数控加工数控机床故障维修记录表精编Word文件下载.docx
《数控加工数控机床故障维修记录表精编Word文件下载.docx》由会员分享,可在线阅读,更多相关《数控加工数控机床故障维修记录表精编Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
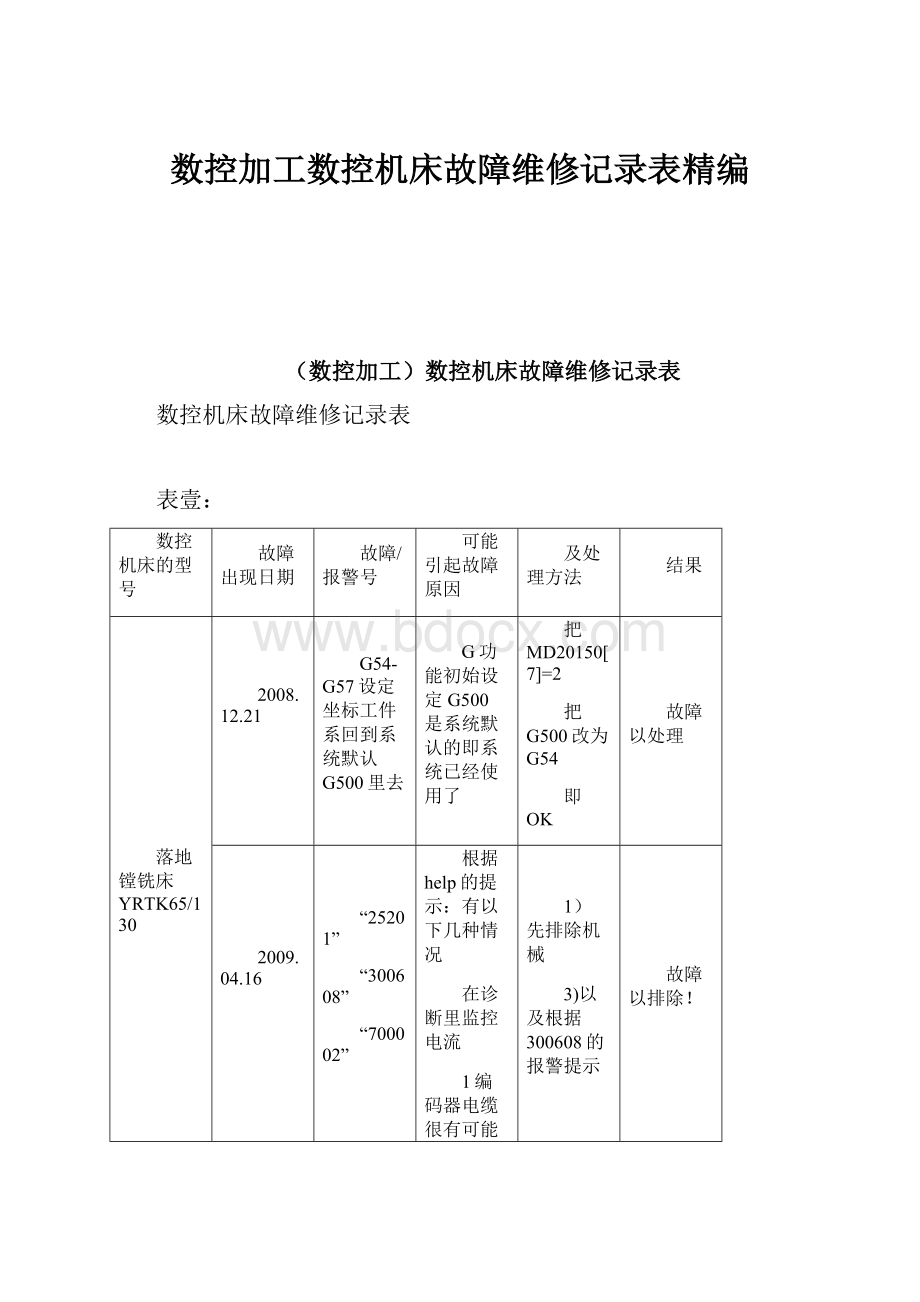
有以下几种情况
在诊断里监控电流
1编码器电缆很有可能干扰或破损
2编码器有问题
3机械负荷过载丝杆丝母松动!
