/h
1%
台
1
五
气密箱水冷系统
1
进、回水温度
铂热电阻
WZP-230
2
0-100C
只
2
2
进水流量
电磁流量计
LDGDN40,1.6MPa
2
0-25t/h
1%
台
2
3
进水压力
压力变送器
PMC133,1P1FZN2G1F
2
0-1.6MPa
0.02MPa
台
2
4
回水流量
电磁流量计
LDGDN100,1.6MPa
1
0-25t/h
1%
台
1
5
电动调节阀
1
④PLC系统系统原理示意图
2、设备的使用操作要求:
①开车前的准备
(1)检查确认炉顶设备无机械、电气隐患;
(2)炉顶岗位人员、检修人员离开机械转动范围且无接触带电设备的可能;
(3)炉顶自动化设备已经送电;
(4)炉顶自动化设备位置正确并全部为PLC自动控制;
(5)水冷系统、氮气系统、干油润滑系统工作正常;
(6)液压站启动1#泵或2#泵;
②开车的操作步骤及注意事项
炉顶分装料和布料过程,为了对两罐装料和布料过程进行区分,设置了装料牌装和卸料牌放,对两罐的装料放料顺序进行控制。
每个料罐状态又根据装料、排料过程分为4个状态。
当炉顶空料罐需要装料时,需赋予该罐装料牌,使该罐有装料权,并通知槽下可以排料,当皮带料料头到达一检或提前开上密键选中时,当前罐准备装料。
有卸料牌时该罐有放料权,料线到米探尺提到原位后该罐放料。
每个料罐状态又根据装料、排料过程分为4个阶段,料罐状态由此分为4个状态:
1申请装料过程:
料罐投入工作后,当本罐为空,罐为申请装料状态。
且装料牌在本罐时,一检或提前开上密键选中后,开放散,开翻板,开上密,排压后关放散,本罐进入装料状态2
2装料过程:
上密和翻板打开,接收皮带料。
3申请放料状态:
当皮带料尾过3检后,延时料进入罐内,此后料罐进入申请放料状态,皮带料种和布料方式同时传入本罐。
关翻板,关上密开均压,等待放料。
4正在放料状态:
如果本罐有放料牌,在料线到达设定值,探尺提尺到等待位后,关均压,开下密,启动溜槽,当倾动角度和旋转到达设定值后开料流阀,料流阀开后本罐进入正在放料状态。
料罐放空后,料流开大到最大后关闭,关下密,放探尺,料罐状态转为1。
③停车步骤及注意事项。
(1)将双探尺提到待机位。
(2)溜槽倾动提到48度。
(3)溜槽停止旋转。
(4)选择禁止排料。
如需要空罐,在该罐排料料流阀打开前通知槽下停止排料。
3、设备维护:
①设备点检标准。
部件
点检部位
序
项目内容
点检基准
点检分工
点检周期
点检
状态
点检方法
专职
生产
维修
专职
生产
维修
运转
停止
目睹
耳闻
鼻嗅
手摸
锤敲
仪器
其它
编码器
1
接手
无松动、无破损
√
√
S
8h
√
√
√
2
示值
准确
√
√
S
8h
√
√
3
配线
无破损
√
√
S
8h
√
√
压力变送器
1
外型
无破损
S
8h
√
√
2
示值
准确
S
8h
√
√
3
配线
无破损
S
8h
√
√
4
取压管
无泄露、堵塞
S
8h
√
√
部件
点检部位
序
项目内容
点检基准
点检分工
点检周期
点检
状态
点检方法
专职
生产
维修
专职
生产
维修
运转
停止
目睹
耳闻
鼻嗅
手摸
锤敲
仪器
其它
热电阻
1
安装规范
不跑风、
√
√
S
8h
√
√
2
导线
与热电阻接触良好
√
√
W
8h
√
√
3
示值
准确
√
√
S
8h
√
√
接近开关
1
外观
完好
√
√
S
8h
√
√
2
配线
无破损
√
√
S
8h
√
√
3
安装规范
位置准确
√
√
S
8h
√
√
主令控制器
1
外观
完好
2
配线
无破损
3
安装规范
位置准确
4
接手
无松动、无破损
CPU模板
指示灯
正确
√
S
√
电源模板
指示灯
正确
√
S
√
端子
配线
无松动、变色
√
S
√
√
部件
点检部位
序
项目内容
点检基准
点检分工
点检周期
点检
状态
点检方法
专职
生产
维修
专职
生产
维修
运转
停止
目睹
耳闻
鼻嗅
手摸
锤敲
仪器
其它
继电器
1
外观
完好无积灰、异音,
√
S
√
√
2
端子
无松动、变色
√
S
√
√
重量变送器
1
信号指示
显示是否正常情况
√
S
√
√
2
配线
无破损、变色
√
S
√
√
3
