模具成型条件参照表A.docx
《模具成型条件参照表A.docx》由会员分享,可在线阅读,更多相关《模具成型条件参照表A.docx(168页珍藏版)》请在冰豆网上搜索。
模具成型条件参照表A
模具成型条件参照表
模号
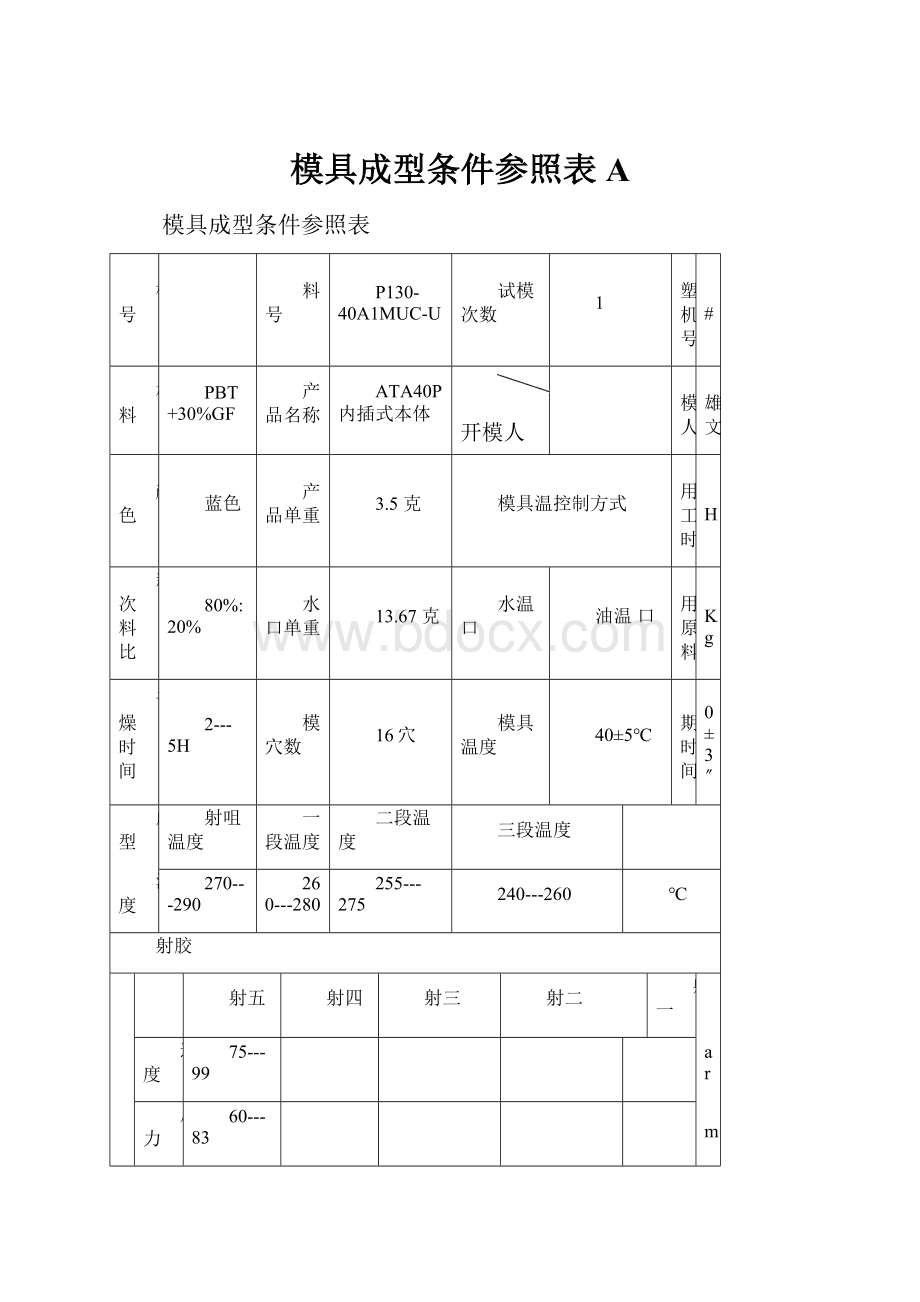
料号
P130-40A1MUC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
蓝色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NUC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
蓝色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NBC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
黑色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1MBC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
黑色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1MGC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
灰色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P130-40A1NGC-U
试模次数
1
注塑机号
5#
材料
PBT+30%GF
产品名称
ATA40P内插式本体
开模人
试模人
宋雄文
颜色
灰色
产品单重
3.5克
模具温控制方式
耗用工时
2H
新次料比
80%:
20%
水口单重
13.67克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
40±5℃
周期时间
20±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
270---290
260---280
255---275
240---260
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月1日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
试模次数
1
注塑机号
9#
材料
PBT+30%GF
产品名称
SATA-7P本体
开模人
试模人
韩培齐
颜色
黑色
产品单重
0.4克
模具温控制方式
耗用工时
2H
新次料比
100%:
%
水口单重
4.23克
水温口
油温口
耗用原料
2Kg
干燥时间
4H
模穴数
16穴
模具温度
周期时间
18±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
250---280
240---270
235---265
235---265
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
70---95
压力
40---75
位置
时间
1---3秒
