总泵缸体夹具设计说明书.docx
《总泵缸体夹具设计说明书.docx》由会员分享,可在线阅读,更多相关《总泵缸体夹具设计说明书.docx(9页珍藏版)》请在冰豆网上搜索。
总泵缸体夹具设计说明书
1总泵缸体的工艺分析
1.1总泵缸体的用途
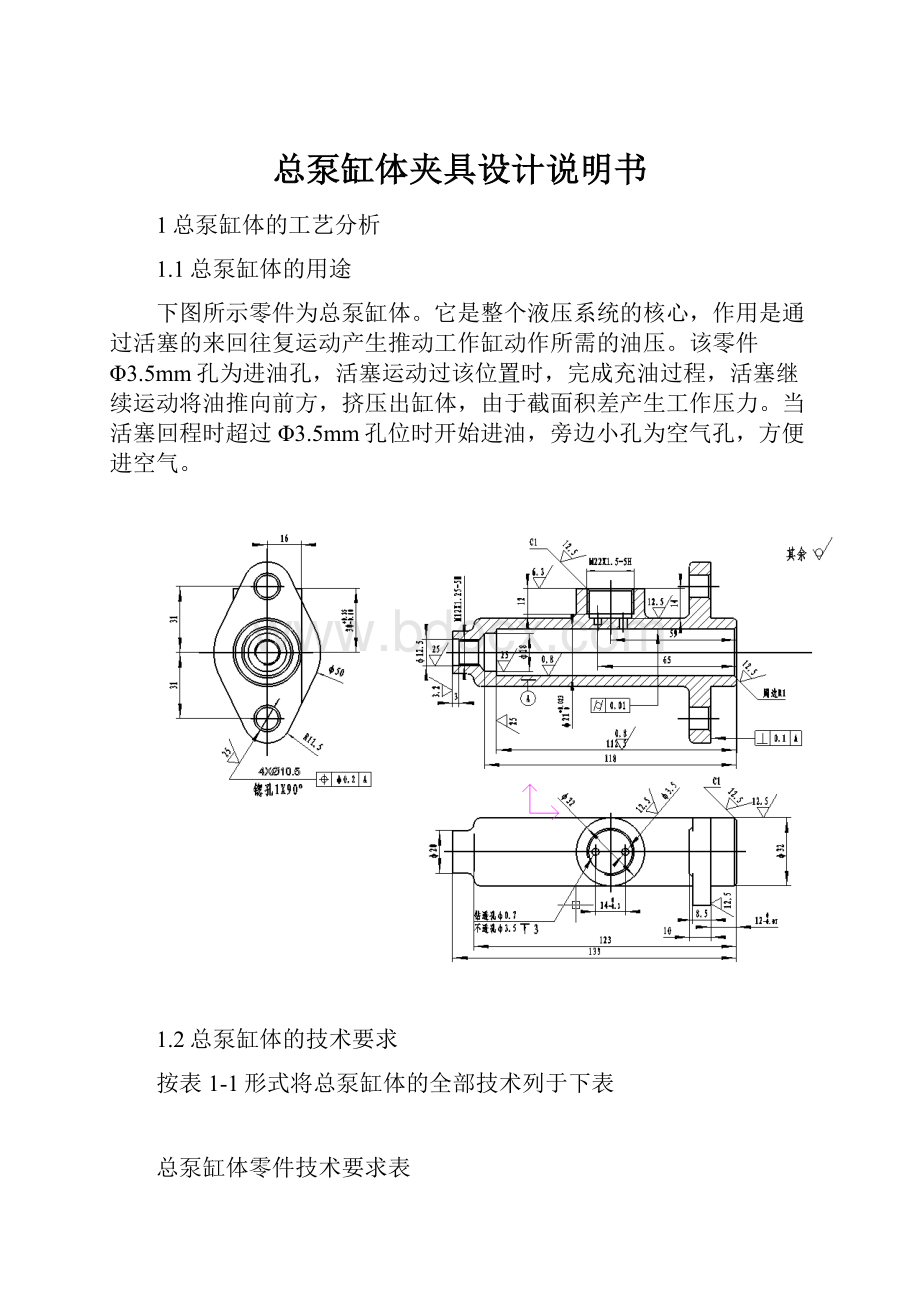
下图所示零件为总泵缸体。
它是整个液压系统的核心,作用是通过活塞的来回往复运动产生推动工作缸动作所需的油压。
该零件Φ3.5mm孔为进油孔,活塞运动过该位置时,完成充油过程,活塞继续运动将油推向前方,挤压出缸体,由于截面积差产生工作压力。
当活塞回程时超过Φ3.5mm孔位时开始进油,旁边小孔为空气孔,方便进空气。
1.2总泵缸体的技术要求
按表1-1形式将总泵缸体的全部技术列于下表
总泵缸体零件技术要求表
加工表面
尺寸及偏差(mm)
公差及精度等级
表面粗糙度Ra(μm)
形位公差/mm
总泵缸体顶面
20
IT9
3.2
总泵缸体底面
32
IT12
12.5
Φ21mm孔
21
IT7
0.8
0.01
Φ18mm孔
18
IT14
25
距底面12mm处端面
12
IT10
12.5
0.1
A
4xΦ10.5mm孔
10.5
IT14
25
Φ0.2
A
Φ12.5mm孔
12.5
IT14
25
M12螺孔
22
IT5
1.6
30mm圆柱凸台面
30
IT13
25
M22螺孔
12
IT5
3.2
M22螺孔底面
14
IT12
12.5
Φ0.7透孔
0.7
IT12
12.5
Φ3.5不透孔
3.5
IT12
12.5
Φ0.7/Φ3.5两孔距离
14
IT13
1.3审查总泵缸体的工艺性
分析零件图可知,该零件仅有一组尺寸要求较高,即Φ21
(珩磨至粗糙度为0.8μm)。
,我们加工时可先以外圆为粗加工基准,确定内孔,由内孔确定所有尺寸。
生产类型:
中批或大批大量生产
2确定毛坯、绘制毛坯简图
2.1选择毛坯
考虑到整体式加工,较废材料,不经济,而零件为普通零件不受冲击,故不宜选用锻件,又因给出条件为大量生产,且轮廓尺寸规则,最终确定使用铸件。
可采用砂型铸造,其中金属模机器造型生产率较高、铸件精度高、表面质量与机械性能好,适用于大批量生产。
毛坯拔模斜度为1
30
2.2确定毛坯的尺寸公差和机械加工余量
材料为铸件,硬度为170-241HBW,生产批量为大批量生产,采用铸造成型。
根据上述原始资料及加工工艺,分别对各加工表面的机械加工余量、尺寸公差列下表:
铸造毛坯尺寸公差及机械加工余量
项目/mm
机械加工余量/mm
尺寸公差/mm
备注
总高度133
1.5
1.8
表2-3、表2-4
12mm厚度端面
1.5
