模具设计典型冲裁模具图形库Word文档格式.docx
《模具设计典型冲裁模具图形库Word文档格式.docx》由会员分享,可在线阅读,更多相关《模具设计典型冲裁模具图形库Word文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
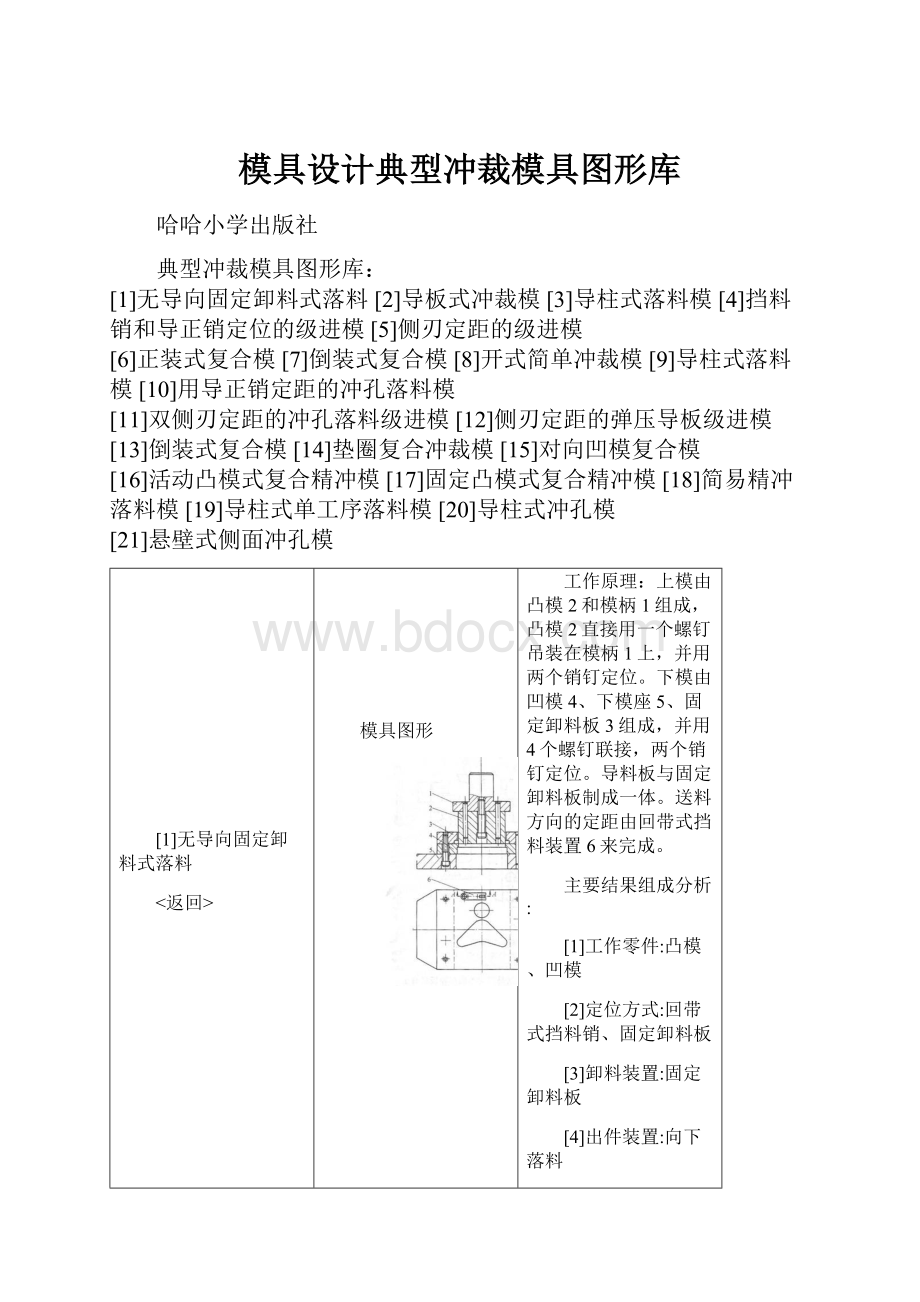
回带式挡料销、固定卸料板
[3]卸料装置:
固定卸料板
[4]出件装置:
向下落料
[5]顶件装置:
无
[6]导向装置:
无导向
[7]紧固零件:
螺钉、销钉
[8]支撑零件[1]:
模柄、下模座
[8]支撑零件[2]:
模板
[9]其他
零件名称
1模柄2凸模3固定卸料板4凹模5下模座6回带式挡料销
工件图
[2]导板式冲裁模
上模与下模的导向是靠凸模2与导板4的小间隙配合(H7/h6)。
导料板、挡料销
导板
下模座、模柄
1凸模固定板2凸模3限位柱4导板5导料板6凹模7下模座
[3]导柱式落料模
模具上、下模之间的相对运动用导柱11与导套10导向。
凸、凹模进行冲裁之前,导柱已经进入导套,从而保证了在冲裁过程中凸模3和凹模16之间间隙的均匀性。
条料的送进定位靠导料板19和挡料销18,弹压卸料装置由卸料板12、卸料螺钉1和橡胶22组成。
在凸、凹模进行冲裁工作之前,由于橡胶的作用,卸料板先压住板料,上模继续下压进行冲裁分离,此时橡胶被压缩。
上模回程时,由于橡胶恢复,推动卸料板把箍在凸模上的边料卸下来。
挡料销、导料板
卸料板、橡胶、卸料螺钉
下出料
导柱、导套
模柄、上模座、下模座、承料板
垫板、凸模固定板
1卸料螺钉2防转销3凸模4模柄5、14、15圆柱销钉6、13、17内六角螺钉7上模座8垫板9凸模固定板10导套11导柱12卸料板16凹模18挡料销19导料板20承料板21下模座22橡胶
[4]挡料销和导正销定位的级进模
用手按入始用挡料销限定条料初始位置,进行冲孔。
始用挡料销在弹簧作用下复位后,条料再送进一个步距,以固定挡料销粗定位,落料时以装载落料凸模断面上的导正销进行精定位,保证零件上的孔与外圆的县对位置精度。
始用挡料销、导正销、固定挡料销、导板兼卸料板
导板兼卸料板
下模座、模柄、上模座
1模柄2上模座3冲孔凸模4落料凸模5导板兼卸料板6导正销7凹模8固定挡料销9下模座10始用挡料销
[5]侧刃定距的级进模
在压力机每次冲压行程中,沿条料边缘切下一块长度等于步距的料边。
由于沿送料方向上,在侧刃前后两导料板间距不同,前宽后窄形成一个凸肩,所以条料上只有切去料边的部分方能通过,通过的距离即等于步距。
导料板、侧刃
卸料板、橡皮、卸料螺钉
垫板
