土工膜及土工布施工工艺.docx
《土工膜及土工布施工工艺.docx》由会员分享,可在线阅读,更多相关《土工膜及土工布施工工艺.docx(24页珍藏版)》请在冰豆网上搜索。
土工膜及土工布施工工艺
第 1 页 共 12 页
HDPE 土工膜及土工布施工工艺
一、土工膜施工工艺
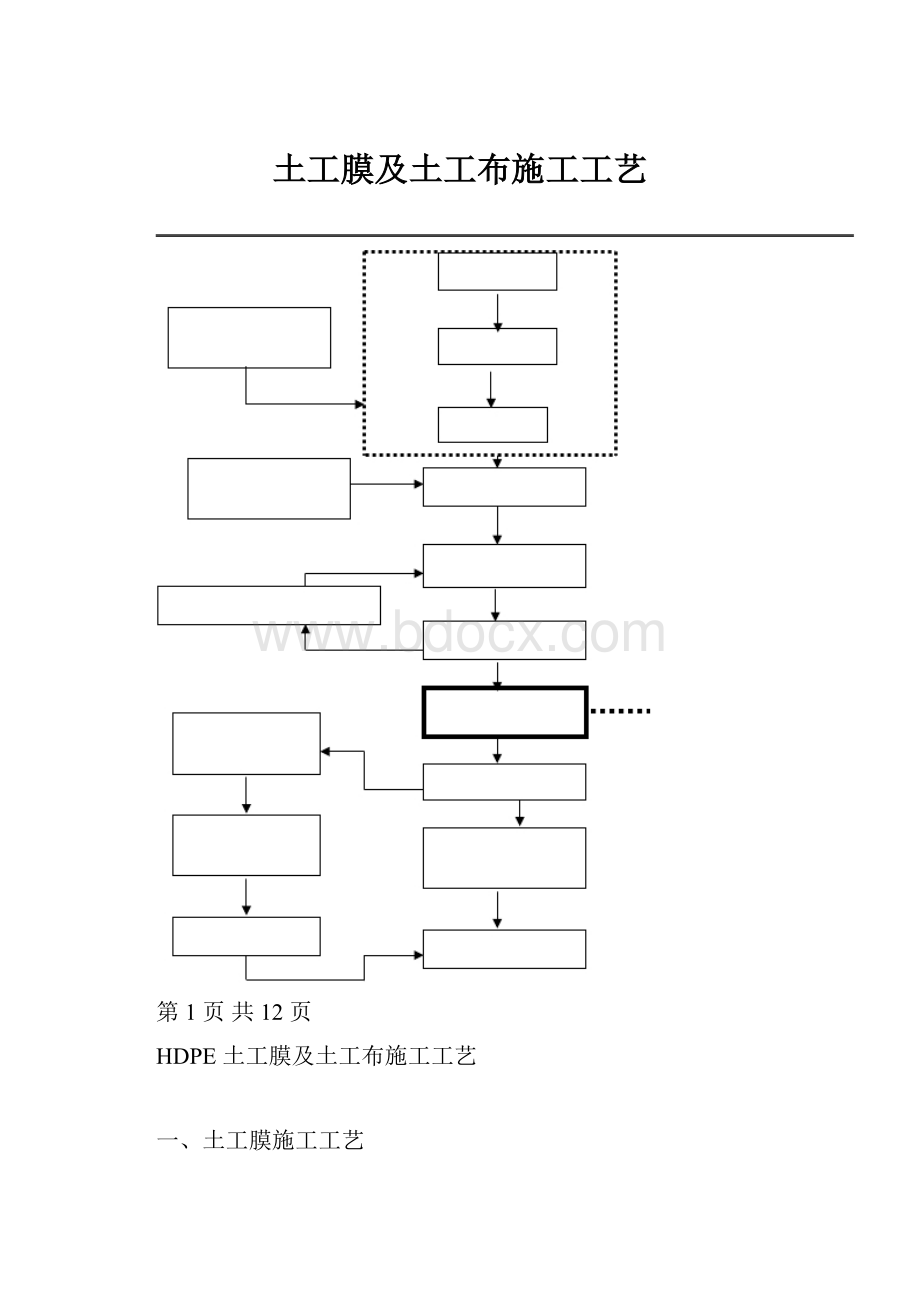
1.1、土工膜铺设工艺流程
土工膜铺设分项工程包括从材料裁剪,到试焊、调试焊接设备、锚固、检查验收
等全过程。
具体的技术方案流程如下图 1-1:
运膜
测 量 膜 段
尺寸
基层已验收
锚固沟成型
料
场
吊 车
展 膜
展布架
裁 膜
试铺土工膜
试焊土工膜
重新调试机械进行试焊
未通过
另取二组
试件检验
确定返工
或修补范围
修补后检验
通过
焊件检验
通过
焊接土工膜
取样检验
临时锚固
或锚固
检查验收
焊接方法主要有:
⏹ 双缝热合焊接
⏹ 单缝挤压焊接
图1-1土工膜铺设工艺流程图
1.2、土工膜焊缝构造
土工膜的施工焊接主要有二种方法:
双缝热合焊接和单缝挤压焊接,其操作应符
合相关规范要求。
第 2 页 共 12 页
具体的焊缝构造见图1-2:
1.3、HDPE 土工膜焊接技术方案
1.3.1、双缝热合焊机焊接
①、 双缝热合焊机焊接程序图
双缝热合焊机能一次完成一组双焊缝,并形成一个可充气检漏的空腔,可以使焊
缝的检漏方法由真空法改进成充气法,极大的提高了工作效率。
其焊接程序见图1-
3。
≥500
一一一一一一一一一D≥300mm一一
一一一一一一一一一一一一一一一
一一一一一一一一一一
一一一一一一一
≥500
一一一一一一一一一一
一一一一一一一一
一一一
一一一一一一一一一
一一一 一一一一
一一一
一一一一一一一
一一一
一一一
一一一一一一一一一一一一一一
图1-2焊缝构造
基底已经验收
土工膜试铺
调整搭接宽度
清理搭接部位
第 3 页 共 12 页
焊机检查调试
试 焊
是
焊机状态复核
焊 接
否
焊 缝 检 查
填写司焊记录
图1-3双缝热合焊机焊接程序图
②、 双缝热合焊机的技术和工艺要求如下:
◆ 铺膜前,向工程师递交详细的铺膜图和进度计划表;
◆ 对铺膜后的搭接宽度的检查:
HDPE 膜焊接接缝搭接长度为 100㎜。
◆ 在焊接前,要对搭接的 200㎜左右范围内的膜面进行清理,用湿抹布擦掉灰
尘、污物,使这部分保持清洁、干燥。
◆ 焊接部位不得有划伤、污点、水分、灰尘以及其他妨碍焊接和影响施工质量
的杂质;
◆ 试焊。
在正式焊接操作之前,应根据经验先设定设备参数,取 300×600㎜的
小块膜进行试焊。
然后在拉伸机上进行焊缝的剪切和剥离试验,如果不低于
规定数值,则锁定参数,并以此为据开始正式焊接。
否则,要重新确定参数,
直到试验合格时为止。
当温度、风速有较大变化时,亦应及时调整参数,重
做试验,以确保用与施工的焊机性能、现场条件、产品质量符合规范要求。
试焊成功或失败的评定标准按照图所示。
对粘结的焊缝进行剪切和剥离检验