表2-3、表2-4
30mm凸台端面
1.5
1.3
表2-3、表2-4
螺纹孔径Φ22
1.5
1.2
表2-3、表2-4
孔径Φ21
1.5
1.2
表2-3、表2-4
3拟定总泵缸体工艺路线
3.1定位基准选择
如前所述,该零件总的来说尺寸要求不高,形位公差控制较严格,主要集中在缸体内部工作尺寸精度,其余各尺寸均围绕该尺寸,所以粗加工基准应选择外圆,半精加工完Φ21
孔后再以此为精加工基准完成全部尺寸,最后完成孔的珩磨,即可达到图纸要求精度。
3.2表面加工方法确定表面加工方法的确定
各表面的加工方案
加工表面
尺寸精度等级
表面粗糙度Ra/µm
加工方案
备注
总泵缸体顶端面
IT12
3.2
粗铣-半精铣
表1-8
总泵缸体底端面
IT12
12.5
粗铣
表1-8
Φ21mm孔
IT12
0.8
粗扩、半精扩
表1-7
Φ18mm孔
IT12
25
粗扩
表1-7
4xΦ10.5mm孔
IT7
25
钻
表1-7
Φ12.5mm孔
25
钻
表1-7
M12螺孔
I5
钻—攻螺纹
表1-10
30mm圆柱凸台面
IT12
25
粗铣-半精铣
表1-8
M22螺孔
IT5
粗扩-攻螺纹
表1-10
M22螺孔底面
IT12
12.5
粗铣
表1-8
Φ0.7透孔/Φ3.5不透孔
钻
Φ3.5孔
IT12
12.5
钻
表1-7
3.3加工阶段的划分
在粗加工阶段。
首先将精基准准备好,使后续工序都可以采用精基准定位加工,保证其他加工表面的精度要求;首先选φ32外圆面作为粗基准粗扩、半精扩、绞φ32内表面(即φ21孔),然后以φ21孔为精基准加工其他面和孔。
该零件的生产类型为大批生产,可以采用专用夹具,以提高生产率;而且运用工序集中原则使工件的装夹次数少,不但可以缩短辅助时间,而且由于一次装夹中加工了许多表面,有利于保证各种加工表面之间的相对位置精度要求。
3.4工序顺序的安排
机械加工工序
(1)遵循“先基准后其他”原则,首先加工φ32外圆。
(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。
(3)遵循“先主后次”原则,先加工主要表面,后加工次要表面。
(4)遵循“先面后孔”原则,先加工端面,后加工孔。
3.5确定工艺路线
工序号
工序名称
机床设备
刀具
量具
1
粗扩、半精扩
绞Φ21mm孔
立式钻床Z525
锥柄扩孔钻、铰刀
卡尺、塞规
2
粗铣缸体底端面、
12mm处端面
立式铣床X51
端铣刀
游标卡尺
3
粗扩、攻螺纹M22
立式钻床Z525
麻花钻、细柄机用丝锥
卡尺、塞规
4
粗铣M22螺孔底面
立式铣床X51
铣刀
游标卡尺
5
钻Φ3.5mm透孔与不透孔
立式钻床Z525
