谈螺杆泵产品生产计划的制定.docx
《谈螺杆泵产品生产计划的制定.docx》由会员分享,可在线阅读,更多相关《谈螺杆泵产品生产计划的制定.docx(30页珍藏版)》请在冰豆网上搜索。
谈螺杆泵产品生产计划的制定
课程设计任务书
学生姓名:
专业班级:
指导教师:
工作单位:
题目:
螺杆泵产品生产方案的制定
初始条件:
1、产品品种:
A—1,A—2,A—3,B—1,B—2,C—1,C—2,C—3
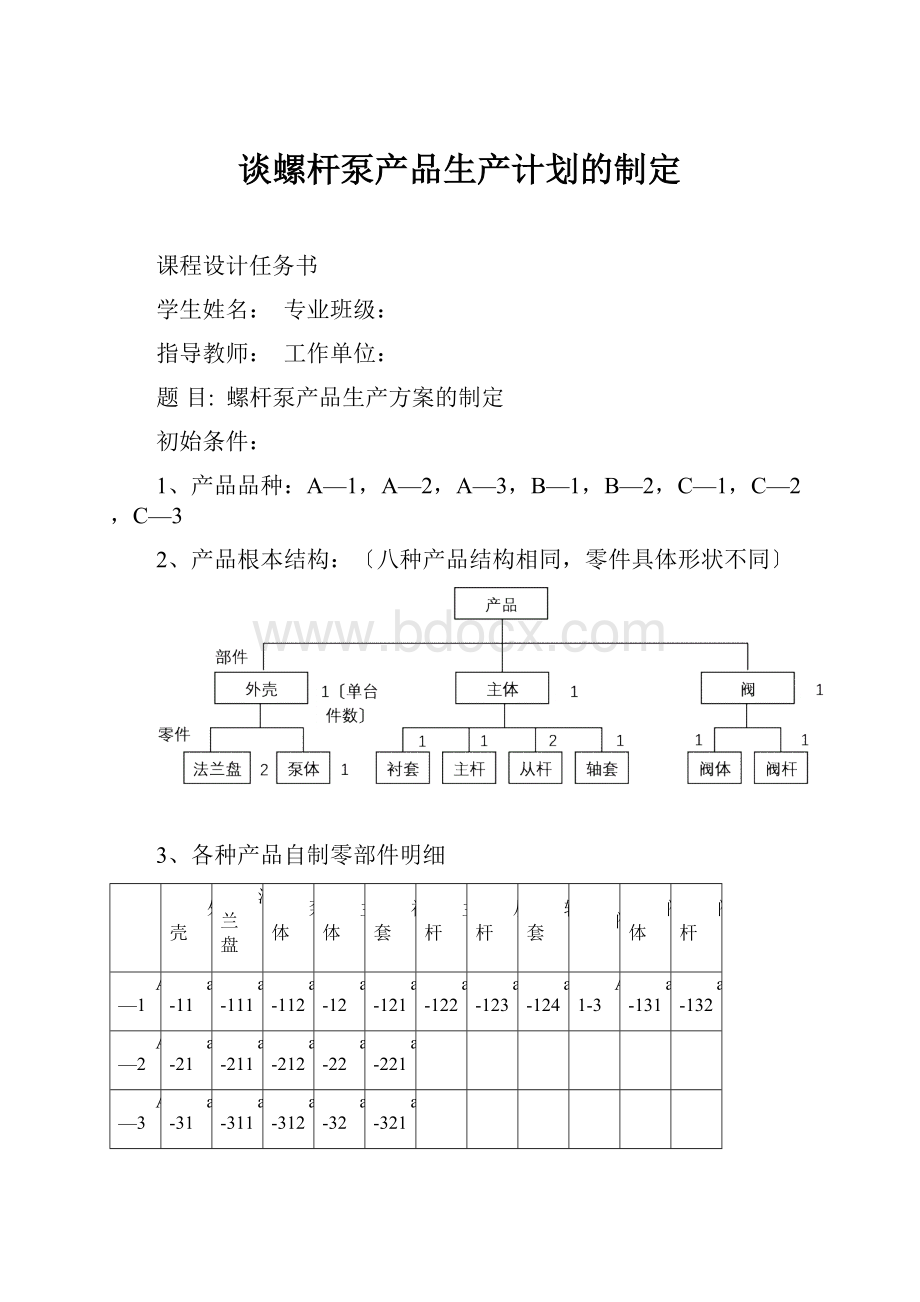
2、产品根本结构:
〔八种产品结构相同,零件具体形状不同〕
3、各种产品自制零部件明细
外壳
法兰盘
泵体
主体
衬套
主杆
从杆
轴套
阀
阀体
阀杆
A—1
a-11
a-111
a-112
a-12
a-121
a-122
a-123
a-124
A1-3
a-131
a-132
A—2
a-21
a-211
a-212
a-22
a-221
A—3
a-31
a-311
a-312
a-32
a-321
B—1
b-11
b-111
b-112
b-12
b-121
b-122
b-123
b-124
b-13
b-131
b-132
B—2
b-21
b-211
b-212
b-22
b-221
C—1
c-11
c-111
c-112
c-12
c-121
c-122
c-123
c-124
c-13
c-131
c-132
C—2
c-21
c-211
c-212
c-22
c-221
C—3
c-31
c-311
c-312
c-32
c-321
4、某月订货情况
产品品种
A—1
A—2
A—3
B—2
C—2
C—3
数量
450
400
350
200
120
100
交货期
11
11
22
22
22
22
配件品种
a—122
a—123
a—124
数量
100
100
100
交货期
22
22
22
5、生产能力设计规模
台份能力:
2000台〔混合品种〕
易损件〔主杆、从杆、轴套〕能力:
2500~3000件〔注:
在前面2000台的根底上加上该能力〕
6、提前期
自制件:
无提前期;外购件:
11天
要求完成的主要任务:
〔包括课程设计工作量及其技术要求,以及说明书撰写等具体要求〕
1、确定生产车间的生产类型,选择合理的生产组织方式
2、列出车间设备明细,画出机加工车间平面布置示意图。
3、制定某月主生产方案
4、制定机加工车间粗生产能力方案
5、制定物料需求方案
6、制定机加工车间生产能力精平衡
7、制定某月机加工车间作业方案
8、产品装配工序卡编制
时间安排:
序号
内容
所用时间〔天〕
1
问题分析
2
2
生产组织及平面布置
1
3
生产方案的制定,
4
4
上计算机计算
1
5
说明书撰写及辩论
2
合计
10
指导教师签名:
年月日
系主任〔或责任教师〕签名:
年月日
附录:
零件工艺过程,工时定额及设备类型
1.泵体工艺
工序号
1
2
3
4
5
6
工序名
粗车
精车
钻孔
粗铣
精铣
检验
设备
立车
立车-1
摇臂孔
立铣
立铣-1
检验台-1
工时〔分〕
4
9
2
4
5
3
2.衬套工艺
工序号
1
2
3
4
5
6
7
8
工序名
热处理
粗车
精车
粗镗侧孔
半精镗三孔
精镗三孔
钻攻螺纹
检验
设备
热处理炉
普车
普车
专用镗床-1
镗床-2
专用镗床-2
车
检验台-2
工时
30
3
3
13
14
14
4
4
3.主杆工艺
工序号
1
2
3
4
5
6
7
8
9
10
工序名
调质
开坯
粗精车
钻深孔
磨外圆
粗铣螺纹
精铣螺纹
调直
铣槽
检验
设备
热处理炉
车
车
深钻孔
外圆磨
数控铣-1
数控铣-1
专用调直仪
立铣
检验台-3
工时
20
2
3
3
4
5
5
4
3
4
4.从杆工艺
工序号
1
2
3
4
5
6
工序名
开坯
粗铣螺纹
精铣螺纹
调直
粗车
检验
设备
车
数控纹-2
数控铣-2
调直仪
车
检验台-4
工时
2
5
5
4
2
4
5.阀体工艺
工序号
1
2
3
4
5
工序名
车成活