射胶控制口位置■时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
30---55
压力
20---40
时间
2---4
加料
前松退
加料一
加料二
加料三
后松退
速度
60---80
50---75
压力
50---80
45---65
位置
35---60
40---70
时间
秒
松退状态口前松退■后松退松退控制■位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
35---55
10---30
10---25
10---25
压力
40---60
0
0
110---135
位置
70---100
70---90
50±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
20---40
10---25
压力
10---25
15---25
20---40
45---70
Bar
位置
200---230
180---210
160---180
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期:
02年12月11日修定日期:
07年06月12日版本
审核:
制表:
表单编号:
BZC-RDT-019G/0
模具成型条件参照表
模号
料号
P150-07FCPBN
试模次数
1
注塑机号
7#
材料
PBT+30%GF
产品名称
SATA-7P塞子
开模人
试模人
宋雄文
颜色
黑色
产品单重
0.03克
模具温控制方式
耗用工时
2H
新次料比
100%:
%
水口单重
4.1克
水温口
油温口
耗用原料
2Kg
干燥时间
2---5H
模穴数
16穴
模具温度
35±5℃
周期时间
12±3〞
成型
温度
射咀温度
一段温度
二段温度
三段温度
250---270
240---260
240---260
235---255
℃
射胶
射五
射四
射三
射二
射一
%
Bar
mm
速度
75---99
压力
60---83
位置
时间
1---3秒
射胶控制口位置口时间
保压
保四
保三
保二
保一
%
Bar
秒
%
Bar
mm
速度
50---70
压力
45---65
时间
1---3
加料
前松退
加料一
加料二
加料三
后松退
速度
45---65
55---75
压力
55---75
50---70
位置
65---85
70---90
时间
秒
松退状态口前松退口后松退松退控制口位置
口前后松退口时间
锁模
快速
低速
低压
高压
%
Bar
速度
40---60
20---40
5---25
5---25
压力
30---50
0
0
120---140
位置
110---130
80---100
47±1
0
mm
进以启动位置mm绞牙进启动位置mm
开模
减速
中速
快速
慢速
%
速度
5---25
10---30
35---55
5---25
压力
5---25
5---25
25---45
40---60
Bar
位置
220---240
210---230
190---210
60---80
mm
抽芯启动位置一mm绞牙退进启动位置一mm
抽芯启动位置二mm绞牙退进启动位置二mm
说明:
此参照表作为调模之参考文件,机台不同,成型条件均会有异动
制定日期02年12月11日修定日期年月日版本
审核:
制表:
表单编号:
BZC-RDT-019G/
 升级会员
升级会员 