完整word版FANUC0i常用准备功能G指令一览表文档格式.docx
《完整word版FANUC0i常用准备功能G指令一览表文档格式.docx》由会员分享,可在线阅读,更多相关《完整word版FANUC0i常用准备功能G指令一览表文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
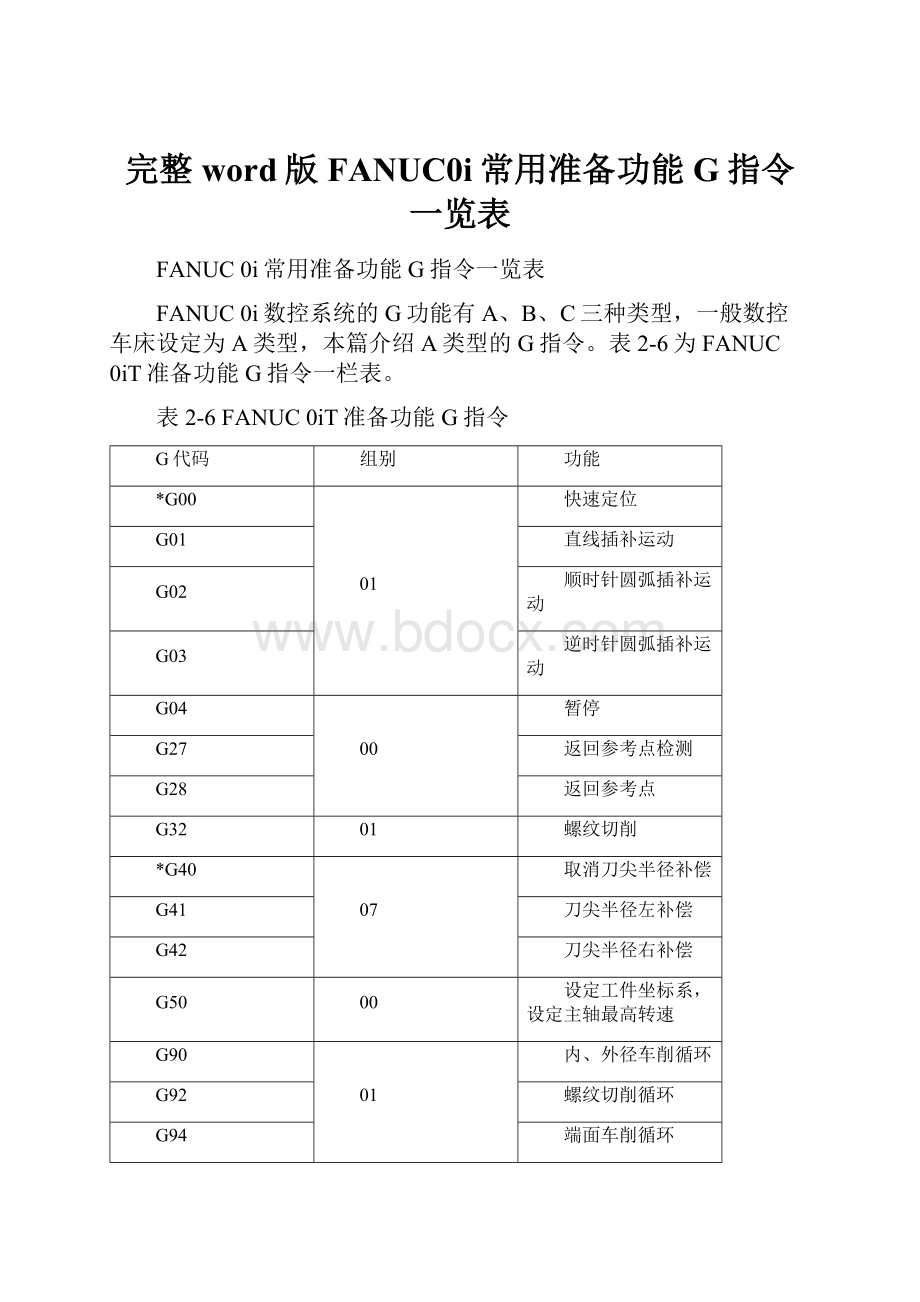
螺纹切削
*G40
07
取消刀尖半径补偿
G41
刀尖半径左补偿
G42
刀尖半径右补偿
G50
设定工件坐标系,设定主轴最高转速
G90
内、外径车削循环
G92
螺纹切削循环
G94
端面车削循环
G70
精加工循环
G71
内、外径粗加工循环
G72
端面粗加工循环
G73
固定形状粗加工循环
G74
间断纵向面切削循环
G75
间断端面切削循环
G76
自动螺纹加工循环
G96
02
恒线速度控制有效
*G97
恒线速度控制取消
G98
05
进给速度按每分钟设定
*G99
进给速度按每转设定
注:
(1)表内00组为非模态代码,只在本程序段内有效。
其他组为模态代码,一次指定后持续有效,直到被同组代码所取代。
(2)标有“*”的G代码为系统通电启动后的默认状态。
FANUCOiM常用G指令
G指令用于建立机床或数控系统的工作方式,由地址G及其后接的两位数字组成,从G00~G99,共100种。
下面就FANUCOiM系统介绍下G代码,见表3-9。
表3-9FANUCOiM系统G代码
代码
功
能
备注
G00
点定位
G57
14
选择工件坐标系4
直线插补
G58
选择工件坐标系5
顺时针方向圆弧插补
G59
选择工件坐标系6
逆时针方向圆弧插补
G65
宏程序调用
非模态
G66
12
宏程序模态调用
G15
17
极坐标指令取消
*G67
宏程序模态调用取消
G16
极坐标指令
G68
16
坐标旋转有效
G17
XY平面选择
*G69
坐标旋转取消
G18
XZ平面选择
09
高速深孔啄钻循环
G19
YZ平面选择
左旋攻丝循环
G20
06
英制(in)输入
精镗孔循环
G21
公制(mm)输入
*G80
取消固定循环
机床返回参考点检查
G81
钻孔循环
机床返回参考点
G82
沉孔循环
G29
从参考点返回
G83
深孔啄钻循环
G30
返回第2、3、4参考点
G84
右旋攻丝循环
G31
跳转功能
G85
绞孔循环
G33
G86
镗孔循环
刀具半径补偿取消
G87
反镗孔循环
刀具半径补偿—左
G88
刀具半径补偿—右
G89
G43
刀具长度补偿—正
*G90
03
绝对尺寸
G44
刀具长度补偿—负
G91
增量尺寸
*G49
刀具长度补偿取消
设定工作坐标系
*G50
11
比例缩放取消
*G94
每分进给
G51
比例缩放有效
G95
每转进给
G52
局部坐标系设定
*G96
13
恒周速控制方式
G53
选择机床坐标系
G97
恒周速控制取消
G54
选择工件坐标系1
10
固定循环返回起始点方式
G55
选择工件坐标系2
固定循环返回R点方式
G56
选择工件坐标系3
1.打开机床电源时,标有“*”符号的G代码被激活,即为默认状态。
