板金设计经验Word格式.docx
《板金设计经验Word格式.docx》由会员分享,可在线阅读,更多相关《板金设计经验Word格式.docx(18页珍藏版)》请在冰豆网上搜索。
≥1t
低碳钢及黄铜
≥0.8t
铝、锌
≥0.6t
布质胶木层压板
≥0.4t
≥0.35t
≥0.3t
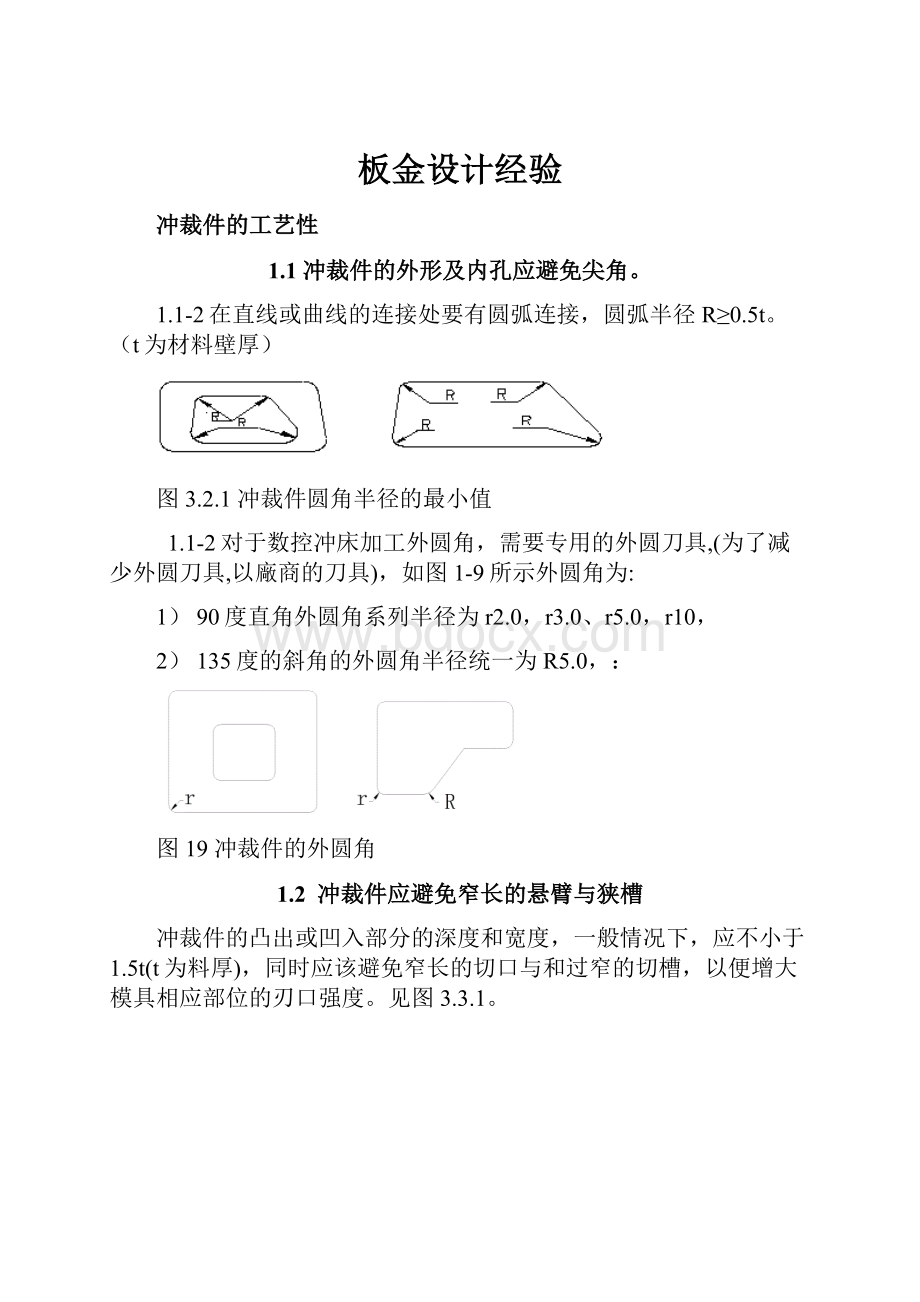
1.3-2冲裁件的孔与孔之间、孔与边缘之间的距离不应过小,其值见图1-10:
图110冲裁件的孔与孔、孔与边缘之间的距离(t为材料厚度)
1.3-3考虑到模具的冲压加工中,采用复合模加工的孔与外形、孔与孔之间的精度较易保证,加工效率较高,而且模具的的维修成本,维修方便,考虑到以上原因,孔与孔之间,孔与外形之间的距离如果能满足复合模的最小壁厚要求,工艺性更好,如图1-11所示:
图111冲裁件的搭边要求
表1-6复合模加工冲裁件的搭边最小尺寸
t(0.8以下)
t(0.8~1.59)
t(1.59~3.18)
t(3.2以上)
D1
3mm
2t
D2
D3
1.6mm
2.5t
D4
1.3-4如图1-12所示,先冲孔后折弯,为保证孔不变形,孔与弯边的最小距离
X≥2t+R
图112孔与弯边的最小距离
1.3-5在拉深零件上冲孔时,见图1-13,为了保证孔的形状及位置精度以及模具的强度,其孔壁与零件直壁之间应保持一定距离,即其距离a1及a2应满足下列要求:
a1≥R1+0.5t,
a2≥R2+0.5t.
式中R1,R2-圆角半径;
t-板料厚度。
图113在拉深件上
1.4冲裁件的加工精度
图114冲裁件孔中心距的公差
图1-14冲裁件孔中心距的公差:
表1-7孔中心距的公差表单位:
mm
材料厚度
普通冲孔精度
高级冲孔精度
公称尺寸L
<
50
50~150
150~300
1
±
0.1
0.15
0.20
0.03
0.05
0.08
1~2
0.12
0.30
0.04
0.06
0.10
2~4
0.25
0.35
4~6
0.40
注:
使用本表数值时所有孔应是一次冲出的。
图1-15孔中心距与边缘距离公差:
图115孔中心与边缘距离的公差
冲压件设计尺寸基准的选择原则
1)冲压件的设计尺寸基准尽可能与制造的定位基准相重合,这样可以避免尺寸的制造误差。
2)冲压件的孔位尺寸基准,应尽可能选择在冲压过程中自始至终不参加变形的面或线上,且不要与参加变形的部位联系起来。
3)对于采用多工序在不同模具上分散冲压的零件,要尽可能采用同一个定位基准。
表1-8孔中心与边缘距离的公差表
尺寸b
≤50
50<
b≤120
120<
b≤220
220<
b≤360
2
0.2
0.3
0.5
0.7
≥2~4
0.6
0.8
>
4
0.4
1.0
本表适应于落料后才进行冲孔的情况。
2.折弯
2.1折弯件的最小弯曲半径
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;