直柄短麻花钻
卡尺、塞规
6
粗车圆柱凸台端面、缸体顶端面
卧式车床CM6125
外圆车刀
游标卡尺
7
钻、攻螺纹M12
立式钻床Z525
阶梯麻花钻、细柄机用丝锥
卡尺、塞规
8
钻4XΦ10.5孔、锪孔1X90
立式钻床Z525
硬质合金锥柄麻花钻、直柄锥面锪钻
卡尺、塞规
9
珩磨Φ21mm孔
珩磨机
珩磨条
卡尺、塞规
10
去毛刺
钳工台
平锉
11
清洗
清洗机
12
终检
塞规、百分表、卡尺等
4切削用量、时间定额的计算
4.1钻4XΦ10.5孔工步切削用量
(1)背吃刀量的确定取ap=5.25mm
(2)进给量的确定查表5-22选取该工步的每钻进给量f=0.15mm/r
(3)切削速度的计算查表5-22得v=20m/min
由公式(5-1)得:
n=1000×v/3.14d=1000×20/(3.14×10。
5)=606.6r/min
参照表4-9立式钻床Z525,主轴钻速可取n=680r/min,将此带入公式(5-1),可求出该工序实际钻削速度v=nπd/1000=22.4m/min
4.2钻4XΦ10.5孔时间定额的计算
基本时间tj的计算
根据5-41,由公式tj=L/fn=L+L1+L2/fn求得。
tj=10.4s
辅助时间ta的计算
由公式tf=0.15tj
计算钻孔工步的辅助时间tf=0.15Xtj=1.56s
其他时间的计算
tb+tx=6%x(tj+tf)=0.72s
单件时间定额tdj=tj+tf+tb+tx=10.4+1.56+0.72=12.68s
5夹具的设计
夹具是一种能够使工件按一定的技术要求准确定位和牢固夹紧的工艺装备,它广泛地运用于机械加工,检测和装配等整个工艺过程中。
在现代化的机械和仪器的制造业中,提高加工精度和生产率,降低制造成本,一直都是生产厂家所追求的目标。
正确地设计并合理的使用夹具,是保证加工质量和提高生产率,从而降低生产成本的重要技术环节之一。
同时也扩大各种机床使用X围必不可少重要手段为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具。
经过和指导老师的协商,我决定做最后道工序钻4XΦ10.5孔钻专用夹具,本夹具使用立式钻床Z525,刀具为硬质合金锥柄麻花钻。
5.1问题的提出
为能迅速、准确地确定刀具与夹具的相对位置,钻夹具上都应设置引导刀具的元件——钻套。
钻套一般安装在钻模板上,此处,采用钻模板与夹具体一体的结构,有利于提高夹具刚度。
钻套与工件之间留有排削间隙。
5.2定位基准选择
由零件图可知4XΦ10.5孔有位置度度要求,这里主要是以底面定位,芯轴定芯。
为提高效率,决定以底面定。
内孔定位,同时加25件,这样便于装夹,提高效率。