示值
准确
√
S
√
√
4
零点
小于600公斤
√
S
√
√
γ料位计
放射源
1
外观
完好无积灰
√
√
S
8h
√
√
探头
1
配线
无松动、变色
√
√
S
8h
√
√
仪表
1
指示
正确
√
√
S
8h
√
√
UPS电源
蓄电池
1
接线柱
无松动、腐蚀
√
S
√
√
√
2
外观
无积灰、变形和泄露
√
S
√
√
主机
1
显示
无报警
√
S
√
√
部件
点检部位
序
项目内容
点检基准
点检分工
点检周期
点检
状态
点检方法
专职
生产
维修
专职
生产
维修
运转
停止
目睹
耳闻
鼻嗅
手摸
锤敲
仪器
其它
UPS电源
主机
2
负荷
低于30%
√
S
√
√
服务器1、2
主机
1
数据传输
正常
√
S
√
√
2
指示灯
正确
√
S
√
√
电源柜
端子
1
配线
无松动、
√
S
√
√
网络柜
交换机
1
指示灯
正确
√
S
√
√
2
配线
无破损
√
S
√
√
3
外观
完好无积灰
√
S
√
√
OS10工控机
主机
1
数据传输
正常
√
S
√
②精密点检部位、项目。
(1)气密箱溜槽倾动角度
(2)1#、2#料罐料流阀角度
(3)1#、2#料罐压力变送器
(4)1#、2#料罐料位记
(5)气密箱压力变送器
③给油脂标准。
④功能投入、精度达标项目。
(1)气密箱溜槽倾动角度误差≦0.2度
(2)炉顶料罐带压力动态误差≦5﹪
⑤常见故障的表征、原因及排除方法。
常见故障
表征、
原因
排除方法
料罐排压不正常
无排压OK
取压管堵塞
排污
料罐均压不正常
无均压OK
取压管堵塞
排污
接近开关误信号
阀门开关信号不符
接近开关间距不对或损坏
调整接近开关或更换
⑥长期停用的设备维护注意事项
4、设备检修及应急预案:
①设备检修常用的技术参数。
设备名称
参数名称
参数单位
数值
1800高炉炉顶气密箱倾动主令控制器
位置数
EA个
12
工作制度
双轴串联
额定电流
AAmpere
400mA
额定电压
V伏特
20-250VAC/DC
操作性能
W22次/小时
主触头压力
KG公斤
副触头压力
KG公斤
触头分开距离
MM毫米
5
1800高炉炉顶气密箱旋转主令控制器
位置数
EA个
8
工作制度
双轴串联
额定电流
AAmpere
400mA
额定电压
V伏特
20-250VAC/DC
操作性能
W22次/小时
主触头压力
KG公斤
副触头压力
KG公斤
触头分开距离
MM毫米
5
炉顶探尺主令控制器
额定电压
V伏特
220
额定电流
AAmpere
4.5
电路数
EA个
6
闭合电流
AAmpere
45
1800高炉炉顶气密箱倾动、旋转编码器
输入范围
0-4096
输出范围
功率
KW千瓦
输出类型
脉冲
环境要求
安装方式
水平定点定位
规格型号
编码器CE100M4096/4096
检测型式
接受脉冲
精度
%百分比
检测范围
1800高炉中控室工控机
CPU型号与数量
Pentium41块
硬盘型号及数量
Seagate120GByteHDDSATA1块
主板型号
内存大小
D63MB
1GB
网络板型号
显示器型号
三星911
②大型事故件明细表。
③易损零部件图号、安装数量。
④专用设备检修质量标准(指常规的检修质量标准或安装规范不能适用于该设备而特定的要求)。
⑤主要检修项目作业标准。
1、更换PLC模板操作标准
目的:
更换异常PLC模板,保证正确输入输出
工具准备
数字式万用表、常规通用电工工具
人员配置
A点检员B维护人员
作业标准
操作步骤
危险辩识
作业标准
责任人
执行人
安全措施
应急预案
1、必须两人以上配合进行,更换前检查新旧模板是否对应;
触电
联系确认
点检员
维护人员
工作前要验电,在煤气区作业时,要携带煤气报警器
发生触电或煤气中毒,立即按规程进行抢救
2、按照正确操作步骤,卸下前连接器,取下需更换的模板;
触电
联系确认
点检员
维护人员
工作前要验电,在煤气区作业时,要携带煤气报警器
发生触电或煤气中毒,立即按规程进行抢救
3、安装新模板,插入前连接器;
触电
联系确认
点检员
维护人员
工作前要验电,在煤气区作业时,要携带煤气报警器
发生触电或煤气中毒,立即按规程进行抢救