1内六角螺钉2销钉3模柄4卸料螺钉5垫板6上模座7凸模固定板8、9、10凸模11导料板12承料板13卸料板14凹模15下模座16侧刃17侧刃挡块
[6]正装式复合模
板料以导料销13和挡料销12定位。
上模下压,凸凹模外形和凹模8进行落料,落下的冲件卡在凹模中,同时冲孔凸模与凸凹模内孔进行冲孔,冲孔废料卡在凸凹模孔内。
卡在凹模中的冲件由顶件装置从凹模中顶出。
该模具采用装在下模座底下的弹顶器推动顶杆和顶件块,弹性元件高度不受模具有关空间的限制,顶件力大小容易调节,可获得较大的顶件力。
卡在凸凹模内的冲孔废料由推件装置推出。
每冲裁一次,冲孔废料被推下一次,凸凹模孔内不积存废料,胀力小,不易破裂。
挡料销、导料销
卸料板、卸料弹簧、卸料螺钉
打杆、推板、推杆
带肩顶杆、顶件块
垫板、固定板
1打杆2旋入式模柄3推板4推杆5卸料螺钉6凸凹模7卸料板8落料凹模9顶件块10带肩顶杆11冲孔凸模12挡料销13导料销
[7]倒装式复合模
条料沿两个导料销1送至活动挡料销2处定位。
冲裁时,上模向下运动,因弹压卸料板与安装在凹模型孔内的推件板10分别高出凸凹模和落料凹模的工作面约0.5mm,故首先将条料压紧。
上模继续向下,同时完成冲孔和落料。
冲孔废料直接由冲孔凸模从凸凹模内孔推下,无顶件装置,结构简单,操作方。
卡在凹模中的冲件由打杆7、推板8、连接推杆9和推件板10组成的刚性推件装置推出。
导料销、挡料销
打杆、推板、推杆、推件板
1导料销2挡料销3凸凹模4弹压卸料板5凹模6凸模7打杆8推板9推杆10推件板
[8]开式简单冲裁模
模具的上模部分由模柄1、凸模2组成,通过模柄安装在压力机的滑块上作往复运动。
模具下模部分由刚性卸料板3、导料板4、凹模5、下模座6和挡料块7组成。
模具的下模座用螺钉、压板固定在压力机工作台上。
导料板4左右各一块,以控制条料的送料方向。
挡料块7控制条料的步距。
导料板、挡料块
1模柄2凸模3卸料板4导料板5凹模6下模座7挡料块
[9]导柱式落料模
这副模具采用了由卸料板11、弹簧2与卸料螺钉3组成的弹性卸料装置,由安装在下模座下的橡皮22、顶杆15与顶件板13组成的由下向上的弹性顶件装置。
在冲压过程中,卸料装置对条料和冲裁件均有良好的压平作用。
固定挡料销
顶杆、圆板、螺栓、螺母、橡皮
导套、导柱
模柄、下模座、上模座
模板、固定板
1上模座2卸料弹簧3卸料螺钉4螺钉5模柄6止转销7圆柱销8垫板9凸模固定板10落料凸模11卸料板12落料凹模13顶件板14下模座15顶杆16圆板17螺栓18固定挡料销19导柱20导套21螺母22橡皮
[10]用导正销定距的冲孔落料模
上、下模用导板导向。