铣
钻孔
钳工
检验
设备
普车
铣床
立钻
钳工台
检验台-5
工时
2
1
1
3
6.阀杆工艺
工序号
1
2
3
4
工序名
车
攻螺纹
钳
检验
设备
普车
普车
钳工台
检验台-5
工时
1
2
2
7.法兰盘工艺
工序号
1
2
3
工序名
车
钻孔
检验
设备
普车
立钻
检验台-5
工时
2
2
8.轴套工艺
工序号
1
2
3
工序名
车
磨孔
检验
设备
普车
内圆磨
检验台-5
工时
1
3
1
螺杆泵产品生产方案的制定
1确定生产车间的生产类型,选择合理的生产组织方式
按照产品的生产批量的大小来划分生产类型,可以分为三种:
大批量生产方式,即产品单一,产量大,生产重复程度高,长期重复生产且条件稳定,专业化水平高;多品种中小批量生产,即品种较多,单产品产量较少;单件小批量生产,即品种繁多,每种产品仅生产一件,生产的重复程度低。
根据任务书所给的初始条件,我们可以知道该产品为八种结构相同,零件具体形状不同的一系列产品,且有多种自制零部件,因此,我们认为螺杆泵产品是多品种的。
再从某月的订货情况来看,単种产品的订货数量均在500以下,因此,可以确定生产车间类型为多品种小批量生产。
生产组织方式有四种,一种是以工艺为原那么,一种是以产品为原那么,一种是成组技术,一种是固定生产。
以工艺为原那么生产,是按照生产工艺的特点来布置车间设备,将同一类型的设备和工作地集中进行布置,并且设备利用率高,生产系统的可靠性较高,便于工艺管理和提高技术水平。
一般适用于多产品、小批量生产方式。
以产品为原那么生产,是按照产品为对象来布置车间设备,依照产品或零件的加工顺序排列各种不同的机床设备和工作地,把产品的全部或大局部工艺过程集中在一个生产单位中。
一般适用于大量、大批生产方式。
它可以实现机械化、自动化,降低搬运费,生产流程连续性好,同时,可以缩短按生产周期,但是机床设备利用率低,可靠性、适应性差。
综上所述,由于该车间生产类型是多品种小批量生产,它的种类多、批量小,所以选择以工艺为中心生产比拟合理,可以防止过多的设备以及生产能力闲置造成的严重浪费。
2列出车间设备明细,画出机加工车间平面布置示意图
生产能力为:
台份能力:
2000台〔混合品种〕易损件〔主杆,从杆,轴套〕能力:
2500~3000件。
那么,主杆能力700件,从杆能力1400件,轴套能力700件。
为了让设备留有余量,便于以后的生产,我们在此以最大生产能力来计算设备规模。
根据任务书得加工零部件数表格如下:
零部件
泵体
衬套
主杆
从杆
阀体
阀杆
法兰盘
轴套
数量
2000
2000
2700
5400
2000
2000
4000
2700
参照标准工作时间,按每月工作25天,每天工作8小时,以此来计算设备台数:
所需工时/分
所需工时/小时
计算得设备台数
设备台数
立车
26000
3
普车
75800
7
立钻
10000
1
摇臂钻
4000
1
深孔钻
8100
135
1
铣
2000
1
立铣
26100
435
3
数控铣
81000
1350
7
检验台
53100
885
5
专用镗床
54000
900
5
镗床
28000
3
外圆磨
10800
180
1
内圆磨
8100
135
1
钳工台
10000
1
调直仪
21600
360
2
专用调直仪
10800
180
1
2.2车间平面布置示意图:
以工艺为中心生产的车间布置虽然能充分的利用设备,但最大的问题是运输路线长,难以防止零件加工物流线的交叉和回流,因此,为了减少回流和交叉,按如下方式布置加工中心:
入口入口
主主
通通
道道
出口出口
3制定某月主生产方案
根据订单情况来看,A-1,A-2交货期为11天,A-3,B-2,C-2,C-3以及易损件a-122,a-123,a-124交货期均为22天,因此,我们可以将一月分为3个时间段,即上旬,中旬,下旬,按订单生产方式制定如下生产方案:
主生产方案
最终产品或零件
上旬
中旬
下旬
A-1
毛需求
450
期初库存
0
净需求
450
期末库存
0
A-2
毛需求
400
