螺纹联接紧固常识.docx
《螺纹联接紧固常识.docx》由会员分享,可在线阅读,更多相关《螺纹联接紧固常识.docx(25页珍藏版)》请在冰豆网上搜索。
螺纹联接紧固常识
螺纹联接紧固常识
一、概述:
在机械设备行业中,设备运行的好坏有三大重要因素:
1、润滑是否良好2、联接是否牢固3、间隙是否正常。
因此,螺纹联接知识的正确使用和螺纹联接现状的科学管理对提高设备的运转具有举足轻重的作用。
螺纹联接在机械设备中的运用非常广泛,所以螺纹紧固显得非常的重要。
利用带有螺纹的零件把需要相对固定在一起的零件联接起来,称之为螺纹联接。
螺纹联接是一种可拆联接,其结构简单,装拆方便,联结可靠,且多数螺纹零件以标准化,生产率高,成本低廉,因而得到广泛的应用。
二、螺纹联接的基本常识:
螺纹联接基本分为:
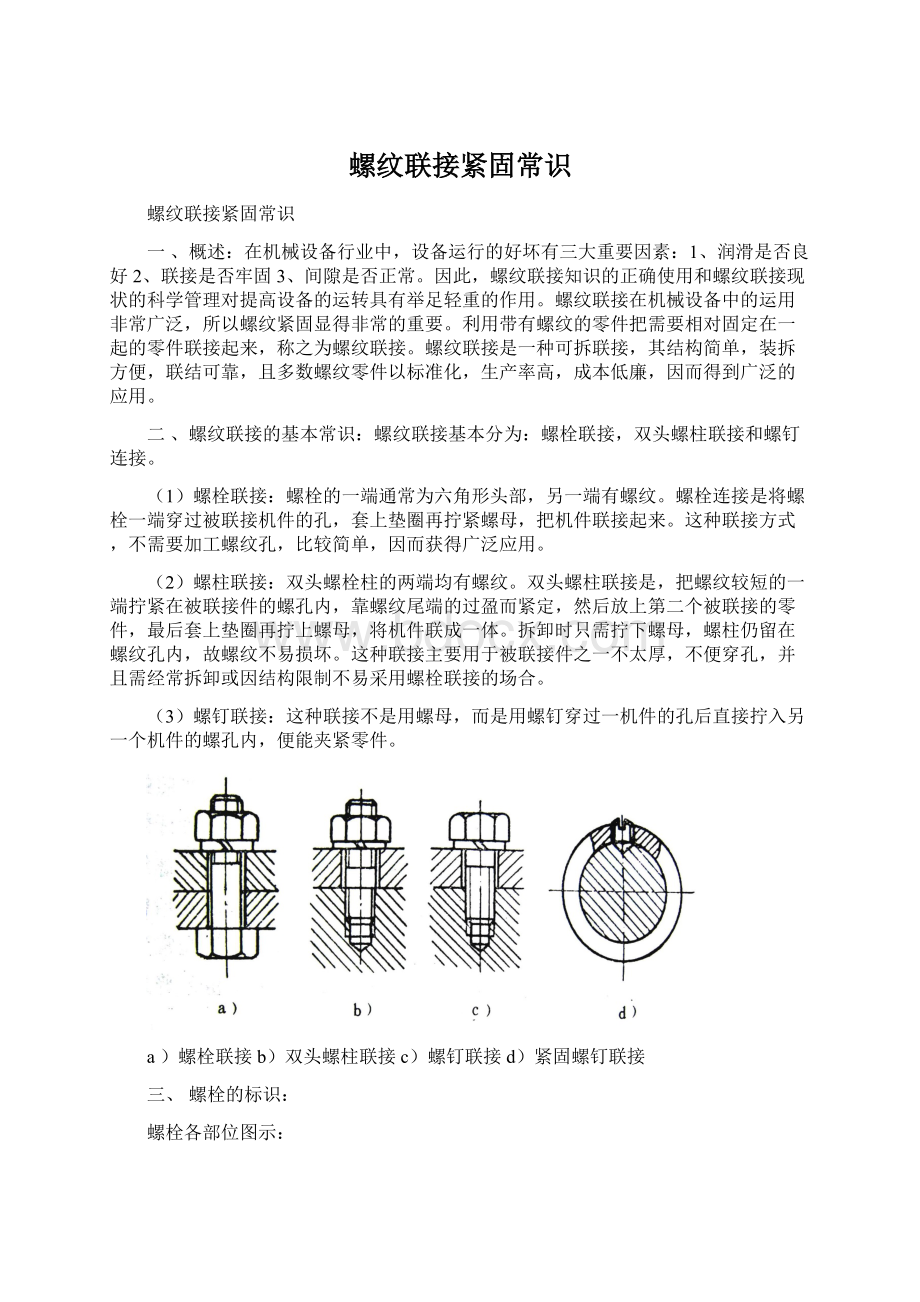
螺栓联接,双头螺柱联接和螺钉连接。
(1)螺栓联接:
螺栓的一端通常为六角形头部,另一端有螺纹。
螺栓连接是将螺栓一端穿过被联接机件的孔,套上垫圈再拧紧螺母,把机件联接起来。
这种联接方式,不需要加工螺纹孔,比较简单,因而获得广泛应用。
(2)螺柱联接:
双头螺栓柱的两端均有螺纹。
双头螺柱联接是,把螺纹较短的一端拧紧在被联接件的螺孔内,靠螺纹尾端的过盈而紧定,然后放上第二个被联接的零件,最后套上垫圈再拧上螺母,将机件联成一体。
拆卸时只需拧下螺母,螺柱仍留在螺纹孔内,故螺纹不易损坏。
这种联接主要用于被联接件之一不太厚,不便穿孔,并且需经常拆卸或因结构限制不易采用螺栓联接的场合。
(3)螺钉联接:
这种联接不是用螺母,而是用螺钉穿过一机件的孔后直接拧入另一个机件的螺孔内,便能夹紧零件。
a)螺栓联接b)双头螺柱联接c)螺钉联接d)紧固螺钉联接
三、螺栓的标识:
螺栓各部位图示:
1、图中螺纹规格d,通常有4mm、5mm、6mm、8mm、10mm、12mm,直至150mm,也表示为M4、M5、M6、M8、M10、M12等。
L也就是平时在工作中所说螺栓的螺杆长度。
2、图中8.8表示螺栓的强度等级,螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级。
在我厂现场使用在机械设备上联接螺栓多为8.8级螺栓,在液压阀台、高压管道法兰、油缸端盖的螺栓多为12.9螺栓。
如:
现场要一个外六角M16×808.8级的普通螺栓:
规格为螺纹直径d=16mm螺杆长度L=80mm抗拉强度8.8级外六角普通粗牙螺栓。
3、螺栓长度的选择:
联接螺栓的长度可按下列公式计算
L=&+H+nh+C
式中:
