运营管理计算题.docx
《运营管理计算题.docx》由会员分享,可在线阅读,更多相关《运营管理计算题.docx(29页珍藏版)》请在冰豆网上搜索。
运营管理计算题
运营管理计算题设施网络中的新址选择方法之一:
运输量法例题:
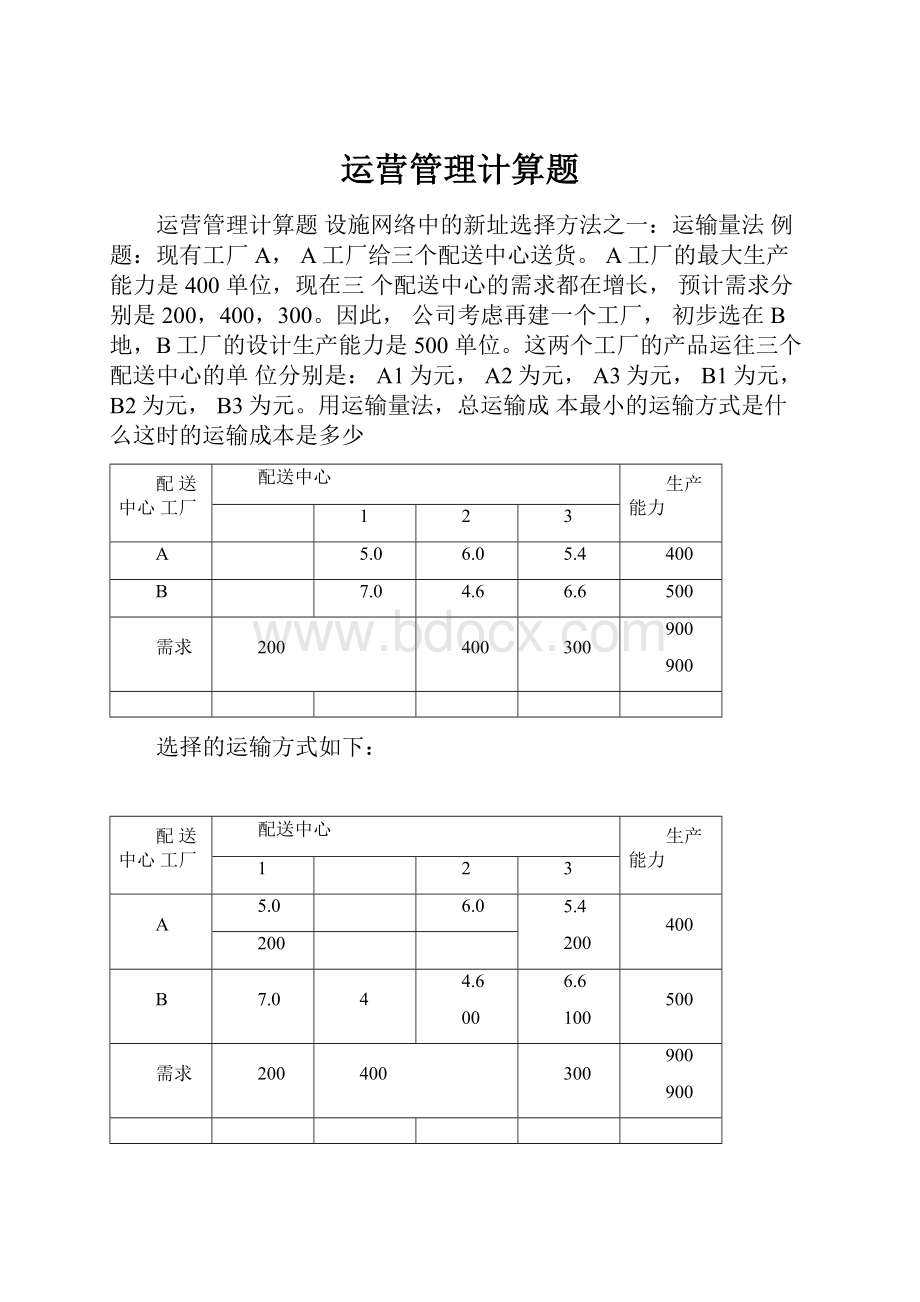
现有工厂A,A工厂给三个配送中心送货。
A工厂的最大生产能力是400单位,现在三个配送中心的需求都在增长,预计需求分别是200,400,300。
因此,公司考虑再建一个工厂,初步选在B地,B工厂的设计生产能力是500单位。
这两个工厂的产品运往三个配送中心的单位分别是:
A1为元,A2为元,A3为元,B1为元,B2为元,B3为元。
用运输量法,总运输成本最小的运输方式是什么这时的运输成本是多少
配送中心工厂
配送中心
生产能力
1
2
3
A
5.0
6.0
5.4
400
B
7.0
4.6
6.6
500
需求
200
400
300
900
900
选择的运输方式如下:
配送中心工厂
配送中心
生产能力
1
2
3
A
5.0
6.0
5.4
200
400
200
B
7.0
4
4.6
00
6.6
100
500
需求
200
400
300
900
900
运输成本为:
200×5+400×+200×+100×=4580(元)例题:
某公司现有3个工厂,A、B和C,它们在3个城市。
有2个仓库P和Q,它们位于不同的城市,仓库用来存放工厂生产的产品,随时供应用户,每个仓库每月需供应市场2100吨产品。
为了更好地为顾客服务,该公司决定再设置一个新仓库。
经调查研究和评价,确定X和Y两个点可建仓库。
有关资料如表所示:
工厂
生产能力(吨/月)
到各仓库单位运费(元)
P
Q
X
Y
A
2400
15
27
48
10
B
2400
27
12
24
15
C
1800
45
24
9
27
工厂
生产能力
(吨/月)
到各仓库单位运费(元)
P
Q
X
Y
A
2400
15
27
48
10
B
2400
27
12
24
15
C
1800
45
24
9
27
解:
假设在X地建立仓库,则如上图。
运输费用=2100×15+2100×12+1800×9+300×24=80100(元)
工厂
生产能力
(吨/月)
到各仓库单位运费(元)
P
Q
X
Y
A
2400
15
27
48
10
B
2400
27
12
24
15
C
1800
45
24
9
27
假设在Y地建立仓库,则如上图。
运输费用=2100×15+2100×12+300×10+300×15+1500×27=83700(元)
与在X地建仓库的运输费用相比较,所以应该在X地建仓库。
课堂练习:
A、B、C、D四个城市的需求量分别是50、60、25、30,现有X和Y两个工厂,产量分别为50、40,从X到四个城市的运输成本是9、8、6、5,从Y到四个城市的运输成本是9、8、8、0,现准备在Z地建厂,Z地到四个城市的运输成本是5、3、3、10,运输方式该如何安排Z地的产量是多少例题:
一个快餐店欲布置其生产与服务设施。
该快餐店共分成6个部门,计划布置在一个2×3的区域内。
已知这6个部门的作业关系密切程度,如下页图所示。
