机制工艺学课后作业.docx
《机制工艺学课后作业.docx》由会员分享,可在线阅读,更多相关《机制工艺学课后作业.docx(15页珍藏版)》请在冰豆网上搜索。
机制工艺学课后作业
机械制造工艺学课后作业
一、第一次作业
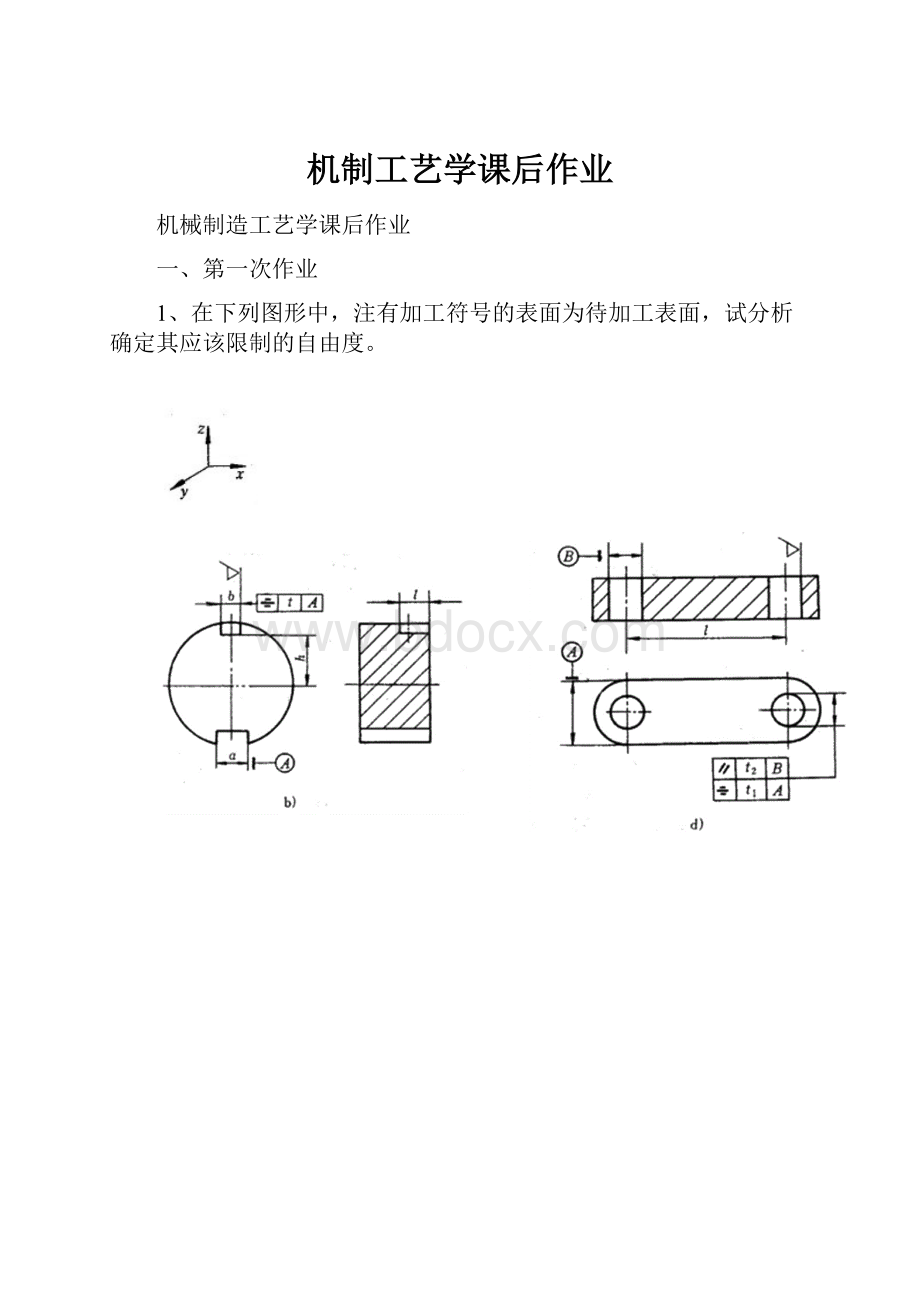
1、在下列图形中,注有加工符号的表面为待加工表面,试分析确定其应该限制的自由度。
2、在下列图形中,注有加工符号的表面为待加工表面,试分析确定其应该限制的自由度。
二、第二次作业
1、根据六点定位原理,分析下面几种定位方案所限制的自由度,写出定位元件的名称,并分析每个定位元件分别限制的自由度。
第三次作业
1、分析下列各定位方案,1)指出各定位元件分别限制的自由度。
2)判断有无欠定位和过定位的情况。
3)对不合理的定位方案提出改进意见。
第四次作业:
在下图所示套筒零件a上铣键槽,要求保证尺寸
,现有3种定位方案,分别如图b、c、d所示,试计算三种不同定位方案的定位误差,并从中选择最优方案。
(已知内孔和外圆的同轴度误差不大于0.02mm)。
第五次作业
如下图所示齿轮坯,内孔和外圆都已加工合格(
),现在在插床上用调整法加工内键槽,要求保证尺寸
,试分析采用图示定位方法能否满足加工要求(要求定位误差不大于工件尺寸公差的三分之一)?
