电动自行车车生产工艺.docx
《电动自行车车生产工艺.docx》由会员分享,可在线阅读,更多相关《电动自行车车生产工艺.docx(22页珍藏版)》请在冰豆网上搜索。
电动自行车车生产工艺
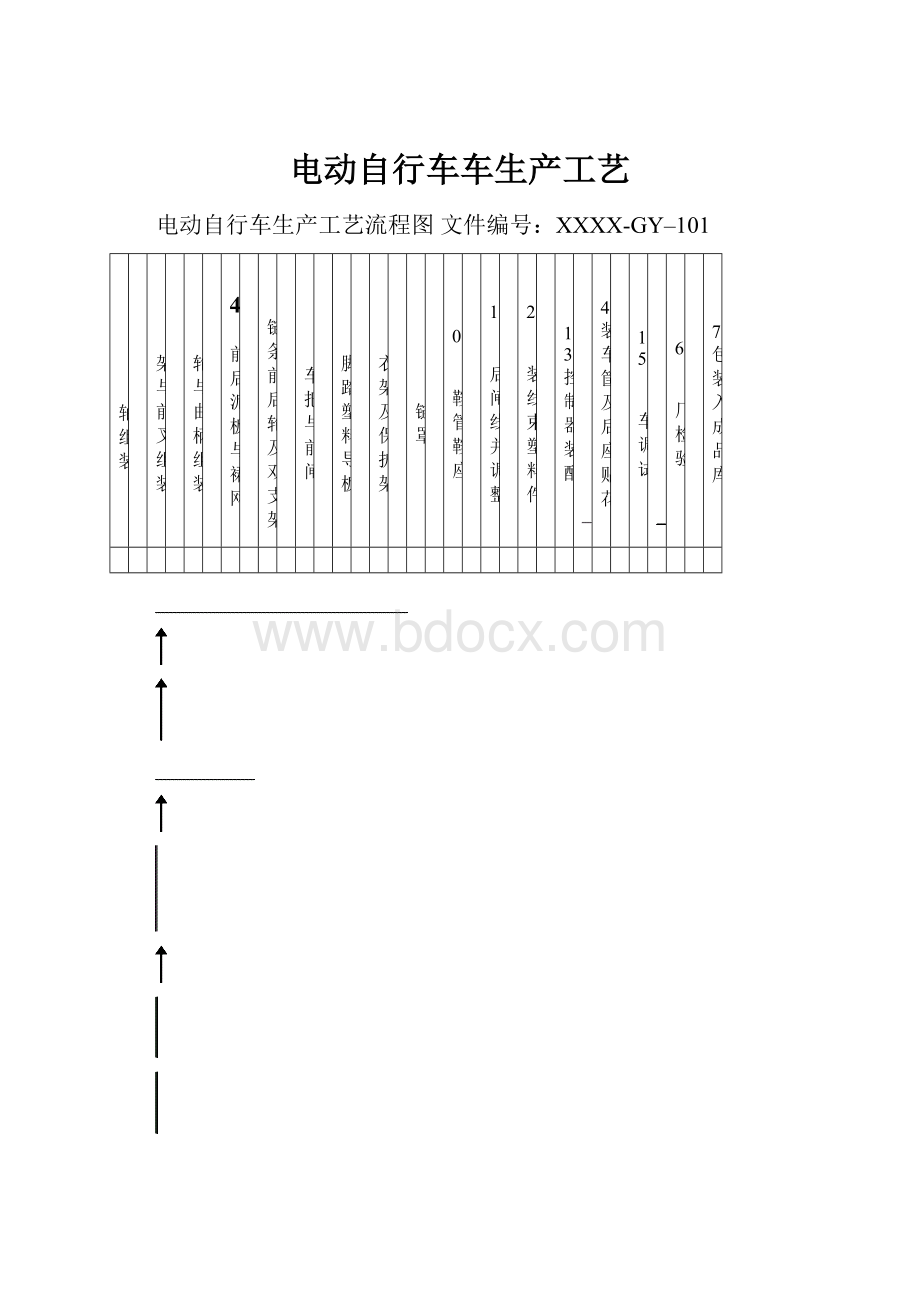
电动自行车生产工艺流程图文件编号:
XXXX-GY–101
1
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
4
装前后泥板与裙网
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
整车调试
16
出厂检验
17包装入成品库
2.1/2.2
安装车架前叉挡碗
4.1
前后泥板组合
5.1
内外胎组合
5.2
飞轮刹车组合
6.1
车把组合
13.1
组装电池盒
16.1返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车
线装装配工艺
文件编号:
XXXX-GY–102
设计(日期):
审核(日期):
标准化(日期):
批准(日期):
XXXXX电动车有限公司
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第1页
部件图号
工序工时
工序号
1
工序名称
安装中轴系统
车间
工段
设备
工步内容
技术要求
1、检查各零部件有无缺陷。
2、车架倒置装配线。
3、右档碗穿入1:
1助力探头及链罩支架,旋入车架中接头并旋紧。
4、中轴穿入抹黄油的珠架,再将轴及珠架插入中接头中。
5、旋入左档碗,松劲适宜使轴向无间隙,且转动灵活,再旋上锁紧锁母并紧固。
6、调整中轴。
安装1:
1助力盘
1、装配过程注意保护车架烤漆
2、助力探头及链罩支架方向及位置要正确。
3、黄油涂抹均匀,珠架安装方向正确。
4、与探头最大间隙小于1.5mm。
5、转动灵活无窜动。
6、中轴锁母安装后,左中轴碗外露其螺纹长度不大于2mm。
工艺装备及辅料
专用丝锥、大活扳手、一字螺丝刀、铁锤、勾形扳手、专用扳手、扭力扳手、黄油
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第2页
部件图号
工序工时
工序号
2
工序名称
安装前叉组合系统
车间
工段
设备
工步内容
技术要求
1、检查各零部件有无产品缺陷。
2、取出压好下档的前叉。
3、安装下珠架并抹黄油。
4、前叉立管插入车架前立管。
5、安装上珠架并抹黄油。
6、旋紧上档至前叉能灵活转动,并无间隙。
安装卡圈。
7、安装货筐支架(灯架)。
8、安装锁紧螺母。
1、装配过程不得损坏各零部件及外观。
2、珠架方向应正确,黄油涂抹均匀。
3、前叉应转动灵活无窜动、无紧点、僵呆、松动现象。
4、货筐支架(灯架)上下面应正确。
5、紧固件应旋紧无松动。
工艺装备及辅料
大活扳手、14X17扳手、专用扳手、大力钳、黄油
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第3页
部件图号
工序工时
工序号
3
工序名称
链轮与曲柄组装
车间
工段
设备
工步内容
技术要求
1、装右曲柄,先用木锤锤紧,然后旋紧螺母,盖上防尘装饰盖。
2、安装左曲柄方法同上。
1、两曲柄方向相反(180°)
2、两个M10紧固螺母(自带)应可靠旋紧.。
3、曲柄端面应与中轴端面相平。
4、曲柄锁母的紧固扭矩大于30N.m。
工艺装备及辅料
十字螺丝刀、套筒14mm、木锤、专用扳手、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第4页
部件图号
工序工时
工序号
4
工序名称
装前后泥板
车间
工段
设备
工步内容
技术要求
1、安装前泥板、前泥板支架