时,只能膜被撕坏,不能出现焊口的破坏(即 FTB)。
第 4 页 共 12 页
图 1-4双缝热合焊机试焊焊件质量评判示意图
1.3.2、挤压熔焊机焊接
①、挤压熔焊机焊接程序图
对于大面积的 HDPE 土工膜,主要是使用双缝热合焊机进行焊接。
但对于非直接
搭接的部位以及局部修补、加强处理等情况下,都必须使用挤压熔焊机。
挤压熔焊接
的操作程序见图 1-5。
基底已经验收
土工膜铺设
调整搭接宽度
第 5 页 共 12 页
焊机检查调试
试 焊
检查是否合格
调整焊机参数
定 位 粘 接复核焊机状态
接缝部位打毛
焊 接
焊 缝 检 查
填写司焊记录
图1-5挤压熔焊机焊接程序图
②、挤压熔焊机的技术和工艺要求如下:
◆ 铺膜前,向工程师递交详细的铺膜图和进度计划表;
◆ 检查接缝处基层是否平整、坚实,如有异物,应事先处理妥善。
◆ 检查焊缝处的搭接宽度是否合适(≥60㎜),接缝处的膜面应平整,松紧适中,
不致形成“鱼咀”。
◆ 定位粘接:
用热风枪将两幅膜的搭接部位粘接。
粘接点的间距不宜大于
60~80㎜。
要控制热风的温度,不可烫坏土工膜,又不得能轻易撕开。
◆ 打毛:
用打毛机将焊缝处 30~40㎜宽度范围内的膜面打毛,达到彻底清洁,
形成糙面。
以增加其接触面积,但其深度不可超过膜厚的 10%、打毛时要轻
轻操作,尽量少损伤膜面。
◆ 试焊:
在正式焊接之前,要取不小于 300×600㎜的小样,根据经验初定设备
参数进行试焊。
然后切取试件,在拉伸机上进行剪切和剥离试验,如果检验
结果符合规定,则锁定设备参数依此焊接。
否则,重新调机、试焊、检验,
直到合格时为止。
◆ 试焊成功或失败的评定标准是:
对粘结的焊缝进行剪切和剥离检验时,只能膜被撕坏,不能出现焊口的破坏(即
FTB),如图 1-6 所示。
第 6 页 共 12 页
图 1-6挤压熔焊机试焊焊件质量评判示意图
③、挤压熔焊机焊接操作要点:
◆ 焊接时要将机头对正接缝,不得焊偏,不能允许滑焊、跳焊。
◆ 焊缝中心的厚度为垫衬厚度的 2.5 倍,且不低于 3㎜。
◆ 一条接缝不能连续焊完时,接茬部分已焊焊缝要至少打毛 50㎜,然后进行搭
焊。
◆ 使用的焊条,入机前必须保持清洁、干燥,不得用有油污、赃物的手套、脏
布、棉纱等擦拭焊条。
◆ 根据气温情况,对焊缝即时进行冷却处理。
◆ 挤压熔焊作业因故中断时,必须慢慢减少焊条挤出量,不可突然中断焊接、
重新施工时应从中断处进行打毛后再焊接。
第 7 页 共 12 页
◆ 挤压熔焊的作业组由 3-4 人组成。
◆ 进行挤压熔焊机操作的司焊人员必须是专业熟练人员。
如果由初级人员操作,
必须有熟练工在一旁指导、监视,并由高级工负责签字。
作业组的工作要以司焊人员为中心,紧密配合。
◆ 打毛工序要适当先行一步,但不可超越过多;负责冷却的人员必须及时;负
责送焊条的人员必须适应焊接的速度。
1.3.3、HDPE 土工膜焊缝的检测
1)对 HDPE 土工膜的焊接质量检验有非破坏性检验(检漏实验)和破坏性检验
两种。
热合双焊缝的非破坏性检测常采用充气法,挤压熔焊单焊缝的检漏常采用真
