卫生级不锈钢管道施工方案.docx
《卫生级不锈钢管道施工方案.docx》由会员分享,可在线阅读,更多相关《卫生级不锈钢管道施工方案.docx(12页珍藏版)》请在冰豆网上搜索。
卫生级不锈钢管道施工方案
卫生级不锈钢管道施工方案
本工程卫生级不锈钢管主要为洁净室内的给水管道使用,其安装工艺需严格按照以下施工要求及规范进行。
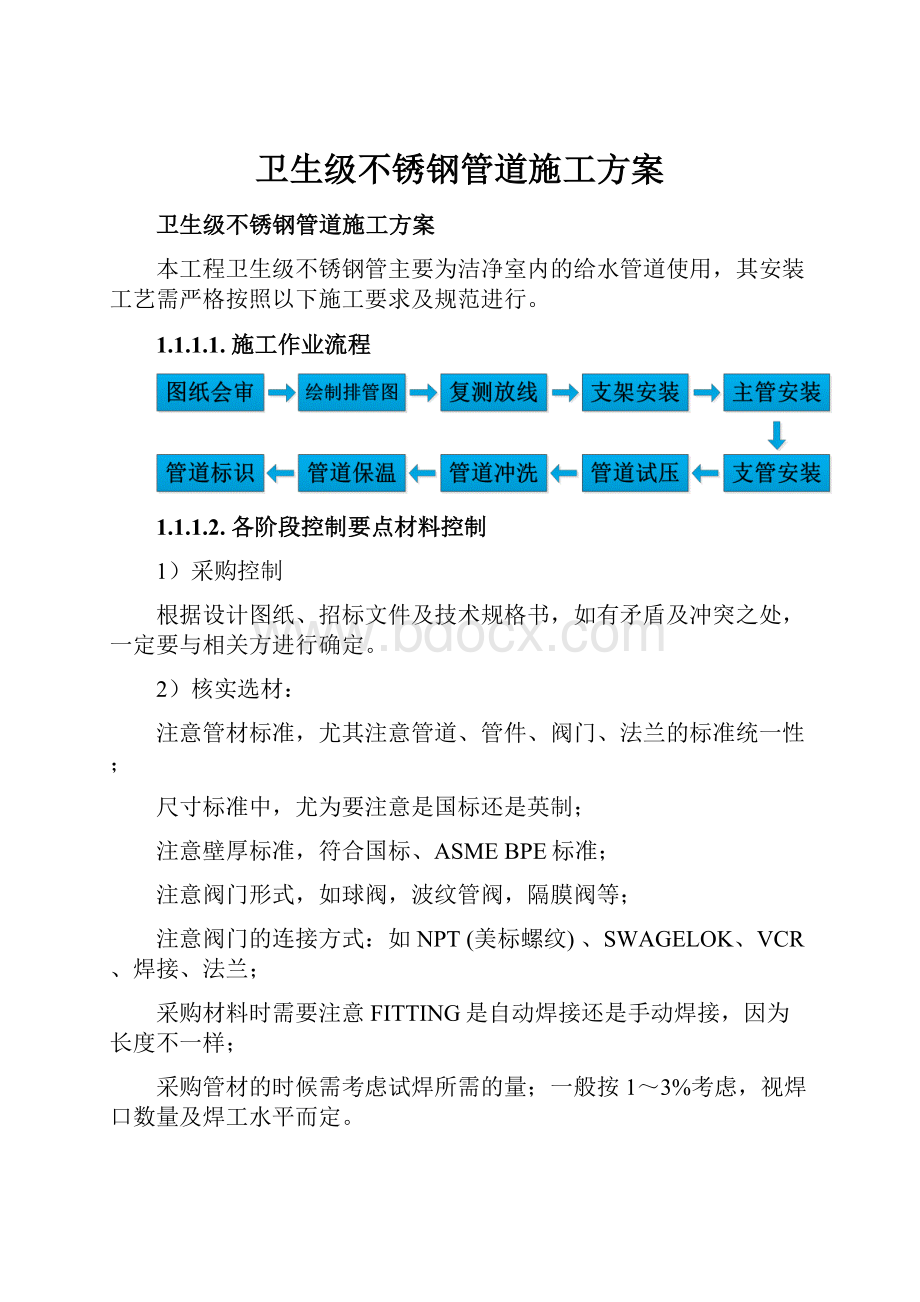
1.1.1.1.施工作业流程
1.1.1.2.各阶段控制要点材料控制
1)采购控制
根据设计图纸、招标文件及技术规格书,如有矛盾及冲突之处,一定要与相关方进行确定。
2)核实选材:
注意管材标准,尤其注意管道、管件、阀门、法兰的标准统一性;
尺寸标准中,尤为要注意是国标还是英制;
注意壁厚标准,符合国标、ASMEBPE标准;
注意阀门形式,如球阀,波纹管阀,隔膜阀等;
注意阀门的连接方式:
如NPT(美标螺纹)、SWAGELOK、VCR、焊接、法兰;
采购材料时需要注意FITTING是自动焊接还是手动焊接,因为长度不一样;
采购管材的时候需考虑试焊所需的量;一般按1~3%考虑,视焊口数量及焊工水平而定。
1.1.1.3.材料验收检查及储存
1)不锈钢及配件,存放在室内,并用木材或涂层支架放在保护区域内,对于长期(6个月以上)露天储存的,应用聚烯薄膜完全包裹并用胶带密封;
卫生级不锈钢管包装(示例)
卫生级不锈钢管件包装(示例)
2)所有洁净管道、管件、阀门,可在专门区域存放,但必须充分用垫料包裹和避免天气以及污垢侵蚀。
管道应覆盖物保护到达现场。
这些覆盖物必须保留,直至管道安装完成。
配件和阀门,必须铺上聚乙烯薄膜;
3)施工现场将采用彩条布在车间内进行临时围蔽,隔离施工操作区;
4)材料到厂后应及时组织验收检查,将待验收材料,已验收合格材料以及拒收材料分开存放;
5)材料验收应依据采购合同以及技术规格书进行详细检查。
检查内容包括:
包装,数量,型号,接口形式,表面粗糙度管径及壁厚,根据认可的TDS和/或图纸检查尺寸,TDS中要求提供的证书(材料、粗糙度、压力证书),TDS中要求提供的文件,含图纸、技术文件、安装说明、操作说明、维修保养说明、备件清单等,并及时记录下材料的序列号或炉号,以方便填写材料验收单;
6)验收好的阀门应及时将阀门位号标识在阀门上,以避免发放或使用错误;
7)接收的文件应及时归档并同材料验收检查表存放在一起;
8)严禁管材或配件堆放在地面,哪怕是暂时;
9)管材或配件绝对禁止与碳钢材料接触.混放;
10)管材存放不论在仓库或工地均应分材质,分规格摆放在专用存放架上或包装箱内,存放架与管材接触部位应包裹一层软性材料,存放架不可以做成框架式而应制成开放式,以便管材能平移进出,以避免表面摩擦损伤(包装木箱可以重复利用,应妥善保护);
11)管材存放时严禁大管套小管;
12)所有管材(不管整条或半截料)两端均应随时保证盖好保护盖.以免进入灰尘或杂质;
13)所有管材或管件在存放时必须有明显标识;
14)下完料的余料必须对管头进行清理后并盖好封盖才能放入存放架存放;