2、安装前泥板支架连接板。
3、安装后泥板、安装后泥板支架。
4、安装后泥板支架连接板。
5、安装后反射器。
1、泥板不得有明显的扭曲及偏斜。
2、后反射器紧固无松动。
3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙相等,其偏差小于2mm。
工艺装备及辅料
十字螺丝刀、8X10扳手、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第5页
部件图号
工序工时
工序号
5
工序名称
装链条、前后轮及双支撑
车间
工段
设备
工步内容
技术要求
1、安装链条接片应装到外侧,开口端应与运动方向相反。
2、将前轮组合装入前叉中,并装好保险垫圈,使前轮在前叉中间后紧固螺母。
3、将后轮组合装入车架后接片中,调整好抱闸位置。
4、调整链条的松紧,并使后轮紧固在车架平立叉中央。
5、双撑正确撑起
1、前轮安装应处于前叉中央。
2、车轮应转动灵活,轴档无松动现象。
3、紧固件应牢固无松动。
4、链条下垂10mm左右,弹簧片开口方向正确,转动灵活无死结。
链条接片应位于外侧,开口与链条骑行方向相反
5、前轮紧固扭矩大于18N.m,
6、后轮紧固扭矩大于30N.m
7、防转片翻边方向应正确。
8、注意前后轮胎转动方向。
9、装配后,转动曲柄时,不得有碰擦杂音。
。
工艺装备及辅料
十字螺丝刀、钳子、十字螺丝刀、8X10扳手14X17扳手、气动(电动)工具、扭力扳手。
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第6页
部件图号
工序工时
工序号
6
工序名称
装车把与前闸
车间
工段
设备
工步内容
技术要求
1、车辆正放装配线。
2、取出车把组合插入前叉立管并紧固。
车把立管插入深度应在最小插入深度标记之上。
3、调整车把,使车把垂直于前轮。
4、紧固把心螺丝。
5、将前刹车线按正确走向安装。
1、把立管插入深度应在最小插入深度标记之上。
2、车把垂直于前轮
3、把心丝杆紧固扭矩大于18N.m。
4、前闸线走向应准确,刹车复位灵活,左右转动车把到最大位置不得出现刹车效应。
工艺装备及辅料
十字螺丝刀、扭力扳手、木锤、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第7页
部件图号
工序工时
工序号
7
工序名称
装脚踏、开关锁、电池盒锁及塑料件导板
车间
工段
设备
工步内容
技术要求
1、将开关锁、电池盒锁及连接片装到车架上。
2、调速手把线、刹车开关线及电源线一并穿到线槽内。
1、开关锁线色应正确对应。
电池盒锁紧固螺钉应采用沉头螺钉,不得与电池盒干涉。
2、电锁锁紧、松开灵活。
电池盒安装、取下方便。
工艺装备及辅料
十字螺丝刀、8X10扳手、十字螺丝刀、钳子、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第8页
部件图号
工序工时
工序号
8
工序名称
安装衣架及保护架
车间
工段
设备
工步内容
技术要求
1、将衣架用螺钉紧固在车架上。
2、将左右保护架装上车架,并用螺钉紧固。
1、紧固件应旋紧无松动。
2、保护架安装在车架上应牢固平整、不歪斜。
工艺装备及辅料
十字螺丝刀、8X10扳手十字螺丝刀、钳子、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第9页
部件图号
工序工时
工序号
9
工序名称
安装链罩、脚蹬
车间
工段
设备
工步内容
技术要求
1、调整好链罩支架。
2、把链罩固定孔对准支架孔,用螺钉紧固。
3、安装脚蹬。
1、检查链罩外观,色泽均匀,烤漆无脱落、漏漆灯缺陷。
2、紧固件应旋紧无松动。
3、链罩与链轮及链条不应干涉。
4、注意脚蹬分左右。
