检修焊接检查记录表.docx
《检修焊接检查记录表.docx》由会员分享,可在线阅读,更多相关《检修焊接检查记录表.docx(14页珍藏版)》请在冰豆网上搜索。
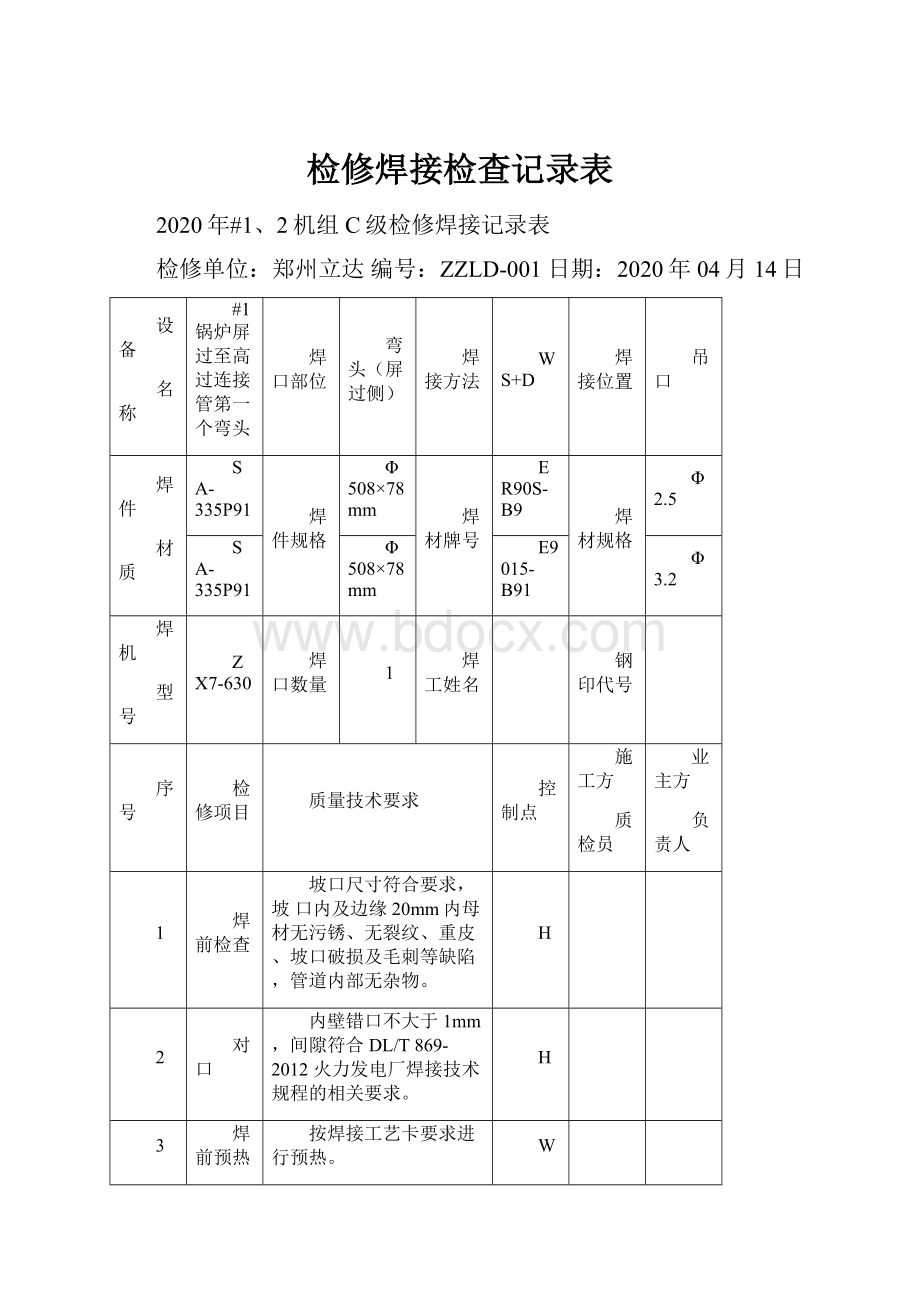
检修焊接检查记录表
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-001日期:
2020年04月14日
设备
名称
#1锅炉屏过至高过连接管第一个弯头
焊口部位
弯头(屏过侧)
焊接方法
WS+D
焊接位置
吊口
焊件
材质
SA-335P91
焊件规格
Φ508×78mm
焊材牌号
ER90S-B9
焊材规格
Φ2.5
SA-335P91
Φ508×78mm
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-002日期:
2020年04月14日
设备
名称
#1锅炉屏过至高过连接管第一个弯头
焊口部位
弯头(高过侧)
焊接方法
WS+D
焊接位置
吊口
焊件
材质
SA-335P91
焊件规格
Φ508×78mm
焊材牌号
ER90S-B9
焊材规格
Φ2.5
SA-335P91
Φ508×78mm
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-003日期:
2020年04月14日
设备
名称
#1锅炉再热蒸汽管段2
焊口部位
上口
焊接方法
WS+D
焊接位置
横口
焊件
材质
SA-335P91
焊件规格
ID635×23mm
焊材牌号
ER90S-B9
焊材规格
Φ2.5
SA-335P91
ID635×23mm
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-004日期:
2020年04月14日
设备
名称
#1锅炉再热蒸汽管段2
焊口部位
下口
焊接方法
WS+D
焊接位置
横口
焊件
材质
SA-335P91
焊件规格
ID635×23mm
焊材牌号
ER90S-B9
焊材规格
Φ2.5
SA-335P91
ID635×23mm
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-005日期:
2020年04月14日
设备
名称
#1锅炉再热器减温器
焊口部位
炉左
焊接方法
WS+D
焊接位置
吊口
焊件
材质
SA-335P11
焊件规格
Φ711.2×45㎜
焊材牌号
TIG-R30
焊材规格
Φ2.4
SA-335P11
Φ711.2×45㎜
R307
Φ3.2/4.0