冲孔凸模3与落料凸模4之间的距离就是送料步距s。
送料时由固定挡料销6进行初定位,由两个装在落料凸模上的导正销5进行精定位。
导正销与落料凸模的配合为H7/r6,其连接应保证在修磨凸模时的装拆方便,因此,落料凹模安装导正销的孔是个通孔。
导正销头部的形状应有利于在导正时插入已冲的孔,它与孔的配合应略有间隙。
为了保证首件的正确定距,在带导正销的级进模中,常采用始用挡料装置。
它安装在导板下的导料板中间。
在条料上冲制首件时,用手推始用挡料销7,使它从导料板中伸出来抵住条料的前端即可冲第一件上的两个孔。
以后各次冲裁时就都由固定挡料销6控制送料步距作粗定位。
落料凸模、冲孔凸模、凹模
导正销、固定挡料销、始用挡料销
模柄、上模座、下模座
固定板
1模柄2螺钉3冲孔凸模4落料凸模5导正销6固定挡料销7始用挡料销
[11]双侧刃定距的冲孔落料级进模
它以侧刃16代替了始用挡料销、挡料销和导正销控制条料送进距离(进距或俗称步距)。
侧刃是特殊功用的凸模,其作用是在压力机每次冲压行程中,沿条料边缘切下一块长度等于步距的料边。
由于沿送料方向上,在侧刃前后,两导料板间距不同,前宽后窄形成一个凸肩,所以条料上只有切去料边的部分方能通过,通过的距离即等于步距。
为了减少料尾损耗,尤其工位较多的级进模,可采用两个侧刃前后对角排列。
由于该模具冲裁的板料较薄(0.3mm),所以选用弹压卸料方式。
螺钉、销钉
模板、固定板、承料板
[9]其他:
[12]侧刃定距的弹压导板级进模
级进模比单工序模生产率高,减少了模具和设备的数量,工件精度较高,便于操作和实现生产自动化。
对于特别复杂或孔边距较小的冲压件,用简单模或复合模冲制有困难时,可用级进模逐步冲出。
但级进模轮廓尺寸较大,制造较复杂,成本较高,一般适用于大批量生产小型冲压件。
弹压导板、卸料弹簧、卸料螺钉
弹压导板、导板镶块、导套、导柱
凸模固定板、上模座、下模座
限位柱
1、10导柱2弹压导板3、11导套4导板镶块5卸料螺钉6凸模固定板7凸模8上模座9限位柱12导料板13凹模14下模座15侧刃挡块
[13]倒装式复合模
倒装式复合模通常采用刚性推件装置把卡在凹模中的冲件推下,刚性推件装置由打杆12、推板11、连接维杆10和推件块9组成。
冲孔废料直接由冲孔凸模从凸凹模内孔推下,无顶件装置,结构简单,操作方便,但如果采用直刃壁凹模洞口,凸凹模内有积存废料,胀力较大,当凸凹模壁厚较小时,可能导致凸凹模破裂。
冲孔凸模、落料凹模、凸凹模
活动挡料销、导料销
打杆、推板、连接推杆、推件块
下模座、上模座、凸模固定板、垫板
