铝窗关键工序质量控制点表.doc
《铝窗关键工序质量控制点表.doc》由会员分享,可在线阅读,更多相关《铝窗关键工序质量控制点表.doc(4页珍藏版)》请在冰豆网上搜索。
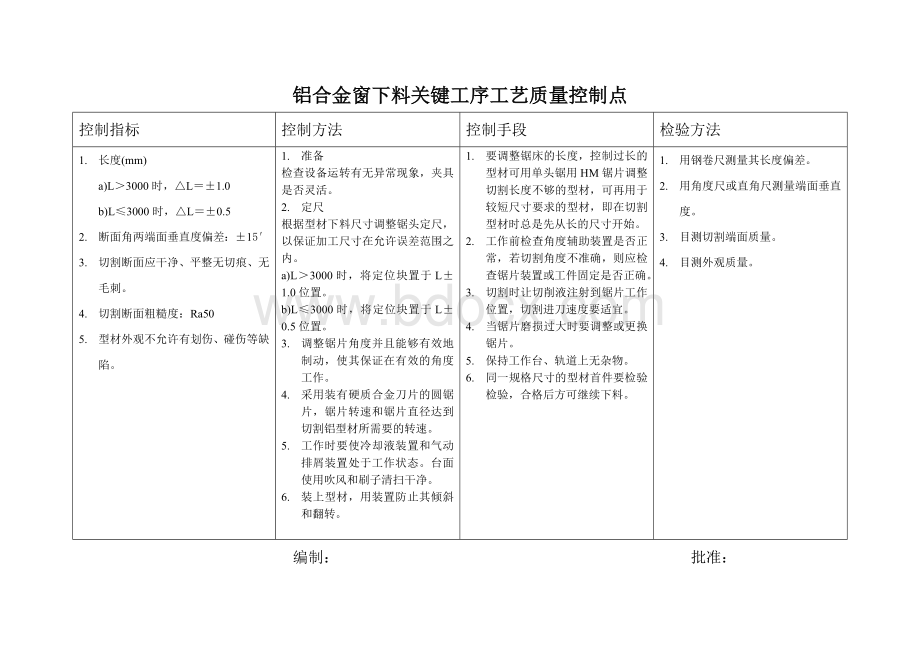
铝合金窗下料关键工序工艺质量控制点
控制指标
控制方法
控制手段
检验方法
1.长度(mm)
a)L>3000时,△L=±1.0
b)L≤3000时,△L=±0.5
2.断面角两端面垂直度偏差:
±15′
3.切割断面应干净、平整无切痕、无毛刺。
4.切割断面粗糙度:
Ra50
5.型材外观不允许有划伤、碰伤等缺陷。
1.准备
检查设备运转有无异常现象,夹具是否灵活。
2.定尺
根据型材下料尺寸调整锯头定尺,以保证加工尺寸在允许误差范围之内。
a)L>3000时,将定位块置于L±1.0位置。
b)L≤3000时,将定位块置于L±0.5位置。
3.调整锯片角度并且能够有效地制动,使其保证在有效的角度工作。
4.采用装有硬质合金刀片的圆锯片,锯片转速和锯片直径达到切割铝型材所需要的转速。
5.工作时要使冷却液装置和气动排屑装置处于工作状态。
台面使用吹风和刷子清扫干净。
6.装上型材,用装置防止其倾斜和翻转。
1.要调整锯床的长度,控制过长的型材可用单头锯用HM锯片调整切割长度不够的型材,可再用于较短尺寸要求的型材,即在切割型材时总是先从长的尺寸开始。
2.工作前检查角度辅助装置是否正常,若切割角度不准确,则应检查锯片装置或工件固定是否正确。
3.切割时让切削液注射到锯片工作位置,切割进刀速度要适宜。
4.当锯片磨损过大时要调整或更换锯片。
5.保持工作台、轨道上无杂物。
6.同一规格尺寸的型材首件要检验检验,合格后方可继续下料。
1.用钢卷尺测量其长度偏差。
2.用角度尺或直角尺测量端面垂直度。
3.目测切割端面质量。
4.目测外观质量。
编制:
批准:
铝合金窗组装关键工序工艺质量控制点
控制指标
控制方法
控制手段
检验方法
1.高度及宽度允许偏差
当窗框高度及宽度B、H≤2000mm时,△B、△H=±1.5mm,
当B、H>2000mm时,△B、△H=±2.0mm
2.窗框槽口对边尺寸之差
≤2000mm:
尺寸差≤2.0mm
>2000mm:
尺寸差≤3.0mm
3.对角线尺寸偏差
B、H≤2000mm时,△L=2.0mmB、H>2000mm时,对角线偏差△L=3.0mm
4.窗框及窗扇同一平面高低差≤0.3mm
5.装配间隙≤0.2mm
6.窗结构应有可靠的刚性。
7.窗框、扇配合严密、间隙均匀。
其扇与框的搭接宽度允许偏差±1mm
1.准备:
核对型材构件、附件、配件齐全正确,外观检查合格,设备、工具正常,方准进行装配。