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-006日期:
2020年04月14日
设备
名称
#1锅炉再热器减温器
焊口部位
炉右
焊接方法
WS+D
焊接位置
吊口
焊件
材质
SA-335P11
焊件规格
Φ711.2×45㎜
焊材牌号
TIG-R30
焊材规格
Φ2.4
SA-335P11
Φ711.2×45㎜
R307
Φ3.2/4.0
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-007日期:
2020年04月14日
设备
名称
#2锅炉主蒸汽管段
焊口部位
上口
焊接方法
WS+D
焊接位置
横口
焊件
材质
A335-P91
焊件规格
Φ575.1×84㎜
焊材牌号
ER90S-B9
焊材规格
Φ2.5
A335-P91
Φ575.1×84㎜
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
检修单位:
郑州立达编号:
ZZLD-008日期:
2020年04月14日
设备
名称
#2锅炉主蒸汽管段
焊口部位
下口
焊接方法
WS+D
焊接位置
横口
焊件
材质
A335-P91
焊件规格
Φ575.1×84㎜
焊材牌号
ER90S-B9
焊材规格
Φ2.5
A335-P91
Φ575.1×84㎜
E9015-B91
Φ3.2
焊机
型号
ZX7-630
焊口数量
1
焊工姓名
钢印代号
序号
检修项目
质量技术要求
控制点
施工方
质检员
业主方
负责人
1
焊前检查
坡口尺寸符合要求,坡口内及边缘20mm内母材无污锈、无裂纹、重皮、坡口破损及毛刺等缺陷,管道内部无杂物。
H
2
对口
内壁错口不大于1mm,间隙符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
3
焊前预热
按焊接工艺卡要求进行预热。
W
4
施焊
焊接时管道内不得有穿堂风,多层多道焊应逐层检查,自检合格方可焊接次层焊缝。
H
5
焊后热处理
按焊接工艺卡要求控制升温速度、恒温时间、降温速度。
H
6
外观检查
焊工本人对所焊接头进行外观检查,应无超标的外观缺陷并符合DL/T869-2012火力发电厂焊接技术规程的相关要求。
H
7
尺寸检验
焊接质量检查人员应根据图纸要求对焊接部件进行宏观的尺寸检验。
H
8
无损检验
理化试验
焊口超声波探伤、磁粉探伤、光谱复查、硬度试验。
H
9
整体验收
由设备主管或第三方检验机构进行验收。
W
10
清理现场
工作完毕后,应清理现场,做到工完、料净、场地清。
W
2020年#1、2机组C级检修焊接记录表
 升级会员
升级会员 