1下模座2导柱3、20弹簧4卸料板5活动挡料销6导套7上模座8凸模固定板9推件块10连接推杆11推板12打杆13模柄14、16冲孔凸模15垫板17落料凹模18凸凹模19固定板21卸料螺钉22导料销
[14]垫圈复合冲裁模
落料凹模2在上模,件1是冲孔凸模,件14为凸凹模。
倒装复合模一般采用刚性推件装置把卡在凹模中的制件推出。
刚性推件装置由推杆7、推块8、推销9推动推件块,推出制件。
废料直接由凸模从凸凹模内孔推出。
凸凹模洞口若采用直刃,则模内有积存废料,胀力较大,当凸凹模壁厚较薄时,可能导致胀裂。
凸模、凹模、凸凹模
固定挡料销、活动挡料销
推杆、推块、推销、推件块
上模板、上模固定板、垫板、下模板、下模固定板
1凸模2凹模3上模固定板4、16垫板5上模板6模柄7推杆8推块9推销10件块11、18活动挡料销12固定挡料销13卸料板14凸凹模15下模固定板17下模板19弹簧
[15]对向凹模复合模
凸起凹模、冲裁凸模、平凹模
凸起凹模
卸料器
顶件器
上模座、下模座
1凸起凹模2冲裁凸模3平凹模4顶件器5卸料器6上模座7下模座
[16]活动凸模式复合精冲
凹模2用螺钉和销钉紧固在上模座16内。
顶件板3装载凹模内,起压料和顶件作用外,还作为冲孔凸模5的导向装置。
凸模固顶办10承受冲孔凸模5的回程压力,并支承凹模2。
垫板8和支承环9共同支承冲孔凸模5和凹模2。
作用在顶件板3上的反压力来自机床,经传力杆11和传力杆7传到顶件板3上。
压边圈4用螺钉和销钉紧固在凸模1同时也装在下模座16内,并用螺钉和销钉与凸模座12相连。
凸模座12内装有支承顶杆6的推板13和传力杆11。
凸模座带罗紧固螺纹,承受冲裁凸模1的回程压力。
作用在压边圈4的压力来自机场,经下模座16传到压边圈4上,并以同样的压力经传力杆11和推板13作用在顶杆6上。
凸模、凹模、冲孔凸模
压边圈
顶件板、传力杆、支承环、顶柱、液压活塞
顶杆、推板、顶柱、液压活塞
导向装置
模座、垫板
1凸模2凹模3顶件板4压边圈5冲孔凸模6顶杆7传力杆8垫板9支承环10冲孔凸固定板11传力杆12凸模座13推板14座圈15垫板16模座17导向装置18压床上工作台19压床下工作台20标准结合环21顶柱22顶柱23定位板24液压活塞
[17]固定凸模式复合精冲模
落料凸模3装载垫座9上,并用螺钉和销钉紧固。
压边圈2用外锥面装入支板16内,并用螺钉紧固。
通过上部的传力杆13将压力传递在压边圈2和顶件6上。
下模图的右部所示的整体凸模1装载下模座15上,并用螺钉和销子紧固。
顶件板4装载凹模1内,顶件板4还作为冲孔凸模5的导向。
机床的反压力由下部的传力杆13传递。
凸模座板10承受冲孔凸模5的回程压力,并作用于垫板12上。
在冲裁过程中,由闭锁销14对凹模1定心,从而保证凸模3和凹模1的位置精度。
