手柄座实用工艺工序卡Word文件下载.docx
《手柄座实用工艺工序卡Word文件下载.docx》由会员分享,可在线阅读,更多相关《手柄座实用工艺工序卡Word文件下载.docx(15页珍藏版)》请在冰豆网上搜索。
型号
重量
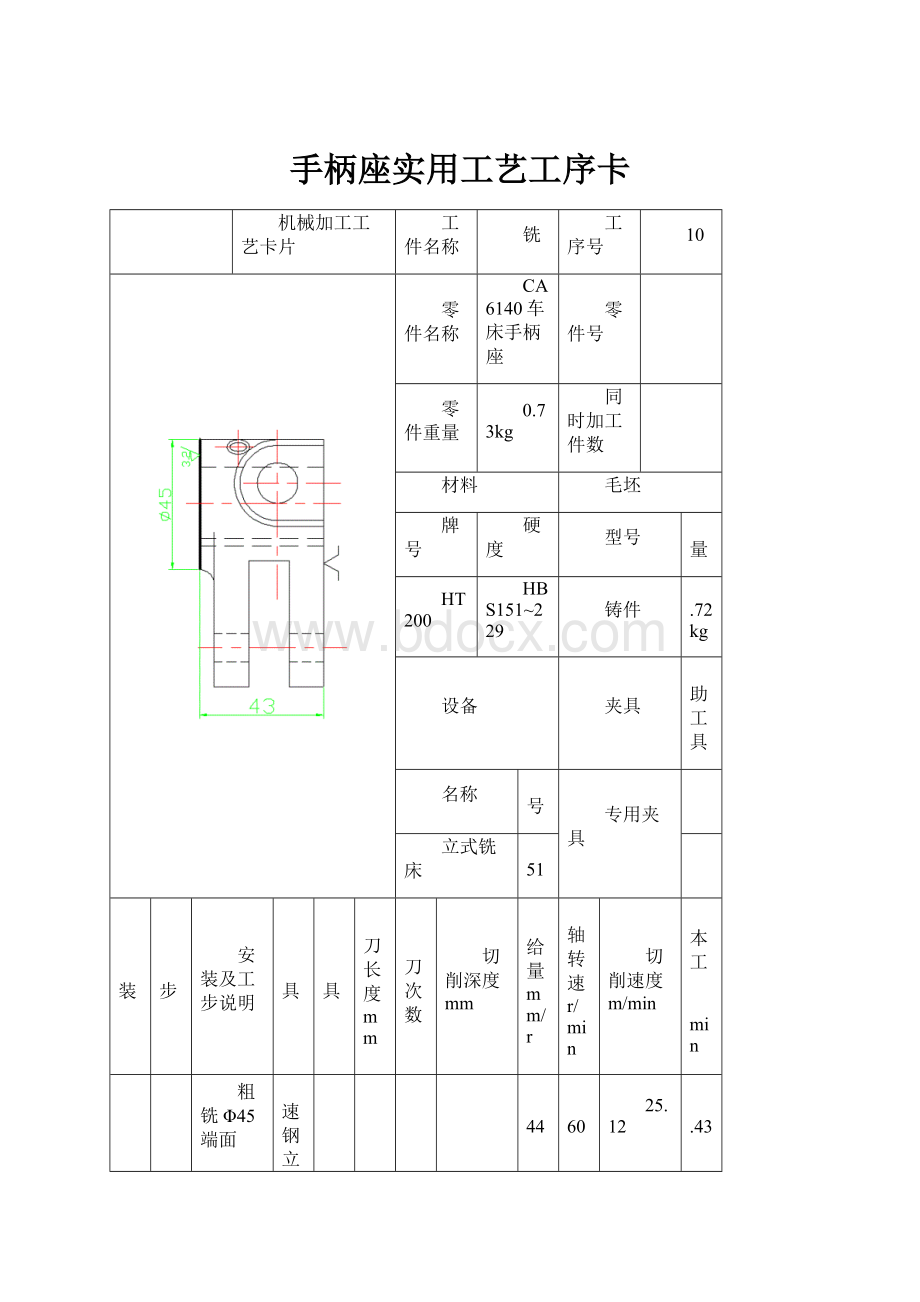
HT200
HBS151~229
铸件
0.72kg
设备
夹具
辅助工具
名称
专用夹具
立式铣床
X51
安装
工步
安装及工步说明
刀具
量具
走刀长度mm
走刀次数
切削深度mm
进给量mm/r
主轴转速r/min
切削速度m/min
基本工
时min
1
粗铣Φ45端面
高速钢立铣刀
144
160
25.12
0.43
半精铣Φ45端面
20
0.65
设计者
指导老师
共11页
第1页
粗铣大端面
2
半精铣大端面
100
0.98
第2页
钻扩铰Φ25H8的孔
30
立式钻床
Z535
钻孔至Φ
高速钢锥柄麻花钻
14.08
0.64
扩孔至Φ
高速钢锥柄扩孔钻
0.72
68
5.29
1.1
铰孔Φ
高速钢锥柄机用铰刀
1.22
5.34
第3页
钻
40
Z525
钻Φ9.8mm孔
0.17
960
29.54
0.31
粗铰Φ9.96mm孔
高速钢机用铰刀
1.3
6.1
0.19
精铰Φ10mm孔
0.8
0.3
第4页
50
卧式铣床
X63
进给量mm/min
铣12mm槽
高速钢圆柱形铣刀
56.25
375
15.31
0.94
铣14mm槽
345
15
第5页
钻铰精铰
孔
60
钻孔至
高速钢麻花锥柄钻
0.36
272
11.10
粗铰至
0.81
140
6.13
精铰至
0.62
6.15
0.40
第6页
70
钻Φ9.8孔
23
6
第7页
80
圆锥孔
高速钢麻花钻
11.1
第8页
铸
90
卧式拉床
L6120
拉键槽
高速钢拉刀
1.5
3.6
0.42
第9页
0.10
1360
0.75
铰孔至
0.6
392
0.26
第10页
终检
110
按图纸要求检查
第11页
 升级会员
升级会员 