工艺装备及辅料
十字螺丝刀、8X10扳手、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第10页
部件图号
工序工时
工序号
10
工序名称
安装鞍座立管、鞍座
车间
工段
设备
工步内容
技术要求
1、鞍管插入车架立管中(插入深度应大于最小插入深度),然后将紧固螺丝锁紧。
2、把鞍座安装在鞍管上,调节鞍座,使鞍面水平,然后拧紧夹紧螺母,使鞍座不得转动。
1、鞍管插入深度应在最小插入深度标记之上。
2、鞍座要水平
3、紧固力矩不小于18N.m
工艺装备及辅料
扭力扳手、十字螺丝刀、专用扳手、钳子、木锤、
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第11页
部件图号
工序工时
工序号
11
工序名称
装后闸线、调整后刹车
车间
工段
设备
工步内容
技术要求
1、将后闸线装于闸把,后闸线的另一端穿过刹线孔至后刹车。
2、调整闸线长度,使刹车有效间距适当,使之灵活可靠。
1、刹车系统调整后应保证灵活可靠。
2、刹车把手约三分之一位置时有刹车力矩,最大刹车位置小于三分之二位置。
3、紧固件应旋紧,无松动。
工艺装备及辅料
十字螺丝刀、8X10扳手、钳子、气动(电动)工具
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第12页
部件图号
工序工时
工序号
12
工序名称
安装线束、塑料件
车间
工段
设备
工步内容
技术要求
1、根据线束定位标记固定线束,确定前后线束长度。
2、根据线束布线要求进行规范布线,按照要求的位置合理捆扎。
3、与各端口插件正确连接各插件。
4、按照正确的颜色搭配装配塑件
1、前后长度适宜,线束和车架定位标记对应。
2、主线束不得位于车体的最下端,捆扎合理,松紧适宜。
3、电源正负极不得接反,各接线柱及接插件应正确牢固并接触良好。
4、塑料件缝隙均匀一致,装配到位,紧固可靠。
不得漏装螺丝,更不得装配过紧,损坏塑件。
工艺装备及辅料
十字螺丝刀、8X10扳手、钳子、万用表
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第13页
部件图号
工序工时
工序号
*13
工序名称
*控制器装配
车间
工段
设备
工步内容
技术要求
1、将控制器用螺钉固定于车体或控制器盒底板上。
2、将控制器及与整车线束插件连接好。
3、理顺控制器与线束各自位置,并进行必要的捆扎。
1、控制器装配后不得松动,车辆骑行过程中更不能振动。
2、电源正负极不得接反,各电器零件应正确连接无误。
3、各接线柱及接插件应正确牢固并接触良好。
4、导线长度及松紧度适宜,不得过紧或过松。
5、各接插件在控制器盒内应平顺布置,原则上不得交叉纠结。
6、合理捆扎,避免震动和脱落、散落。
工艺装备及辅料
十字螺丝刀、8X10扳手、钳子、万用表
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第14页
部件图号
工序工时
工序号
14
工序名称
装前车筐及后座、贴花
车间
工段
设备
工步内容
技术要求
1、将货筐装在支架及灯架上,紧固螺钉。
2、将后座装与衣架所在位置上,紧固螺钉。
3、将贴花贴于正确位置。
1、各部件应安装到位、可靠。
2、位置及角度正确不得歪斜。
3、贴花不得有气泡等缺陷。
工艺装备及辅料
十字螺丝刀、8X10扳手、钳子、
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第15页
部件图号
工序工时
工序号
*15
工序名称
*整车调试
车间
工段
设备
工步内容
技术要求
1、将备用电池/调车电池与整车连接。
2、操作各电气系统功能,发现不工作或异常情况进行调试、调整、修复。