请根据图作出合理布置。
部门1
部门2
部门3
部门4
部门5
部门6
解:
第一步,列出关系密切程度(只考虑A和X):
A:
1—21—32—63—54—65—6
X:
1—43—63—4
第二步,根据列表编制主联系簇,如图1所示。
原则是,从关系“A”出现最多的部门开始,如本例的部门6出现3次,首先确定部门6,然后将与部门6的关系密切程度为A的一一联系在一起。
如图1。
第三步,考虑其它“A”关系部门,如能加在主联系簇上就尽量加上去,否则画出分离的子联系簇。
本例中,所有的部门都能加到主联系簇上去,如图2所示。
第四步,画出“X”关系联系图,如图3所示。
4所示。
第五步,根据联系蔟图和可供使用的区域,用实验法安置所有部门,如图
注意:
(1)方案不唯一;
(2)仅反映部门间的相对位置。
例题:
某公司生产热水瓶,需求预测和成本数据如下表。
该公司现有库存12万只,希望期末库存是15万只。
该公司每季度的最大加班能力为该季度正常生产能力的20%。
外协厂家可以使季度
生产能力增加
10%,根据公司表中的生产能力,
用图表法确定综合计划。
不允许任务积压和库
存缺货。
季度
123
4
合计
需求
151817
22
72
单位产品的库存成本是元/季度,单位产品的正常生产成本是元,单位产品通过加班的生产成
本元,单位产品通过外协增加生产的成本元。
由于第一季度外来务工人员回家过春节,春节后部分老员工的回归以及新的员工的到来,生产能力迅速增加,经过培训和逐渐熟练,生产能力进一步增加,预计各季度的正常生产能力是5、15、21、27。
解:
第一步,将全部的生产能力和各季度的需求填入表格。
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
12
1
正常生产
5
加班生产
1
外协
0.5
2
正常生产
15
加班生产
3
外协
1.5
3
正常生产
21
加班生产
4.2
外协
2.1
4
正常生产
27
加班生产
5.4
外协
2.7
需求
15
18
17
37
第二步,将成本填入表格右上角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.8
1.6
2.4
3.2
12
1
正常生产
6.7
5
加班生产
6.9
1
外协
8.5
0.5
2
正常生产
6.7
15
加班生产
6.9
3
外协
8.5
1.5
3
正常生产
6.7
21
加班生产
6.9
4.2
外协
8.5
2.1
4
正常生产
6.7
27
加班生产
6.9
5.4
外协
8.5
2.7
需求
15
18
17
37
第二步,将成本填入表格右(上)角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.8
1.6
2.4
3.2
12
1
正常生产
6.7
7.5
8.3
9.1
5
加班生产
6.9
7.7
8.5
9.3
1
外协
8.5
9.3
10.1
10.9
0.5
2
正常生产
6.7
7.5
8.3
15
加班生产
6.9
7.7
8.5
3
外协
8.5
9.3
10.1
1.5
3
正常生产
6.7