15)施工现场已预制好的管件必须妥善存放在管架上,避免外力将预制好的管道压变形。
1.1.1.4.严格的材料检验
1)直观检查:
确认无损坏,划痕或凹坑;检查密封状况。
如为双层包装应检查内外是否有损坏。
(示例)
2)数量核对
检查合格证、材质报告、报关单等。
3)机具控制
合适的工机具是提高施工质量、工作效率的关键项。
各种机具:
GF锯轻型GF锯
不锈钢割刀平口机
弯管器置管架(示例)
1.1.1.5.预制间搭建
维护结构采用50mm厚彩钢板,预制间高度为2.2米,面积60平方。
采用带过滤器(G4)风机箱送风,风量为1500m3/h,临时洁净风管送至送风口进行送风,墙板侧面采用单层百叶排放。
预制间平面布置图(示例)
以往项目卫生级管道预制现场(示例)
1.1.1.6.材料处理和准备
材料只能用专用硬质合金切割机切割,任何磨片不允许使用。
切割端口应平齐,可以满足自动焊接的要求。
切割控制流程:
控制关键点:
固定管道:
由于管壁通常较薄,因此固定管子时,千万不可夹得太紧,以防变形或划出痕迹;
充气保护:
应分别从管子两端通入氩气,流量适当加大,以便切割时将铁屑吹出;
实施切割:
切割时,尽量使刀口与管子表面垂直;
端面处理:
切割完毕后,用专用锉刀清除管口毛刺至光滑平整,然后用无水乙醇和洁净布将管口内外清洗干净(目测,洁净布不变色为合格),再用氩气吹干,最后将管口封好。
千切割好的管子应放置于搁架上。
切割、平口吹扫示意图
切割机具:
切管时若刀片不利应立即更换以免损坏管子。
用丙酮或酒精在焊接端至少脱脂40mm。
脱脂后,用洁净的无纺布擦干。
当焊口需要修改或者现有管道要被切掉时,要用锯条锯掉。
我们不在管道上做任何标识。
焊点号将不永久刻在管道壁上。
焊点号将在对应的轴测图上有唯一的号码。
1.1.1.7.冲氩保护
所有焊接必须在合适的惰性气体的保护下进行。
1.1.1.8.管道焊接及记录
1)点焊
点焊不需要填加焊丝。
管道和管件要尽量减少对口偏差。
只有在管道里充保护气的时候才可以点焊。
点焊处不可出现焊透的现象。
点焊完毕后要检查对口,如果偏差不可接受,在焊接前要调整。
2)焊接
焊接控制
焊接控制流程:
控制关键点焊口组对:
将已下好料的管子及管件进行组装对接。
不允许有错边和缝隙,对称点固,点固点要小而平(Ф3~5mm)。
管口有轻微椭圆度时,对口时应将错边部位对称分布。
所有点固好的管口应用3M胶带密封。
试焊:
每天正式焊接前,必须进行试焊!
经检验合格后方可正式施焊。
试片需写上日期、系统、焊工证号,同时将焊接数据填写在焊接纪录表上。
做好焊接记录,确保每个焊口在焊缝处和书面记录中能够体现出:
焊接人员、焊接日期、检验人员等。
焊接完成后应及时进行外表面处理。
焊口表面处理(示例)
EP管内焊道不允许有变色或氧化。
BA或其它类型管路可接受一个浅褐色的光晕。
管径2”OD以上的管路,可以有一个浅褐色的光晕。
合格焊口(示例)
不合格的焊口(示例)
3)焊接记录
每一张记录表都要和一张轴测图对应。
这些对应的页要放在一起形成一份报告。
管线图(样图)
 升级会员
升级会员 