2.按产品工艺要求和标准进行装配。
装配中使用工具合理,杜绝组件碰划伤,严禁野蛮装配,做到文明装配,安全生产。
3.随时检验窗对角线尺寸。
4.工作台要平整。
5.螺钉连接要牢固。
6.毛条选用要合格,长度要适宜。
7.产品整洁,无铁屑、毛刺、油斑及外溢胶粘剂。
工作场地整洁、组装后的窗扇摆放整齐,标识齐全。
1.如果发现组装尺寸有误差,则需要用橡皮锤敲击、调整。
2.当对角线有误差时将四角螺钉松开调整后,再旋紧螺钉。
、
3.时常清扫工作平台清除杂物,保持其清洁。
4.尽可能使用气动螺丝刀使螺钉旋紧程度一致。
1.用钢卷尺测量其高度、宽度及对角线尺寸。
2.用钢板尺及塞尺测量其同一平面高低差。
3.用塞尺测量装配间隙。
4.用游标卡尺测量搭接量偏差。
编制:
批准:
铝合金窗组角关键工序工艺质量控制点
控制指标
控制方法
控制手段
检验方法
1、组角紧密无间隙,每个组角处必须打专用组角胶,组角型材端面应抹胶,根据胶的性质,需要时,角码浸水后涂胶;
2、槽口宽度、高度构造内侧尺寸之差;<2000mm时,允许偏差为±1.5mm;≥2000mm<3500mm时,允许偏差为±2.0mm;≥3500mm时,允许偏差为±2.5mm;
3、槽口宽度、高度构造内侧对边尺寸之差;<2000mm时,允许偏差为≤2.0mm;≥2000mm<3500mm时,允许偏差为≤3.0mm;≥3500mm时,允许偏差为≤4.0mm;
4、框扇杆件接缝高低差≤0.3mm;组角垂直度偏差-10′;
5、装饰面光洁无划伤,无残留胶迹,毛刺等现象。
1、根据型材断面确定靠模、刀具位置;
2、气压达到要求时再开始工作;
3、定位准确,及时清理台面和靠模上的碎屑、污物;
4、型材应平贴工作面,紧贴靠板,顶紧定位板后再紧靠定位板;
5、出现异常时应紧急制动,排除故障后方可工作;
6、组角后成品应静放至少6h,保证胶完全干透后,再进行下一步工序
1、影响组角精度的主要因素是锯切精度,另外,组角设备和操作者的水平对组角精度也有较大影响
2、工作台的清洁程度,型材夹持的正确程度,型材顶端的固定,整个框架的固定以及适合于加工型材的铆压深度的调节等也会影响组角精度
3、操作时,铆压过程要靠感觉,不要过争,使连角在组角刀的压力下,有点回旋的余地,可使堆积的胶更好地均匀分布
4、组角机组角时,要通过试组角,调整组角刀的锚压深度和组角压力,以达到最佳的组角精度
5、在卸去夹具取出工件后,如斜角有不一致的部位,可用塑料锤轻敲修复
6、改变型材系列时,应先用组角试验,以确定型材组角的正确和深度。
1、用钢卷尺检查外形尺寸;
2、用角度尺检查垂直度;
3、用深度尺、塞尺检查平面度、装配间隙;
4、目测外观是否清洁,注胶是否满溢适当
编制:
批准:
 升级会员
升级会员 