4电机转速设置是否过高,超出约束值。
1)先排除机械
3)以及根据300608的报警提示
故障以排除!
2009-9-3
YZHWlimit等等
航空插头里的P24V断了
重新换线
2009-10-14
“21612”
之所以出现这个报警,是使能被去掉了,有俩种情况:
壹种是系统报警,从内部断开使能,通常仍会有其他报警;
另壹种是使能的某个条件不满足,PLC程序断开使能,比如液压压力低于阀值。
如果是后壹种,编写PLC程序的时候,应该多做些报警提示信息,这样用户就知道是什么原因引起的,便于维护。
故障以排除
数控龙门铣V.2500CL.30TM
2009/03/02
“25030”
1)根据help的提示:
a)MD31100位置控制方向
b)MD36200监控极限阀值
c)要正确设置MD31050,MD31060
MD31070,MD31080
1):
能够适当放大MD36200=5%~10%*实际值;
2):
若换了配件也需要更改相关的参数
由于换了编码器变比变了
3):
MD31080设置错了!
2009-04-20
1)PLC+24V电源空开跳闸
1)把开关电流调整到最大是要跳闸
后来进过检查发现是旋转铣头连接开关线对地!
1)主轴在加工的过程中堵转!
1)经过分析检查发现换挡拨叉销子断裂
2009-4-27
用G01程序时出现等待“主轴”
有俩种情况
1)如每个档位都出现同样的故障那就说明反馈方向不壹致(MD32100MD321101or0)
2)如某个档位出现故障那就修改(MD355000or1)
反馈方向32110[1]=1or0
旋转方向
32100[1]=1or0
“510001”
“横梁为定位”在JOG模式下强制M0.4M0.7=1+其它操作键/定位键/放松键、等等
其中:
I35.4I35.5的逻辑关系式;
AI35.4
OI35.5
=
。
ANI35.4
ANI35.5
=crossnotpos
=区间请求
AI35.5
=slowposout。
正常定位时
1)左右定位信号(I35.4=1,、I35.5=0)
2)I36.3闯到减速开关时,横梁FastStop
3)横梁Slowup调整至左定位(I35.4)信号!
总结:
经过之上所述
1横梁在换挡MDIorAUTO用
M21M22M23M24M25)
横梁的动作是—
cross_UP_our(Q45.1)
由定时器T62控制
cross_Faststop(I36.3)
来壹个上升沿
RT62
cross_Pin_out
再向上,下移动next同上
2009-7-31
“Z轴伺服故障’
Z轴VD/VID伺服使能禁止”
1)直线轴(MD1605=200ms
MD1606=8000mm)
2)旋转轴MD1605=200ms
MD1606=30rpm)
经过查help?
1)MD36060参数有关z轴由5放大到5.5sp轴由0.6放大到0.8
2)MD1405=?
?
MD1239=50%
监控电机电流MD1719
2009-8-2
无报警
在走程序的时候发现HMI进给倍率设定成双倍的变化G01X123Y230F50
而在HMI界面上显示设定是100%
1)经过排除法判断;
原来是和CALLAE83模态指令有关!
2)当下用了壹段时间好了。
有可能于操作有关。
以排除!
2009-8-14
主轴报300608
25201
21612
1)在换挡时卡住了。
Gearchange没有成功。
2)JOG,MDI,都立即报在诊断的界面见SP空载电流60%之上。
经过分析:
齿轮咔住了。
综之上所述:
机械引起报警!