2、更换电子称称重传感器操作标准
目的:
提高控制精度,保证设备正常运行
工具准备
数字式万用表、常规通用电工工具
人员配置
A点检员B维护人员
作业标准
操作步骤
危险辩识
作业标准
责任人
执行人
安全措施
应急预案
1、更换前点检员对设备检查确认,必须两人以上配合进行;
触电
联系确认
点检员
维护人员
工作前要验电
发生触电事故,立即按规程进行抢救
2、做好记录,拆除原有接线;
触电
联系确认
点检员
维护人员
工作前要验电
发生触电事故,立即按规程进行抢救
3、拆除原传感器;
触电
联系确认
点检员
维护人员
工作前要验电
发生触电事故,立即按规程进行抢救
4、安装、固定新传感器,按原记录接线。
触电
联系确认
点检员
维护人员
工作前要验电
发生触电事故,立即按规程进行抢救
3、更换压力变送器操作标准
目的:
保证设备正常测量精度
工具准备
数字式万用表、常规通用电工工具、手操器
人员配置
A点检员B维护人员
作业标准
操作步骤
危险辩识
作业标准
责任人
执行人
安全措施
应急预案
1、更换前点检员对设备检查确认,必须两人以上配合进行
煤气
联系确认
点检员
维护人员
携带煤气报警器,在安全范围内工作
发生煤气中毒,立即按规程进行抢救
2、关阀门,拆除接线,做好线号记录;
煤气
联系确认
点检员
维护人员
携带煤气报警器,在安全范围内工作
发生煤气中毒,立即按规程进行抢救
3、拆除原表头,安装新备件;
煤气
联系确认
点检员
维护人员
携带煤气报警器,在安全范围内工作
发生煤气中毒,立即按规程进行抢救
4、按原记录接线;
煤气
联系确认
点检员
维护人员
携带煤气报警器,在安全范围内工作
发生煤气中毒,立即按规程进行抢救
5、使用按要求调整量程及精度;
煤气
联系确认
点检员
维护人员
携带煤气报警器,在安全范围内工作
发生煤气中毒,立即按规程进行抢救
4、更换调节阀定位器操作标准
目的:
保证设备精度正常,输出正确
工具准备
数字式万用表、常规通用电工工具
人员配置
A点检员B维护人员
作业标准
操作步骤
危险辩识
作业标准
责任人
执行人
安全措施
应急预案
1、必须两人以上配合进行,更换前检查新旧备件是否对应;
碰伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
2、做好线号记录,工作中注意其它器件线路;
碰伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
3、确认工艺管内无介质;
碰伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
4、安装完毕,试验是否灵活。
碰伤
联系确认
点检员
维护人员
观察周围环境
按照安全规程要求进行急救
5、更换热电偶(阻)及联接部件作业标准
目的:
联接部件及热电偶更换,以恢复正常测温功能
工具准备
检电笔、万用表、及电工常用工具、管钳
人员配置
A点检员B维护人员
作业标准
操作步骤
危险辩识
作业标准
责任人
执行人
安全措施
应急预案
1、必须两人以上配合进行,更换前检查新旧备件是否对应;
煤气、摔伤、烫伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
2、做好记录,拆除原有接线,工作中注意其它器件线路;
煤气、摔伤、烫伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
3、确认损坏部件及情况,更换部件;
煤气、摔伤、烫伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
4、安装完毕,检验输出信号是否正确。
煤气、摔伤、烫伤
联系确认
点检员
维护人员
戴好手套,注意工具的使用,观察周围环境
按照安全规程要求进行急救
⑥设备损坏后的主要应急预案。
(1)因炉顶设备到二检未准备好,导致主皮带停车,当重新启动皮带时,需要将准备装料空罐赋予装料牌,罐状态改为2,将翻板翻向该罐且将该罐上密打开,可通知启动主皮带。
(2)当槽下手动排料或异常排料,工控机操作画面无料头料尾显示时,可观察主皮带摄像头和炉顶料
 升级会员
升级会员 