期初库存
0
净需求
400
期末库存
0
A-3
毛需求
350
0
期初库存
0
净需求
350
期末库存
0
B-2
毛需求
200
期初库存
0
净需求
200
期末库存
0
C-2
毛需求
120
期初库存
0
净需求
120
期末库存
0
C-3
毛需求
100
期初库存
0
净需求
100
期末库存
0
a-122
毛需求
100
期初库存
0
净需求
100
期末库存
0
a-123
毛需求
100
期初库存
0
净需求
100
期末库存
0
a-124
毛需求
100
期初库存
0
净需求
100
期末库存
0
由主生产方案得本月生产任务表如下:
产品或配件
上旬
中旬
下旬
A-1
450
0
0
A-2
400
0
0
A-3
0
350
0
B-2
0
200
0
C-2
0
120
0
C-3
0
100
0
a-122
0
100
0
a-123
0
100
0
a-124
0
100
0
4制定机加工车间粗生产能力方案
粗生产能力方案
最终产品或零件
加工中心
车
钻
铣
检验及钳工
镗
磨
调直仪
A-1
所需时间〔分〕
20700
4500
14850
12150
18450
2700
5400
上
A-2
所需时间〔分〕
10800
2400
3600
3200
16400
0
0
旬
总时间〔分〕
31500
6900
18450
15350
34850
2700
5400
生产能力〔分〕
40000
12000
44000
30000
32000
8000
12000
差值〔分〕
8500
5100
25550
14650
-2850
5300
6600
A-3
所需时间
9450
2100
3150
2800
14350
0
0
B-2
所需时间
5400
1200
18000
1600
8200
0
0
C-2
所需时间
3240
720
1080
960
4920
0
0
中
C-3
所需时间
2700
600
900
800
4100
0
0
旬
a-122
所需时间
500
300
1300
400
0
400
400
a-123
所需时间
400
0
1000
400
0
0
400
a-124
所需时间
100
0
0
100
0
200
0
总时间
21790
4920
9230
7060
27880
600
800
40000
12000
44000
30000
32000
8000
12000
差值
18210
7080
34770
22940
4120
7400
11200
从粗生产能力方案平表格可知,上旬镗床加工中心均出现超负荷。
因此,我们要调整主生产方案来满足镗床加工中心的能力。
镗床加工中心:
5台专用镗床和3台镗床一旬加工工时为24000分钟。
各产品及配件的加工工时表如下:
450台A-1
400台A-2
350台A-3
200台B-2
120台C-2
100台C-3
100件a-122
100件a-123
100件a-124
18450
16400
14350
8200
4920
4100
0
0
0
上旬超负荷2850分,相当于204个衬套;
经分析计算,调整后的主生产方案表如下:
产品或零件
上月下旬
本月上旬
本月中旬
A-1
400
50
A-2
400
A-3
200
150
B-2
200
C-2
120
C-3
100
a-122
100
a-123
100
a-124
100
5制定物料需求方案
按照上述调整之后的主生产方案,通过计算得各零件的物料需求方案如下:
零件名称
上月
本月
下旬
上旬
中旬
下旬
a-111
800
100
a-112
400
50
a-121
400
50
a-122
400
50
100
a-123
800
100
100
a-124
400
50
100
a-131
400
50
a-132
400
50
a-211
800
a-212
400
a-221
400
a-311
400
300
a-312
200
150
a-321
200
150
b-211
400