当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
公司常用材料的最小弯曲半径见下表。
序号
材料
最小弯曲半径
1
08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2
0.4t
2
15、20、Q235、Q235A、15F
0.5t
3
25、30、Q255
0.6t
4
1Cr13、H62(M、Y、Y2、冷轧)
0.8t
5
45、50
1.0t
6
55、60
1.5t
7
65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302
2.0t
●弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
●t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
表1公司常用金属材料最小折弯半径列表
2.2弯曲件的直边高度
2.2.1一般情况下的最小直边高度要求
弯曲件的直边高度不宜太小,最小高度按(图4.2.1)要求:
h>2t。
图4.2.1.1弯曲件的直边高度最小值
2.2.2特殊要求的直边高度
如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;
或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。
图4.2.2.1特殊情况下的直边高度要求
2.2.3弯边侧边带有斜角的直边高度
当弯边侧边带有斜角的弯曲件时(图4.2.3),侧面的最小高度为:
h=(2~4)t>3mm
图4.2.3.1弯边侧边带有斜角的直边高度
2.3折弯件上的孔边距
孔边距:
先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。
孔壁至弯边的距离见表下表。
表2折弯件上的孔边距
表1-13圆孔距折弯边最小距离
钣料厚度
0.6~0.8
1.2
1.5
2.0
2.5
最小距离X
1.3
1.7
3
3.5
2.4局部弯曲的工艺切口
2.4.1折弯件的弯曲线应避开尺寸突变的位置
局部弯曲某一段边缘时,为了防止尖角处应力集中产生弯裂,可将弯曲线移动一定距离,以离开尺寸突变处(图4.4.1.1a),或开工艺槽(图4.4.1.1b),或冲工艺孔(图4.4.1.1c)。
注意图中的尺寸要求:
S≥R;
槽宽k≥t;
槽深L≥t+R+k/2。
图4.4.1.1局部弯曲的设计处理方法
2.4.2当孔位于折弯变形区内,所采取的切口形式
当孔在折弯变形区内时,采用的切口形式示例(图4.4.2.1)
图4.4.2.1切口形式示例
2.5孔靠近折弯时的特殊加工处理
2.5-1当靠近折弯线的孔距折弯线小于上述的最小距离时,折弯后会产生变形,此时可根据产品不同的要求,作如下表1-15方式来处理。