&——联接件约束厚度mmH——螺母的厚度mm
h——垫片的厚度mmn——垫片的个数
C——螺杆的余长5~10mm
联接螺钉的长度可按下列公式计算:
L=&+0.9H+nh
式中:
&——联接件约束厚度mmH——螺孔内螺纹深度mm
h——垫片的厚度mmn——垫片的个数
四、螺纹联接紧固的重要性
工业生产中,螺纹联接质量的重要性已引起广泛的重视。
螺纹联接的质量是保证设备质量及设备正常运转的基础。
绝大多数螺纹在联接时都要预紧,目的在于增强联接的刚性、紧密性、防松及防滑。
预紧力的适当控制又是确保螺纹联接质量的关键。
因为螺纹联接的预紧力将对螺纹的总载荷、联接的临界载荷、抵抗横向载荷的能力和接合面密封能力等产生影响。
过大或过小的预紧力均是有害的,所以预紧力的大小、准确度都十分重要。
往往在发生设备零部件松动和螺栓断裂故障时,大多数是螺栓紧固预紧力做的不当而引起,所以螺栓在安装时所施加的预紧力相当重要。
但是预紧力的大小、效果、施工工艺、施工工具、施工人员都是决定螺栓预紧力的关键。
五、普通螺栓紧固的工具及使用:
紧固工具一般分为通用工具,特殊工具。
通用工具有活动扳手、叉口扳手(开口扳手、呆扳手)梅花扳手、套筒扳手、内六角扳手(米制、英制)。
活动扳手的型号根据其扳手的全长来分,并以英制来标称如:
6″、8″、10″、12″等。
叉口、梅花、套筒、六角扳手都是以两相对平行边的垂直距离标定型号如:
6mm、8mm、10mm、12mm等。
1、扳手的型号选择可根据现场螺栓大小和类型来选择。
下表可供参考:
米制尺寸
英制尺寸
外六角尺寸S(mm)
螺纹尺寸D(mm)
内六角尺寸J(mm)
外六角尺寸S(inch)
螺纹尺寸D(inch)
内六角尺寸J(inch)
17
M10
8
11/16"
5/8"
1/2"
19
M12
10
11/4"
3/4"
5/8"
22
M14
12
17/16"
7/8"
3/4"
24
M16
14
15/8"
1"
3/4"
27
M18
14
113/16"
11/8"
7/8"
30
M20
17
2"
11/4"
7/8"
32
M22
17
23/16"
13/8"
1"
36
M24
19
23/8"
11/2"
1"
41
M27
19
29/16"
15/8"
\
46
M30
22
23/4"
13/4"
11/4"
50
M33
24
215/16"
17/8"
13/8"
55
M36
27
3"
2"
11/2"
60
M39
27(30)
31/8"
2"
15/8"
65
M42
32
33/8"
21/4"
13/4"
70
M45
\
31/2"
21/4"