3、调整刹车系统到最佳状态。
4、按照规定进行试骑,感觉整车的舒适性,运行情况。
5、调整转动部件转动灵活性。
6、调整各对称件与车架中心面左右对称。
7、调整变速装置和制动系统操控灵活性。
8、检查整车外观,发现缺陷及时修复。
1、电气系统功能正常。
2、骑行舒适,启动无噪音,可靠刹车。
3、各紧固件紧固到位,转动部件转动灵活。
贴花、各对称件应与车架中心面左右对称,不得明显偏斜。
4、变速装置和制动系统应装配正确,操控灵活。
5、不动件不允许与运动部件相碰檫。
6、外观良好。
7、按照合格产品的要求其他事项调整和返工,使得整车各部分装配达到各工序的工艺要求,达到一次交验的要求。
螺丝刀、8X10扳手、14X17扳手、钳子、万用表、兆欧表,稳压电源、扭力扳手
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第16页
部件图号
工序工时
工序号
16
工序名称
整车出厂检验
车间
工段
设备
工步内容
技术要求
1、绝缘性能
2、蓄电池标称电压
3、制动断电装置
4、欠压过流保护功能
5、总体要求
6、整车外观要求
7、说明书要求(增加说明书上告知消费者“不要随意丢弃废旧电池,以免污染环境。
本产品的废蓄电池由本企业或经销商、政府指定网点负责回收”。
)
8、识别号码
1、车体与电器件绝缘阻值≥2MΩ
2、≤48V
3、制动时应能自动切断电源
4、欠压保值:
31.5V±0.5V,过流保护值15A±1A
5、应按其型号组装,不得错装和漏装。
各紧固件紧固到位,转动部件转动灵活。
贴花
各对称件应与车架中心面左右对称,不得明显偏斜。
变速装置和制动系统应装配正确,操控灵活。
不动件不允许与运动部件相碰檫。
6、各外露零部件表面应清洁,无污染、锈蚀,商标、贴花应完整、清晰,位置正确。
电镀件色泽应均匀,光亮,不得有起泡、剥离、烧黑、露底、露黄及明显毛刺、花斑、针孔、麻点等缺陷。
油漆件应色泽均匀,光滑平整。
正视面不允许有龟裂和明显的流疤、集结的沙粒、皱皮、针孔、麻点、漏漆等缺陷。
铝合金氧化膜应连续均匀、致密、色泽均匀一致,不得有陈化、烧蚀、粉化、剥落、露底及明显碰伤、水迹、流痕、条纹等缺陷。
塑料件表面应色泽均匀,无明显飞边、划伤、裂纹和凹陷。
7、说明书应符合GB17761—1999《电动自行车通用技术条件》中的。
5.6款的规定。
(增加说明书上告知消费者“不要随意丢弃废旧电池,以免污染环境。
本产品的废蓄电池由本企业或经销商、政府指定网点负责回收”。
)
8、产品识别号码应清晰可辩。
螺丝刀、8X10扳手、14X17扳手、钳子、万用表、兆欧表,稳压电源、扭力扳手
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
XXXXX电动车有限公司
线装装配工艺卡片
车型
共17页第17页
部件图号
工序工时
工序号
17
工序名称
包装、成品入库
车间
工段
设备
工步内容
技术要求
1、拆下左右脚蹬,放入包装袋内。
2、拆下前轮,用泡沫纸包装好。
用捆扎绳紧固在整车侧面。
3、松开把芯丝杆,用木锤敲击把心丝杆使把立管松动,顺时针旋转90度左右。
4、在尾箱内放入说明书、合格证等配用零件及配用标准件。
5、在箱子底部放上支撑部件,将整车放入箱中,在相关位置放上支撑泡沫塑料,套上塑料布罩。
最后合上纸箱,打包。
6、将包装相关内容,填写纸箱相关位置上。
7、完成一定数量应及时办理成品入库。
1、脚蹬、充电器、说明书、保修卡、合格证、装箱单放入包装箱。
2、察看外观要求后,进行成车有关部件包扎。
3、装箱、箱签、型号规格、品名均应符合箱内的整车要求。
试制产品应有试制品标识。
4、包装、纸箱印刷文字,图示及纸箱技术要求均应符合纸箱检验规则的规定。
5、
 升级会员
升级会员 