个别同组中的默认代码可由系统参数设定选择,此时默认状态发生变化;
2.G代码按其功能的不同分为若干组。
不同组的G代码在同一个程序段中可以指定多个,但如果在同一个程序段中指定了两个或两个以上属于同一组的G代码时,只有最后面的那个G代码有效。
3.G代码有两类:
模态代码和非模态代码。
4.在固定循环中,如果指定了01组的G代码,则固定循环被取消,即为G80状态;
但01组的G代码不受固定循环G代码影响。
T编程题
1.螺纹轴零件图如2-65、2-66、2-67所示,毛坯为φ40实心棒料,材料为45钢,要求分析零件的加工工艺,编制加工程序。
图2-65
图2-66
图2-67
2.轴套零件如图2-74、2-75、2-76所示,毛坯为φ40实心棒料,材料为45钢,要求分析零件的加工工艺,编制加工程序。
图2-74
图2-75
图2-76
M编程题
1.图3-77所示,毛坯为50mm×
50mm×
15mm的方形坯料,材料为45号钢,且底面和四周轮廓均已加工好,要求在FANUC数控系统立式加工中心上完成顶面加工、凸台外轮廓、孔加工编程。
工件坐标原点在上表面中心。
图3-77
2.工件如图3-78所示,毛坯为45mm×
45mm×
15mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
图3-78
3.工件如图3-79所示,毛坯为50mm×
10mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
图3-79
4.工件如图3-80所示,毛坯为50mm×
10mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
图3-80
5.工件如图3-81所示,毛坯为115mm×
75mm×
20mm的方形坯料,材料为45号钢,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
图3-81
6.工件如图3-82所示,毛坯为50mm×
图3-82
7.工件如图3-83所示,毛坯为50mm×
15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、孔加工编程。
图3-83
8.工件如图3-84所示,毛坯为50mm×
15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、内轮廓、孔加工编程。
图3-84
9.工件如图3-85所示,毛坯为50mm×
图3-85
10.工件如图3-86所示,毛坯为80mm×
60mm×
图3-86
11.工件如图3-87所示,毛坯为50mm×
图3-87
12.工件如图3-88所示,毛坯为75mm×
15mm的方形坯料,材料为LY12,要求在FANUC数控系统立式加工中心上完成顶面加工、外轮廓、内轮廓、孔加工编程。
图3-88
13工件如图3-89所示,毛坯为50mm×
图3-89
14.工件如图3-90所示,毛坯为50mm×
图3-90
15.工件如图3-91所示,毛坯为50mm×
图3-91
 升级会员
升级会员 