空法和电火花法。
2)热合双焊缝的检漏:
用充气(正压)法,即将要检验的整段焊缝两端暂时密
封,插入特制的空心针头,连通空气压缩机。
具体见下图 1-7:
一一一
一一一一一一一一一一一一
一一一一
一一一一 1
一一一一一一一一一一
一一一
一一一一一一一一一一一一
一一一一一一一
一一一一
一一一一
一一一一 2
一一一一一一一一一一
一一一一A一一一
一一一一
一一一一
一一一一
一一一一 3
一一一一
一一一一
一一一一一一一一一 一
一一一
一一一一
一一一一一一一一
一一一一
一一一一一一一一一 一
一一一一一一一一一一一一
图 1-7热合双焊缝非破坏性充气(正压)检验流程示意图
◆ 检验步骤 1:
第 8 页 共 12 页
将拟检验的焊缝段 A 及 B 点的焊缝上层膜切开,并将 A、B 点处空腔封闭;插
入针头并封闭;
启动空压机或其他加压装置,在 0.21MPa 压力下稳定 3-5 分钟,压降不超过
1/15,则检验通过。
◆ 检验步骤 2:
将 B 点的焊缝上层膜的封闭处切开,根据气体泄出的声音判断 AB 间气道是否
连续、通畅;;
◆ 检验步骤 3:
将 B 的焊缝切开出以及针孔处焊接封闭。
3)真空(负压)法是传统的老方法,即在焊缝上涂上肥皂水,罩上五面密封的
真空盒,用真空泵抽真空,在负压下观察有无气泡产生,可以检查出孔洞或不严密
之处。
具体见下图 1-8:
一一一
一一一一
一一一一一
一一一一一一
一一一一
≥100
≥100
一一一一一一≥100
一一
一一一一
一一一一一一
一一一一
一一
一一一
一一一一
一一一
一一一一一一
一一一一
图 1-8堆焊单焊缝非破坏性负压检验流程示意图
负压检测程序:
第 9 页 共 12 页
◆ 将焊缝检测区域涂肥皂水(要超出真空盒以外 100mm),然后放置真空盒并压
紧;
◆ 开启真空泵或其他抽气装置,当真空度达到 -0.035MPa 表压,坚持 10 秒钟,
观察是否有气泡产生,无气泡产生为合格;
◆ 下一段焊缝检测时,真空盒要和前一段重叠 100mm;
◆ D≤300mm 的补丁或局部焊缝可用圆形真空罩进行负压检测。
4)电火花检测法系利用 HDPE 土工膜为电的绝缘体的特点,当仪器扫描到有孔
洞或有孔隙和地面连通的部位时,即产生明亮的电火花。
一一一一一一一
一一一一 1
一一一一一一一一一一一一
一一一一 2
一一一一一一
一一一一 3
图 1-9单焊缝电火花检验流程示意图
检验步骤:
◆ 焊接前在焊缝中置入导线;
◆ 用电火花仪对焊缝进行扫描,合格的焊缝为火花束无变化;
◆ 有空隙或薄弱的焊缝处将出现明亮火花,火花束集中进入,以此判定不严
密部位。
材料种类
剪切强度
(MPa)
热合焊接剥离
(MPa)
挤压熔焊剥离
(Mpa)
HDPE
14.2
11.4
9.1
第 10 页 共 12 页
5)破坏性检验:
在工程验收时,无论是热合的双焊缝,还是挤压熔焊的单焊缝,都要进行焊缝
的强度检验。
按每万平方米取样件一块的标准,由业主、监理指定或随机取样,送