13/4"
75
M48
36
33/4"
21/2"
13/4"
80
M52
36
37/8"
21/2"
17/8"
85
M56
41
41/8"
23/4"
2"
90
M60
46
41/4"
23/4"
2"
95
M64
46
45/8"
3"
21/4"
100
M68
50
5"
31/4"
21/4"
105
M72
55
110
M76
60
115
M80
65
120
M85
70
130
M90
70(75)
135
M95
\
145
M100
85
150
M105
\
155
M110
\
165
M115
\
170
M120
\
180
M125
\
185
M130
\
200
M140
\
210
M150
\
2、活动扳手的开口度可以调整,其适用范围较广,可以满足螺栓、螺钉、螺母外六方尺寸发生变化非标准尺寸时。
但是其受力和设计的原理限制,在使用中容易对螺栓、螺钉、螺帽外六方造成损伤,不便紧固和拆卸,所以活动扳手不能用在对螺栓进行最后的紧固和最初拆卸上。
使用时注意1、不得锤击扳手手柄部来施加紧固力,2、不得使用过长的加力杆紧固,这样都会造成扳手损坏。
活动扳手的使用时应注意扳手开口方向和受力方向如下图所示:
活动扳手规格
长度
公制/mm
100
150
200
250
300
375
450
600
英制/inch
4
6
8
10
12
15
18
24
开口最大宽度/mm
14
19
24
30
36
46
55
65
3、叉口、梅花扳手可分为一般扳手和打击扳手;扳手的选择根据需要紧固和拆卸螺栓的外六方尺寸来选择相应大小的扳手,还要根据施工周边环境的影响来选择使用什么样的扳手。
在空间宽大,扳手可以随意转动无任何阻碍的情况下可选用梅花扳手。
如空间狭小,梅花扳手无法套入螺栓帽头时可采用叉口扳手施工。
根据其设计的原理叉口和梅花扳手能和螺栓、螺帽的外六方较好配合接触,所以可使用一定的冲击力来对螺栓进行紧固和拆卸。
不过冲击力一定要有所控制不可过猛,否则会将螺栓拉断或损坏扳手,造成螺栓或者扳手的损坏。
4、套筒扳手可分为普通套筒扳手和重型套筒扳手。
套筒扳手一般用在螺栓深埋在设备中,周边环境狭小,其他种类扳手无法施工时。
套筒扳手还可以根据实际施工情况配以加长杆、棘轮手柄和测扭力手柄一起使用,套筒扳手在现场是一个很方便的紧固拆卸工具。
5、内六角扳手在使用过程中一定要注意:
1、在紧固和拆卸时扳手一定要完全插入内六方孔内,扳手插入部分要和螺栓保证在一条直线上不可倾斜过大,以免用力时损坏内六方形状和尺寸,造成无法施工。
2、在紧固和拆卸时内六角扳手可配以一定的加长杆施工,不可用手锤或其他物品敲击扳手。