b-212
200
b-221
200
c-211
240
c-212
120
c-221
120
c-311
200
c-312
100
c-321
100
6制定机加工车间生产能力精平衡
粗平衡是以产品为对象,精平衡是以零件为对象,由物料需求表,得精平衡表如下:
季度
加工中心
车
钻
铣
检验及钳工
镗
磨
调直仪
上
月
下
旬
法兰盘
1600
1600
400
泵体
5200
800
3600
1200
衬套
4000
1600
16400
主杆
2000
1200
5200
1600
1600
1600
从杆
3200
8000
3200
3200
轴套
400
400
1200
阀体
800
400
400
1400
阀杆
1200
1000
总的所需时间〔分〕
18400
4000
17200
10400
16400
2800
4800
生产能力
40000
12000
44000
24000
32000
8000
8000
差值〔分〕
21600
8000
26800
13600
15600
5200
3200
本
月
上
旬
法兰盘
2600
2600
650
泵体
8450
1300
5850
1950
衬套
6500
2600
26650
主杆
250
150
650
200
200
200
从杆
400
1000
400
400
轴套
50
50
150
阀体
100
50
50
175
阀杆
150
125
总的所需时间
18500
4100
7550
6150
26650
350
600
生产能力
40000
12000
44000
24000
32000
8000
8000
差值
21500
7900
36450
17850
5350
7650
7400
本
月
中
旬
法兰盘
2280
2280
570
泵体
7410
1140
5130
2280
衬套
5700
2280
23370
主杆
500
300
1300
400
400
400
从杆
400
1000
400
400
轴套
100
100
300
总的所需时间
16390
3720
7430
6030
23370
700
800
生产能力
40000
12000
44000
24000
32000
8000
8000
差值
23610
8280
36570
17970
8630
7300
7200
由表格知:
精平衡时,各加工中心均满足生产能力要求,不存在超负荷情况。
7制定某月及加工车间作业方案
编制作业方案的主要作业之一就是确定最正确的作业顺序,在通常的情况下都是按最早可能开〔完〕工的时间来编制作业方案。
在此制定车间作业方案时,只需要确定作业的加工顺序,下订单时间和交货时间。
按照交货期,加工顺序为先加工A-1和A-2,再加工A-3、B-2、C-2、C-3、a-122、a-123、a-124。
日期
产品
批量
下单日期
交货期
日生产方案
第一天
第二天
第三天
第四天
第五天
第六天
第七天
第八天
第九天
第十天
上月下旬
A-1
50
上月
21日
本月11日
50
50
50
50
50
50
50
50
本月上旬
A-1
50
1日
本月11日
50
A-2
100
2日
100
100
100
100
A-3
50
6日
本月22日
50
50
50
50
本月中旬
A-3
50
11日
50
50
50
B-2
100
14日
100
100
C-2
50
16日
100
50
C-3
100
17日
100
a-122
100
18日
100
a-123
100
19日
100
a-124
100
20日
100
8产品装配工序卡编制
以A-1产品为例
参考文献:
潘尔顺:
?
生产方案于控制?
,上海交通大学出版社
蒋祖华苗瑞陈友玲:
?
工业工程专业课程设计指导?
本科生课程设计成绩评定表
姓名
性别
专业、班级
课程设计题目:
螺杆泵产品生产方案的制定
课程设计辩论或质疑记录:
成绩评定依据:
最终评定成绩〔以优、良、中、及格、不及格评定〕
 升级会员
升级会员 