法兰盘机械加工工艺过程综合卡片.docx
《法兰盘机械加工工艺过程综合卡片.docx》由会员分享,可在线阅读,更多相关《法兰盘机械加工工艺过程综合卡片.docx(14页珍藏版)》请在冰豆网上搜索。
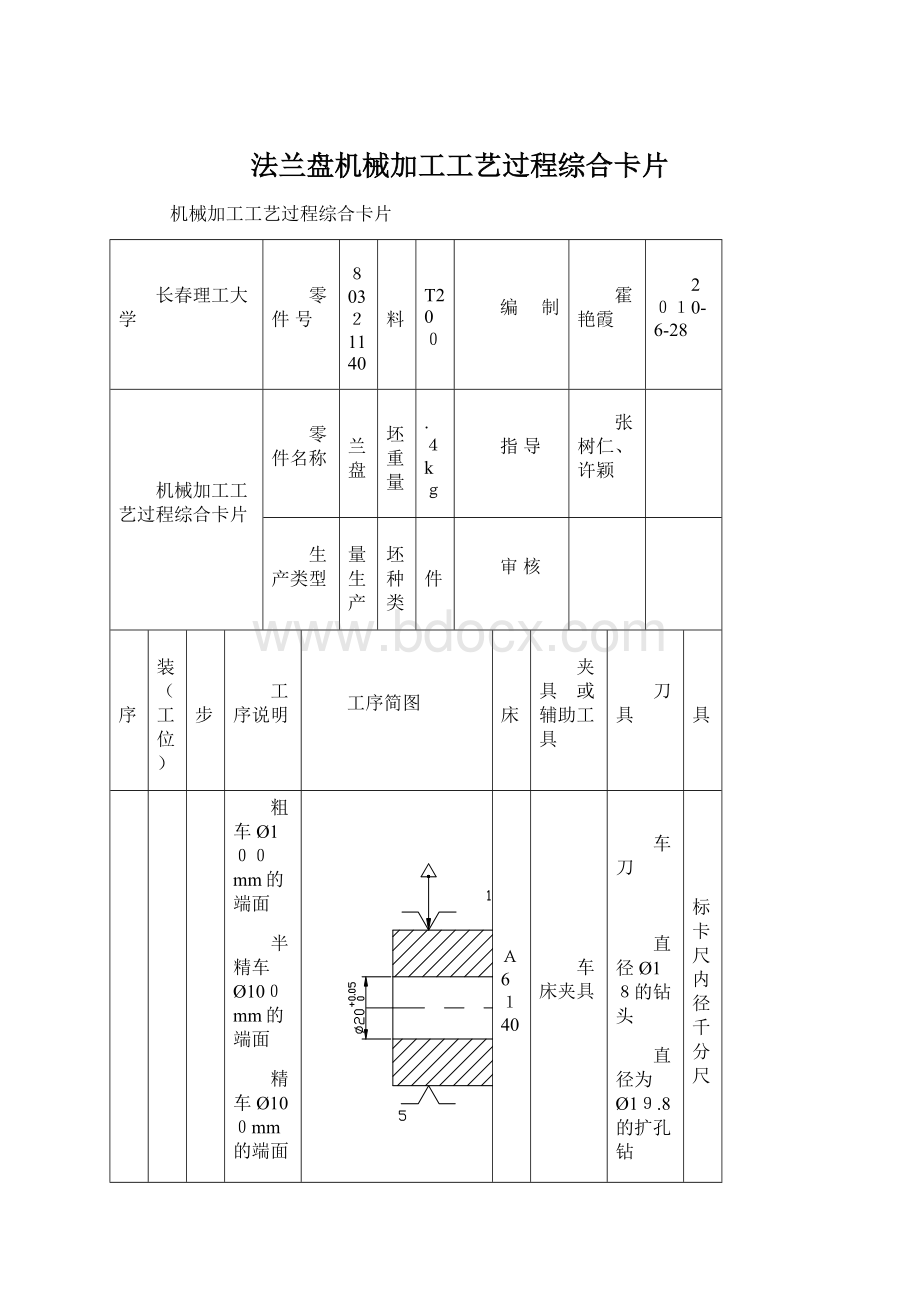
法兰盘机械加工工艺过程综合卡片
机械加工工艺过程综合卡片
长春理工大学
零件号
080321140
材 料
HT200
编 制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审核
工 序
安装(工位)
工步
工序说明
工序简图
机 床
夹具 或 辅助工具
刀具
量具
I
1
1
2
3
4
5
6
7
8
9
粗车Ø100mm的端面
半精车Ø100mm的端面
精车Ø100mm的端面
粗车Ø100mm的外圆柱面
粗车B面
钻Ø20mm的孔
扩Ø20mm的孔
精绞Ø20mm的孔
车Ø20mm内孔的倒角
CA6140
车床夹具
车刀
直径Ø18的钻头
直径为Ø19.8的扩孔钻
直径为Ø19.8的铰刀
车刀
游标卡尺 内径千分尺
长春理工大学
零件 号
080321140
材 料
HT200
编 制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工序
安装(工位)
工步
工序说明
工序简图
机床
夹具 或辅助工具
刀具
量具
2
1
1
2
3
4
5
6
7
8
9
10
11
12
13
粗车Ø45mm端面
半精车Ø45mm的端面
精车Ø45mm的端面
粗车Ø45mm的外圆柱面
半精车Ø45mm的外圆柱面
精车Ø45mm的外圆柱面
粗车Ø90mm端面
半精车Ø90mm端面
精车Ø90mm端面
粗车Ø90mm外圆柱面
车Ø20内孔倒角
车Ø45外圆柱面倒角
车3×2退刀槽
CA6140
车床夹具
车 刀
游标卡尺
长春理工大学
零件号
080321140
材 料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹 具或辅助工具
刀 具
量具
3
1
1
2
3
4
5
6
7
半精车Ø100mm的外圆柱面
精车Ø100mm的外圆柱面
半精车B面
精车B面
车Ø45mm两端的过渡圆弧
车Ø100mm外圆柱面上的倒角
车Ø90mm外圆柱面上的倒角
CA6140
专用夹具
车刀
游标卡尺
长春理工大学
零件号
080321140
材 料
HT200
编 制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工 序
安装(工位)
工步
工序说明
工序简图
机 床
夹具 或辅助工具
刀 具
量 具
4
1
1
2
3
4
粗铣距中心线34mm的平面
精铣距中心线34mm的平面