7.5
21
加班生产
6.9
7.7
4.2
外协
8.5
9.3
2.1
4
正常生产
6.7
27
加班生产
6.9
5.4
外协
8.5
2.7
需求
15
18
17
37
第二步,将成本填入表格右(上)角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.812
1.6
2.4
3.2
0
12
1
正常生产
6.73
7.5
8.3
9.1
5
加班生产
6.9
7.7
8.5
9.3
1
外协
8.5
9.3
10.1
10.9
0.5
2
正常生产
6.7
7.5
8.3
15
加班生产
6.9
7.7
8.5
3
外协
8.5
9.3
10.1
1.5
3
正常生产
6.7
7.5
21
加班生产
6.9
7.7
4.2
外协
8.5
9.3
2.1
4
正常生产
6.7
27
加班生产
6.9
5.4
外协
8.5
2.7
需求
15
18
17
37
第二步,将成本填入表格右(上)角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.812
1.6
2.4
3.2
0
12
1
正常生产
6.73
7.5
8.3
9.1
5
加班生产
6.9
7.7
8.5
9.3
1
外协
8.5
9.3
10.1
10.9
0.5
2
正常生产
6.715
7.5
8.3
0
15
加班生产
6.93
7.7
8.5
0
3
外协
8.5
9.3
10.1
1.5
3
正常生产
6.7
7.5
21
加班生产
6.9
7.7
4.2
外协
8.5
9.3
2.1
4
正常生产
6.7
27
加班生产
6.9
5.4
外协
8.5
2.7
需求
15
18
17
37
第二步,将成本填入表格右(上)角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.812
1.6
2.4
3.2
0
12
1
正常生产
6.73
7.5
8.3
9.1
5
加班生产
6.9
7.7
8.5
9.3
1
外协
8.5
9.3
10.1
10.9
0.5
2
正常生产
6.715
7.5
8.3
0
15
加班生产
6.93
7.7
8.5
0
3
外协
8.5
9.3
10.1
1.5
3
正常生产
6.717
7.5
21
加班生产
6.9
7.7
4.2
外协
8.5
9.3
2.1
4
正常生产
6.7
27
加班生产
6.9
5.4
外协
8.5
2.7
需求
15
18
17
37
第二步,将成本填入表格右(上)角
计划方案
计划期
1234
未用生产能力
全部生产能力
计划期
起初库存
0.812
0
12
1
正常生产
6.73
7.5
8.3
9.1
2
5
加班生产
6.9
7.7
8.5
9.3
1
1
外协
8.5
9.3
10.1
10.9
0.5
2
正常生产
6.715
7.5
0
15
加班生产
6.93
7.7
0
3
外协
8.5
9.3
10.1
1.5
3
正常生产
6.717
7.54
0
21
加班生产
6.9
7.70.6
3.6
4.2
外协
8.5
9.3
2.1
4
正常生产