采用气动夹紧外圆柱端面为定位基准
体会与展望
通过这次课程设计我学会了更多专业知识,培养了实际操作和创新的能力。
这次课程设计也是在为我们将来的课程设计打基础,为我们以后的工作积累更多的经验。
在今后的学习中,我会更加努力,不仅努力学好专业知识而且要积累更多的设计经验。
这次课程设计也是在为我们将来的毕业设计打好基础,为我们以后的工作积累更多的经验。
在今后的学习中,我会更加努力,不仅努力学好专业知识而且要积累更多的设计经验。
总的来说,这次设计,使我们在基本理论的综合运用及正确解决实际问题等方面得到了一次较好的训练。
提高了我们的思考、解决问题创新设计的能力,为以后的设计工作打下了较好的基础。
本设计还存在很多不足之处。
一是由于本人对CAXA画图软件的掌握还不够熟练,在画图遇到复杂图和难的地方时显得力不从心,使图不能达到预期设计出来的水平。
二是本人对拨叉结构和工作原理掌握的不够熟练,在设计过程中不能全面地考虑问题,造成走了许多弯路,设计速度缓慢,这些都需要进一步研究和进一步实践来解决。
由于能力所限,设计中还有许多不足之处,恳请各位老师、同学们批评指正!
参考文献
【1】作者:
继德、陈宁平,书名:
《机床夹具设计(第二版)》,出版者:
机械工业,出版年:
2000.05
【2】作者:
X耀霍,书名:
《机械加工工艺设计实用手册》,出版者:
机械工业,出版年:
2000.04
【3】作者:
陈国香,书名:
《机械制造与模具制造工艺学》,出版者:
清华大学,出版年:
2006.05
【5】作者:
李彩霞,书名:
《机械精度设计与检测技术》,出版者:
XX交通大学,出版年:
2006.01
【6】作者:
秦宝荣,书名:
《机床夹具设计》,出版者:
中国建材工业,出版年:
1998.02
【7】作者:
黄健求,书名:
《机械制造技术基础》,出版者:
机械工业,出版年:
2005.11
【8】作者:
孙丽媛,书名:
《机械制造工艺及专用夹具设计指导》,出版者:
冶金工业,出版年:
2002.12
【9】作者:
李弘英,书名:
《铸造工艺设计》,出版者:
机械工业,出版年:
2005.02
【10】作者:
武良臣、郭培红,书名:
《敏捷夹具设计理论及应用》,出版者:
煤炭工业,出版年:
2003.09
【11】作者:
邹青,书名:
《机械制造技术基础课程设计指导教程》,出版者:
机械工业,出版年:
2004.08
【12】作者:
秦国华、X卫红,书名:
《机床夹具的现代设计方法》,出版者:
航空工业,出版年:
2006.11
【13】作者:
崇凯,书名:
《机械制造技术基础课程设计指南》,出版者:
化学工业,出版年:
2007.02
 升级会员
升级会员 