压边圈、弹簧
液压活塞、传力杆、顶杆
液压活塞、支承销、传力杆、顶件板
导向件
专用下结合环、专用上结合环、垫座
1凹模2压边圈3凸模4顶件板5冲孔凸模6顶杆7冲孔凸模8顶杆9垫座10凸模座板11垫板12下垫板13传力杆14闭锁销15模座16支板17导向件18压床上工作台19压床下工作台20专用上结合环21专用下结合环22压板23支承销24液压活塞25缩紧环
[18]简易精冲落料模
利用碟簧在机械作用下变形,产生的轴向压缩里,对冲裁过程产生齿圈压力和顶件力
齿圈压板
推件板、顶杆
上托、模柄、垫板、凸模固定板、固定板、底座
1导柱2导套3上托4、6、20、22、24、29螺钉5、8、14销钉7模柄9垫板10凸模11凸模固定板12齿圈压板13销钉套15凹模16限位螺柱17固定板18顶杆19、25螺母21底座23推件板26垫片27卸料板28弹簧
[19]导柱式单工序落料模
上、下模座和导套、导柱装配组成的部件为模架。
凹模16用内六角螺钉和销钉与下模座18紧固并定位。
凸模12用凸模固定板5、螺钉、销钉与上模座紧固并定位,凸模背面垫上垫板8。
压入式模柄7装入上模座并以止动销9防止其转动。
条料沿导料螺栓2送至挡料销3定位后进行落料。
箍在凸模上的边料靠弹压卸料装置进行卸料,弹压卸料装置由卸料板15、卸料螺钉10和弹簧4组成。
在凸、凹模进行冲裁工作之前,由于弹簧力的作用,卸料板先压住条料,上模继续下压时进行冲裁分离,此时弹簧被压缩(如图左半边所示)。
上模回程时,弹簧恢复推动卸料板把箍在凸模上的边料卸下。
导料螺钉、挡料销
销钉、螺钉、止动销
凸模固定板、模柄、上模座、下模座
1螺帽2导料螺钉3挡料销4弹簧5凸模固定板6销钉7模柄8垫板9止动销10卸料螺钉11上模座12凸模13导套14导柱15卸料板16凹模17内六角螺钉18下模座
[20]导柱式冲孔模
冲件上的所有孔一次全部冲出,是多凸模的单工序冲裁模。
由于工序件是经过拉深的空心件,而且孔边与侧壁距离较近,因此采用工序件口部朝上,用定位圈5实行外形定位,以保证凹模有足够强度。
但增加了凸模长度,设计时必须注意凸模的强度和稳定性问题。
如果孔边与侧壁距离大,则可采用工序件口部朝下,利用凹模实行内形定位。
该模具采用弹性卸料装置,除卸料作用外,该装置还可保证冲孔零件的平整,提高零件的质量。
定位圈
圆柱销、止动销、螺钉
上模座、下模座、凸模固定板、垫板、模柄
1上模座2、18圆柱销3导柱4凹模5定位圈6、7、8、15凸模9导套10弹簧11下模座12卸料螺钉13凸模固定板14垫板16模柄17止动销19、20内六角螺钉21卸料板
 升级会员
升级会员 