国家质量监督部门授权的塑料制品检验、鉴定单位予以检测。
焊缝的剪切和剥离强
度,不得低于规定标准。
其检测指标详见下表 1-6:
表 1-6 破坏性检验检测指标
1.3.4、土工膜缺陷的修补
①、对焊接检验切除样件部位、铺焊后发现的材料破损与缺陷、焊接缺陷以及检
验时发现的不合格部位等,均应进行修补。
②、修补的程序是:
对随时发现的缺陷部位用特制的白笔标注,并加编号记入工
作日记,以免修补时漏掉;修补处的编号规则为 B1,B2,B3……连续排列;修补方案
应经过队长的认可;修补后应抽样(10%~20%)做检漏实验(负压法或电火花法)。
③、补修的方法:
◆ 点焊:
对材料上小于 5㎜的孔洞及局部焊缝的修补完善,可用挤压熔焊机进
行点焊。
◆ 加盖:
对不够厚度或不够严密的挤出焊缝,可用挤压熔焊机补焊一层。
◆ 补丁:
对大的孔洞、刺破处、膜面严重损伤处、取样处、十字缝交叉处以及
其它各种因素造成的缺损部位,均可用加盖补丁方法来修补。
补丁尺寸:
十
字缝处为切角的方形 300×300㎜,或 D=300㎜。
其余情况,一般边长不小于
200㎜,补丁边距缺陷处不小于 80㎜。
④、修补处的检验:
修补任务的操作,只能是在高级工指导下进行;修补后要对
成品抽样做检漏实验。
第 11 页 共 12 页
二、土工布施工工艺
2.1、无纺土工布的铺设工艺流程如下图 2-1:
基 底 检 查
现 场 丈 量
土 工 布 裁 剪
铺设
热粘合或缝合
检查
修补、整改
否
是否符合要求
是
填写施工记录
图 2-1土工布铺设工艺流程图
2.2、土工布铺设的技术和工艺要求如下:
①、土工布前,向工程师递交详细的土工布铺设图和进度计划表;
②、用人工滚铺;布面要平整,并适当留有变形余量。
③、本工程土工布的安装可以采用自然搭接、焊接和缝合三种方法,以焊接为主。
焊接和缝合的宽度为不小于 100㎜,自然搭接宽度不小于 200㎜。
④、接缝须与坡面线相交;与坡脚平衡或可能存在应力的地方,水平接缝的距离
须大于 1.5 米。
⑤、在坡面上,对土工布的一端进行锚固,然后将土工布顺坡面放下以保证土工
布保持拉紧的状态;
⑥、所有的土工布都须用砂袋压住,砂袋将在铺设期间使用并保留到铺设上面一
层材料;
⑦、试铺:
根据现场情况,确定土工布尺寸,裁剪后予以试铺,裁剪尺寸应准确。
检查搭接宽度是否合适, 搭接处应平整,松紧适度。
⑧、定位:
用热风枪将两幅土工布的搭接部位粘接。
粘接点的间距应适宜。
对搭
第 12 页 共 12 页
接部位进行缝合时缝合线应平直,针脚应均匀。
⑨、缝合后应检查土工布是否铺设平整,是否存在缺陷。
⑩、如存在不合要求的现象,应及时进行修补。
2.3、土工布的损坏和修补参照如下程序:
①、在缝合结合处,须进行重新缝合修补,并确保跳针部分的末端已重新缝合。
②、在所有地区,除了岩石斜坡地段,漏洞或撕裂部分须用同样材质的土工布补
丁进行修补缝合。
③、如果裂口的长度超过卷材宽度 10%,损坏的部分须被切除掉,然后将两部分
土工布连接起来。
 升级会员
升级会员 