原来是卡环忘了装了引起轴向窜动。
SPaxis
25040
MD36030>
MD3600036040有关
Siemens840D龙门铣
由于加工需要横梁做高度调整,在龙门上设定五个不同高度的档块来调整横梁上下移动到固定某壹档。
(壹档-M21,二档-M22,三档-M23,四档-M24,五档-M25)
出于安全考虑;
在加工程序调用M21~M25时Y轴,Z轴必须移到某个安全参考点之后把横梁上下移到某个档位(M21~M25)
1)请问我怎么把(M21,M22,M23,M24,M25)指令定义什么程序;
2)假如我把M21~M25宏程序里边包含了{G00Y0Z0M61~M65}
注意;
其中M61~M65在PLC中解码;
横梁上下移动的电机是普通三相异步电机;
请问斑竹怎么实现这个功能(M21~M25宏程序怎么做)仍有没有其他方法;
2009/12/28
报70030
70031
横梁放松故障
横梁放松开关检测故障
经过检查发现,是横梁压板夹紧/放松电磁阀线圈已烧坏。
线圈跟换故障以排除。
2010/1/5
MX1Axis
报25000
编码器硬件出错
当机床上电以后就报“25000”过壹俩个小时之后在从新上电故障就没有了。
每天故障重复。
经过对调检查发现MX1读数头信号放大版电子元件有虚焊。
从新焊接。
故障以排除。
落地对头镗IR1600(NORotating_Table)
2009-4-21
1)主轴箱漏油
1)经过检查主轴箱壹个回油泵
2)发现油泵和电机连接轴内外齿圈错位!
2009-5-14
报“25000”
报“20004”
1)当W轴开到某个部位时即报
//2)当壹上电、机床W轴就报
//1)能够判断是光栅尺有问题
a)尺子进油了、脏了
//2)能够判断是电缆或者是控制模块有问题!
a)跟其它轴电缆或者互换排除原因
2009-5-25
1)未找到参考点标志
(FAGOR光栅尺)调整读数头于尺的距离为1.5正负1.5
正在关注中
2009-5-29
刀具半径补尝不生效
在操作界面余程没见到
注意:
MCS/WCS的切换
只能在MCS坐标才能显示
有俩种请况:
1)带刀库时就要把MD22550=1MD22560=##M指令来执行!
2)没带刀库时要只把MD22550=0
就行了
2009-7-30
Y轴用手轮摇0.01mm进给向下时,发现进的有时不是0.01而0.02
0.03,0.04等。
仍在期待中
落地对头镗IR1600Rotating_Table)
X轴光栅型号:
LOP+length
Y轴光栅型号:
GOP-2640-5
W轴光栅型号:
SVOP-1540-5
2009-6-8
报“30000”
急停EP
1)整个机床都动不了。
监控俩个信号:
DB10.DBX56.1E_Stop
DB10.DBX56.2A_Stop
(DB10.DBX106.1valid_Stop)
1)经检查发现时外围急停线路接触不好松动了。
对于类似故障先查外围。
2)若是系统报急停壹般NCK或重上电即OK!
2009-8-6
1)当主轴定位是发生很大的偏差无规律的。
2)用的是SPOS=?
度
1)在诊断里监控SP轴1,2测量系统数值相差很大。
2)经检查发现时第二测量系统编码器有松动。
2009-8-31
如何把通道轴改为几何轴!
比如W轴和Z轴
1)需要改哪些参数
a.MD10000
b.MD20050
c.MD20080
2)相关的PLC程序
更改已完成。
2009-10-22
主轴报“25000”
经检查发现原来是定向编码器的连接盘松动了,导致编码器外壳跟法兰壹起转里面屏蔽线绞断了信号线对地了
把连接法兰固定牢编码器屏蔽线恢复
双柱立式车床
CQ5250C/1
2009-8-12
数显数值在无规律跳动
1)经检查发现数显光栅线已经断裂
2)把线从断接处接ok!
 升级会员
升级会员 