但是,可以看到这些办法的工艺性较差,结构设计应该尽量避免。
表1-15孔靠近折弯时的特殊加工处理
1)折弯前压槽处理。
在实际设计中,因为结构设计的需要,实际距离比上述距离还要小的情况,加工厂家往往采用折弯前压槽处理,如图1-31所示,其缺点是:
折弯机压线处理,多一道工序,效率稍低,精度较低,原则上尽可能避免。
2)沿折弯线割孔或割线:
当折弯线对工件外观无影响或可以接受时,则以割孔改善其工艺性。
缺点:
影响外观效果,并且因为割线或者割窄槽时,一般仔需要用激光机切割。
3)在靠近折弯线的孔边折弯后补加工至设计尺寸,当要求保证孔边距时,可按此方式处理。
一般这种二次去料不能在冲床上完成,只能在激光切割机上进行二次切割,定位麻烦,这种加工的成本很高。
4)折弯后扩孔处理
只有一个或几个像素孔到折弯线的距离小于最小孔距,产品外观要求严格时,为了避免折弯时拉料,此时可对像素进行缩孔处理,即在折弯前先割出一小同心圆(一般为Φ1.0),折弯后扩孔至原尺寸.
缺点:
工程数多,效率低;
5)折弯机上模的最小宽度为4.0mm(目前),受此限制,工件内部的折弯加工部分孔口不得小于4.0mm,否则须将孔口扩大或考虑用易模成形.
制作易模效率低,易模生产效率低;
扩孔影响外观;
2.5-2弯曲件的工艺孔、工艺槽和工艺缺口
在设计弯曲件时,如果弯曲件须将弯边弯曲到毛坯内边时,一般应事先在落料后加冲工艺孔、工艺槽或工艺缺口如图1-33所示。
工艺孔工艺缺口
图1-33加冲工艺孔、工艺槽或工艺缺口
d-工艺孔的直径,d≥t;
K-工艺缺口的宽度,K≥t。
止裂槽或切口:
一般情况下,对于一条边的一部分折弯,为了避免撕裂和畸变,应开止裂槽或切口。
特别是对于内弯角小于60度的弯曲,更需要开止裂槽或切口。
切口宽度一般大于板厚t,切口深度一般大于1.5t。
1-34中图b较图a折弯更合理。
图1-34开止裂槽或切口的折弯
工艺槽、工艺孔要正确处理,面板及外观能看得到的工件可不加折弯拼角工艺孔(如面板在加工过程中,为保持统一风格,均不设工艺缺口),其它应加折弯拼角工艺孔。
如图1-35所示。
图1-35折弯拼角工艺孔
2.5-390度方向的折弯搭碰的间隙规定:
图纸设计时,对于没有特殊要求,不要标注90度方向的折弯搭碰之间的间隙,一些不合理的间隙标注,反而影响加工厂家的工艺设计。
加工厂家一般按照0.2~0.3的间隙进行工艺设计。
如图1-36所示:
图1-36折弯搭碰的间隙
2.5-4突变位置的折弯
折弯件的折弯区应避开零件突变的位置,折弯线离变形区的距离L应大于弯曲半径r,即L≥r,如图1-37。
图1-37折弯区应避开零件突变的位置
2.6带斜边的折弯边应避开变形区
图4.5.1带斜边的折弯边应避开变形区
2.7打死边的设计要求
打死边的死边长度与材料的厚度有关。
如下图所示,一般死边最小长度L≥3.5t+R。
其中t为材料壁厚,R为打死边前道工序(如下图右所示)的最小内折弯半径。