如果不满足,应如何改进?
(忽略外圆和内孔的同轴度误差)。
第六次作业
分析下图所示零件的结构工艺性问题,并指出正确的改进意见。
第七次作业:
1、下图为车床主轴箱的一个视图,图中I为主轴孔,是重要孔,加工时需要余量均匀。
试选择加工主轴孔的粗、精基准。
2、试分析选择下面所示各零件的粗、精基准(其中,图a为齿轮零件简图,毛坯为模锻件;图b为液压缸体零件简图,毛坯为铸件;图c为飞轮简图、毛坯为铸件)。
第八次作业:
1、在大批量生产条件下,加工一批直径为φ2-0.008mm,长度为58mm的光轴,其表面粗糙度Ra<0.16μm,材料为45钢,试安排其加工路线。
2、下图为箱体类零件的工艺安排,分析一下工艺安排有无问题?
若有问题请提出改进意见。
流水线加工:
粗刨、半精刨底面、留精刨余量;粗、精铣两侧面、粗镗、半精镗孔,留精镗余量;粗刨、半精刨、精刨顶面;精镗孔;精刨地面。
第九次作业:
工序名称
加工余量/mm
工序尺寸/mm
粗车
3.00
0.210
精车
1.10
0.052
粗磨
0.40
0.033
精磨
0.10
0.013
1、下图所示小轴系大量生产,毛坯为热轧棒料,经过粗车、精车、淬火、粗磨、精磨后达到图纸要求。
现给出各工序的加工余量及工序尺寸公差如下表所示。
毛坯的尺寸公差为±1.5mm。
试计算各工序尺寸,标注工序尺寸公差,计算精磨工序的最大余量和最小余量。
2、在某工件上加工孔
,材料为45钢,加工工序为:
扩孔;粗镗孔;半精镗;精镗孔。
已知各工序尺寸及公差为:
试计算各工序加工余量及余量公差。
3、如图所示工件中,
不便直接测量,试重新给出测量尺寸,并标注该测量尺寸的公差。
4、如图为某零件的一个视图,图中槽深为
,改尺寸不便直接测量,为检验槽深是否合格,可以直接测量那些尺寸?
试标出他们的尺寸及公差。
5、某齿轮零件,其轴向设计尺寸如图1-99所示,试根据下述工艺方案标注各工序尺寸的公差:
1.车端面l和端面4;
2.以端面l为轴向定位基准车端面3;直接测量端面4和端面3之间的距离;
3.以端面4为轴向定位基准车端面2,直接测量端画l和端面2之间的距离(提示:
属公差分配问题)。
4、下图所示小轴的部分工艺过程为:
车外圆至φ30.5-0.1mm,铣键槽深度为H+TH,热处理,磨外圆至
。
设磨后外圆与车后外圆的同度公差为φ0.05mm,求保证键槽深度为4+0.2mm的铣槽深度H+TH。
5、一批小轴其部分工艺过程为:
车外圆到
,渗碳淬火,磨外圆至
。
试计算保证渗碳层为0.7~1.0mm的渗碳工序渗入深度t。
6、某零件的轴向尺寸如图a),轴向尺寸加工工序如图b),c),d,试校核工序图上标注的工序尺寸及公差是否正确(加工符号表示本道工序的加工面)
第十次作业
1、在车床上用两顶尖装夹工件车削细长轴时,出现下图a,b,c所示误差是什么原因,分别可采用什么办法来减少或消除
2、在卧式铣床上铣削键槽,经测量发现靠工件两端深度大于中间,且都比调整的深度尺寸小。
试分析这一现象的原因。
3、如图所示床身零件,当导轨面在龙门刨床上粗刨之后便立即进行精刨。
试分析若床身刚度较低,精刨后导轨面将会产生什么样的误差?
4、设已知一工艺系统的误差复映系数为0.25,工件在本工序前有圆度误差0.45mm,若本工序形状精度规定允差0.01mm,问至少进给几次方能使形状精度合格?
5、在卧式铣床上铣削键槽,经测量发现工件靠两端深度大于中间,且都比调整的深度尺寸小。
试分析其原因。
7、车削一批轴的外圆,其尺寸为
mm,已知此工序的加工误差分布曲线是正态分布,其标准差
mm,曲线的顶峰位置偏于公差带中值的左侧。
试求零件的合格率,废品率。
工艺系统经过怎样的调整可使废品率降低?
8、有一批零件,其内孔尺寸为
mm,属正态分布,试求尺寸在
mm之间的概率。
9、在车床上加工一批工件的孔,经测量实际尺寸小于要求的尺寸而必须返修的工件占22.4%,大于要求的尺寸而不能返修的工件占1.4%,若孔的直径公差T=0.2mm,整批工件尺寸服从正态分布,试确定该工序的标准差σ,并判断车刀的调整误差是多少?
 升级会员
升级会员 