粗铣距中心线24mm的平面
精铣距中心线24mm的平面
铣床
专用夹具
铣刀
游标卡尺
长春理工大学
零 件号
080321140
材料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹具或辅助工具
刀 具
量 具
5
1
1
2
3
钻Ø4mm的孔
钻Ø6mm的孔
绞Ø6mm的孔
钻床
Z525
专用夹具
直径为Ø4mm的钻头
直径为Ø6mm的钻头直径为Ø6mm的绞刀
内径千分尺
长春理工大学
零 件号
080321140
材 料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹具 或 辅助工具
刀 具
量 具
6
1
1
钻4-Ø9mm的透孔
钻床
Z525
专用夹具
直径为Ø9mm的钻头
内径千分尺
长春理工大学
零件号
080321140
材 料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹具 或 辅助工具
刀 具
量具
7
1
1
2
3
抛光Ø100mm的外圆柱面
抛光Ø45mm的外圆柱面
抛光B面
专用夹具
长春理工大学
零件号
080321140
材 料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹 具或辅助工具
刀具
量 具
8
1
1
抛光距中心线24mm的平面
专用夹具
砂 轮
眼睛识别
长春理工大学
零 件 号
080321140
材 料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审 核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹具 或辅助工具
刀 具
量 具
8
1
1
抛光距中心线24mm的平面
专用夹具
砂 轮
眼睛识别
长春理工大学
零 件 号
080321140
材料
HT200
编 制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审核
工 序
安装(工位)
工 步
工序说明
工序简图
机床
夹具 或辅助工具
刀具
量 具
8
1
1
抛光距中心线24mm的平面
专用夹具
砂轮
眼睛识别
长春理工大学
零件号
080321140
材料
HT200
编制
霍艳霞
2010-6-28
机械加工工艺过程综合卡片
零件名称
法兰盘
毛坯重量
1.4kg
指 导
张树仁、许颖
生产类型
批量生产
毛坯种类
铸件
审核
工 序
安装(工位)
工 步
工序说明
工序简图
机 床
夹具或辅助工具
刀具
量 具
8
1
1
抛光距中心线24mm的平面
专用夹具
砂 轮
眼睛识别
 升级会员
升级会员 