图4.6.1死边的最小长度L
2.8设计时添加的工艺定位孔
为保证毛坯在模具中准确定位,防止弯曲时毛坯偏移而产生废品,应预先在设计时添加工艺定位孔,如下图所示。
特别是多次弯曲成形的零件,均必须以工艺孔为定位基准,以减少累计误差,保证产品质量。
图4.7.1多次折弯时添加的工艺定位孔
2.9标注弯曲件相关尺寸时,要考虑工艺性
图4.8.1弯曲件标注示例
如上图所示所示,a)先冲孔后折弯,L尺寸精度容易保证,加工方便。
b)和c)如果尺寸L精度要求高,则需要先折弯后加工孔,加工麻烦。
2.10弯曲件的回弹
影响回弹的因素很多,包括:
材料的机械性能、壁厚、弯曲半径以及弯曲时的正压力等。
2.11折弯件的内圆角半径与板厚之比越大,回弹就越大。
2.12从设计上抑制回弹的方法示例
弯曲件的回弹,目前主要是由生产厂家在模具设计时,采取一定的措施进行规避。
同时,从设计上改进某些结构促使回弹角简少如下图所示:
在弯曲区压制加强筋,不仅可以提高工件的刚度,也有利于抑制回弹。
图4.9.2.1设计上抑制回弹的方法示例
2.13拉伸
2.14拉伸件底部与直壁之间的圆角半径大小要求
如下图所示,拉伸件底部与直壁之间的圆角半径应大于板厚,即r1≥t。
为了使拉伸进行得更顺利,一般取r1=(3~5)t,最大圆角半径应小于或等于板厚的8倍,即r1≤8t。
图5.1.1拉伸件圆角半径大小
2.15拉伸件凸缘与壁之间的圆角半径
拉伸件凸缘与壁之间的圆角半径应大于板厚的2倍,即r2≥2t,为了使拉伸进行得更顺利,一般取r2=(5~10)t,最大凸缘半径应小于或等于板厚的8倍,即r2≤8t。
(参见图5.1.1)
2.16圆形拉伸件的内腔直径
圆形拉伸件的内腔直径应取D≥d+10t,以便在拉伸时压板压紧不致起皱。
(参见图5.1.1)
2.17矩形拉伸件相邻两壁间的圆角半径
矩形拉伸件相邻两壁间的圆角半径应取r3≥3t,为了减少拉伸次数应尽可能取r3≥H/5,以便一次拉出来。
图5.4.1矩形拉伸件相邻两壁间的圆角半径
2.18圆形无凸缘拉伸件一次成形时,其高度与直径的尺寸关系要求
圆形无凸缘拉伸件一次成形时,高度H和直径d之比应小于或等于0.4,即H/d≤0.4,如下图所示。
图5.5.1圆形无凸缘拉伸件一次成形时,高度与直径的尺寸关系
2.19拉伸件设计图纸上尺寸标注的注意事项
拉伸件由于各处所受应力大小各不相同,使拉伸后的材料厚度发生变化。
一般来说,底部中央保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
2.20拉伸件产品尺寸的标准方法
在设计拉伸产品时,对产品图上的尺寸应明确注明必须保证外部尺寸或内部尺寸,不能同时标注内外尺寸。
2.21拉伸件尺寸公差的标注方法
拉伸件凹凸圆弧的内半径以及一次成形的圆筒形拉伸件的高度尺寸公差为双面对称偏差,其偏差值为国标(GB)16级精度公差绝对值的一半,并冠以±
号。
王海
 升级会员
升级会员 