因其扳手材质的原因在受冲击力过大时扳手易折断,发生施工安全隐患。
六、螺纹联接的装配要点、技术要求、紧固工艺
1、螺纹联接的装配要点:
(1)在装配前要清洗螺钉、螺母,同时要清洗螺孔内的脏物。
(2)螺杆无弯曲变形,螺钉头部、螺母底面应于联接件接触良好。
(3)联接件要有一定的夹紧力,均匀受压,联接紧固。
(4)成组螺钉、螺母紧固时,按一定顺序逐次(一般两三次)拧紧螺母。
(5)联接件在工作中有震动或冲击时,为了防止螺钉或螺母松动,必须有可靠的放松装置。
2、螺纹联接装配的技术要求:
(1)保证一定的拧紧力矩。
为了达到螺纹联接紧固和可靠的目的,要求螺纹牙齿间有一定的摩擦力矩,所以螺纹联接装配时应有相应的测力装置,是螺纹牙齿之间产生足够的预紧力。
(2)有可靠的防松装置。
螺纹联接一般都具有自锁性,在静载荷下一般不会松脱。
但在震动、冲击和交变载荷下,会使螺纹牙齿之间压力突然减小,以致摩擦力矩减小,使螺纹联接松动。
因此,螺纹联接应有可靠的纺松装置,以防止摩擦力矩减小和螺母回转。
(3)保证螺纹联接的配合精度。
螺纹配合精度由螺纹公差和旋合长度两因素决定,分为精密、中等、粗糙三种。
3、紧固双头螺柱的方法:
(1)用两个螺母拧紧法:
将两个双头螺母相互锁紧在双头螺柱上,然后在扳动上面的一个螺母,把双头螺柱拧入螺孔中。
(2)用长螺母拧入法:
用止动螺钉阻止长螺母与双头螺柱之间的相对转动,然后扳动长螺母,旋紧双头螺柱。
4、螺纹联接拧紧工艺顺序
螺纹联接时紧固力和紧固顺序相当重要,如紧固力与紧固顺序配合不当,表面看起来螺纹其实都以紧固完成,实质上螺纹在经过震动、冲击和交变运动后,很快就会松动。
所以在成组螺钉、螺母紧固时,一定按正确的紧固顺序逐次(一般两三次)拧紧螺母。
一般第一次紧固力为25%,第二次紧固力为50%,第三次紧固力为100%。
下图为各种联接件的紧固顺序:
(1)长条形零件:
从中间开始向两边紧固,防止零件变形
(2)对称零件:
从对角开始紧固,如方形、圆形件
(3)多孔零件的紧固:
5、法兰的紧固:
在厂内的液压管道对接上使用了大量的法兰联接。
下面列举2个最为常见和使用较多的法兰联接。
对开式
尺寸
inch
类型
尺寸参数
Weightkg.
最大工作压力kg/cm
A
B
C
E
G
H
I
L
M
1
重型
48.40
38.90
57.17
13.89
33
24
9
12.60
M12
0.28
420
整体式
尺寸inch
类型
尺寸参数
Weightkg.
最大工作压力kg/cm
A
B
C
D
E
F
G
H
I
L
M
11/4
轻
 升级会员
升级会员 