6.727
0
27
加班生产
6.95.4
0
5.4
外协
8.5
2.7
需求
15
18
17
37
计划方案
1
正常生产
3
加班生产
0
2
正常生产
15
加班生产
3
3
正常生产
21
加班生产
0.6
4
正常生产
27
加班生产
5.4
独立需求库存管理
图示:
从图示中,可以知道两次定货的时间间隔,库存消耗速度等。
总成本=年库存成本+年订购成本=平均库存×单位库存成本+订货次数×每次订货成本
C=(Q/2)H+(D/Q)S
经济订货批量(EOQ):
就是使总成本最小的订货批量。
根据总成本公式,求该公式的最小值。
即对Q求导,令导数为0,可得到:
EOQ=Q*=(2DS)/H
例题:
某公司以单价10元每年购入某种产品8000件。
每次订货费用为30元,资金年利息率为12%,单位维持库存费按所库存货物价值的18%计算。
若每次订货的提前期为2周,试求经
济定货批量、最低年成本、年订购次数和订购点。
(H=10×12%+10×18%=3元/件年)
p=10元/件,D=8000件/年,S=30元,LT=2周由资金利息和仓储费用组成,所以H=10×12﹪+10×18﹪=3元/件·年,因此EOQ=(2DS/H)=(2×8000×30)/3=400(件)
最低年费用为C=p*D+(D/Q)*S+(Q/2)*H=8000×10+(8000/400)×30+(400/2)×3=81200(元)年订货次数为n=D/EOQ=8000/400=20订货点为ROP=(D/52)*LT=8000/52×2=(件)
例题:
已知A产品的产品结构和产品出产计划(第9周需要80件A产品)现有A产品库存为10件,B元件26件,D元件45件。
LT=3周2B3CLT周=2
LT=3周1B2DLT=周2
求出对B、D元件的定货(生产)安排。
产品项目
提前期
项目
周次
1
2
3
4
5
6
7
8
9
A
0层
2周
总需求量
80
预计到货量
现有数
10
10
净需要量
70
计划发出定货量
70
B
1层
3周
总需求量
140
预计到货量
现有数
净需要量
140
计划发出定货量
140
C
1层
2周
总需求量
210
预计到货量
现有数
0
净需要量
210
计划发出定货量
210
B
2层
3周
总需求量
210
预计到货量
现有数
26
26
净需要量
184
计划发出定货量
184
D
2层
2周
总需求量
420
预计到货量
现有数
45
45
净需要量
365
计划发出定货量
365
产品项目
提前期
项目
次周
1
2
3
4
5
6
7
8
9
A
0层
周
2
量求需总
0
8
量货到计预
0
1数有现
0
1
量要需净
0
7
计量
70
B
1层
3周
总需求量
140
预计到货量
现有数
净需要量
140
计划发出定货量
140
C
1层
2周
总需求量
210
预计到货量
现有数
0
净需要量
210
计划发出定货量
210
210
B
2层
3周
总需求量
210
预计到货量
现有数
26
26
净需要量
184
计划发出定货量
184
D
2层
2周
总需求量
420
预计到货量
现有数
45
45
净需要量
375
计划发出定货量
375
第二周B的定货量是184,第三周D的定货量是375,第四周B的定货量是140
课堂练习:
已知A产品的产品结构和产品出产计划(第9周需要100件A产品)现有A产品库存为25件,B元件42件,C元件18件。
A
LT=2周
LT=3周2B3CLT=2周
LT=3周1B2DLT=2周
求出对B、D元件的定货(生产)安排。
流水作业排序问题例题:
有一个6/4/p/Fmax问题,其加工时间如下表,当按顺序S=(6,
1,5,2,4,3)加工时,求Fmax。
i
1
2
3
4
5
6
pi1
4
2
3
1
4
2
pi2
4
5
6
7
4
5
pi3
5
8
7
5
5
5
pi4
4
2
4
3
3
1
解法如下:
1、列出在加工顺序S下的时间矩阵
i
6
1
5
2
4
3
pi1
2
4
4
2
1
3
pi2
5
4
4
5
7
6
pi3
5
5
5
8
5
7
pi4
1
4
3
2
3
4
2、将每个工件的的完工时间标在右上角
Johnson算法:
1、从加工矩阵中找出最短的加工时间
M2
2、若最短的加工时间出现在M1上,则对应的工件尽可能往前排;若最短加工时间出现在上,则对应的工件尽可能往后排。
然后,将已排的划掉,如果最短加工时间有多个,则任选一个。
3、若所有的工件都已排序,停止。
否则,转步骤1。
4、按排好的序求解Fmax。
例题:
根据下表中的加工时间,求解n/2/F/Fmax问题的解。
i
1
2
3
4
5
6
ai
5
1
8
5
3
4
bi
7
2
2
4
7
4
最优排序为(2,5,6,1,4,3)Fmax=28
n——加工批量;m——工序数目;
零件在加工过程中的移动方式
1、顺序移动方式:
一批零件在上道工序全部加工完毕后工序下道工序加工。
M1
M2
M3
M4
M5
t1
t2
t3
t3=10;t4=12;t5=3解得:
T顺序=180
t4
T顺序
t5
时间
m
T顺序
ti
i1
零件在加工过程中的移动方式
2、平行移动方式:
每个零件在前道工序加工完毕后,立即转移到后道
工序去继续加工,形成前后工序交叉作业。
工序
n
1)tL
零件在加工过程中的移动方式
已知:
2、平行移动方式工序
t1=15;t2=5;
T平行ti(n1)tL
i1tL——各工序中最长工序的单件工时
t5=3
零件在加工过程中的移动方式
3、平行顺序移动方式:
要求每道工序连续进行,但又要求各道工序尽
i1
i1
零件在加工过程中的移动方式
零件在加工过程中的移动方式
3、平行顺序移动方式
第工2种序情况:
ti≥ti+1
考虑设备加工的连续性
M1
M2t1
t2
t3
M3
M4
M5
T平顺
t4
t5
时间
零件在加工过程中的移动方式
3、平行顺序移动方式
M3
t2
t3
t4
T平顺
t5
M4
M5
加工周期的计
T平顺
mm1
nti(n1)tis
i1i1
tiS——前后相邻两工序中
单件工时之较小者
零件在加工过程中的移动方式
m
T顺序
n
ti
i1
=4×
(
10+5+15+10)=160分钟
T平行
m
ti
(n
1)tL
(10+5+15+10)+(4-1)×15
i1
=85分钟
m
m1
T平顺
n
i
 升级会员
升级会员 