连铸设备离线检修规范Word格式文档下载.docx
《连铸设备离线检修规范Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《连铸设备离线检修规范Word格式文档下载.docx(23页珍藏版)》请在冰豆网上搜索。
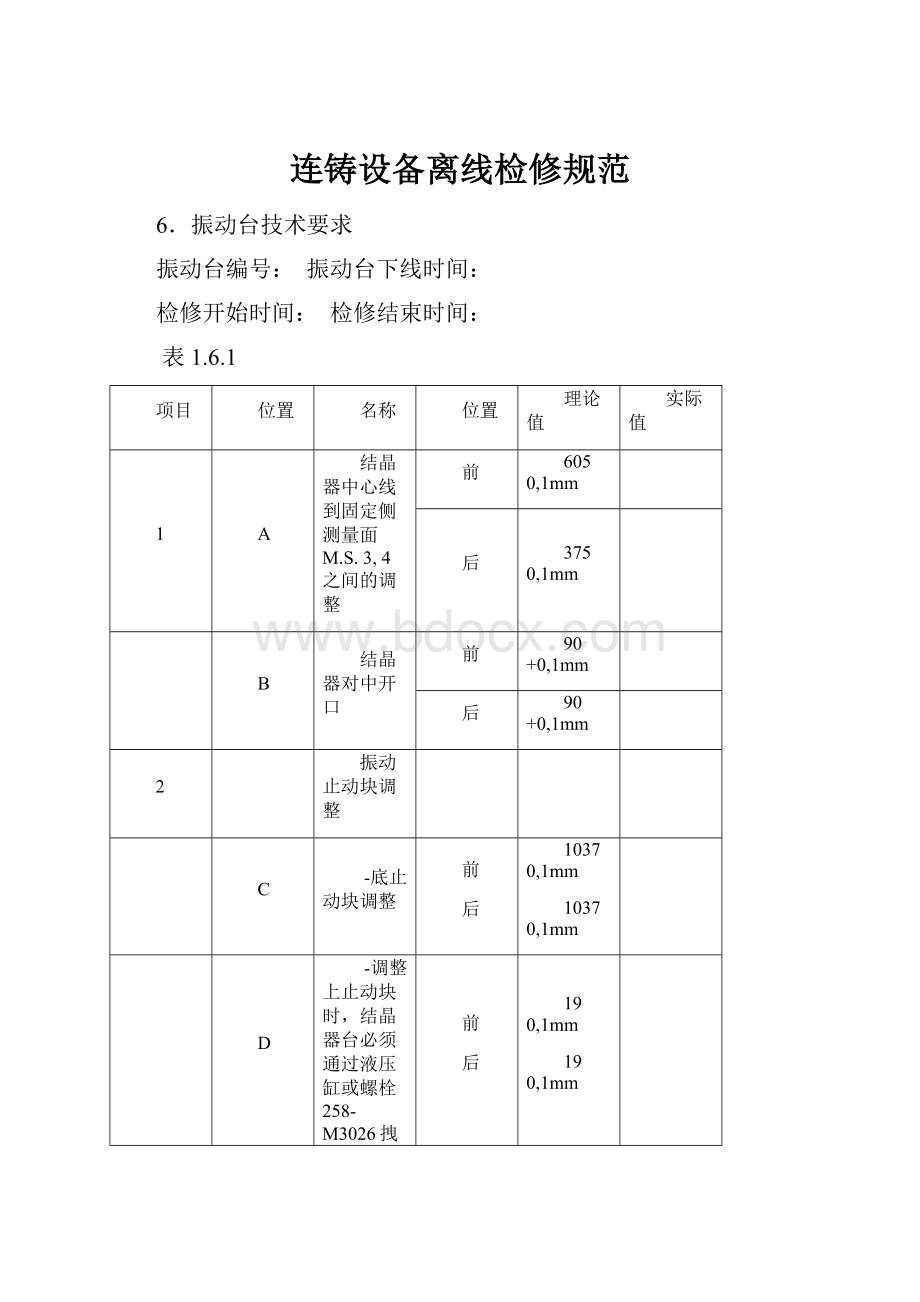
C
-底止动块调整
10370,1mm
D
-调整上止动块时,结晶器台必须通过液压缸或螺栓258-M3026拽到底止动块上
190,1mm
3
E
重力补偿弹簧2581-M1610及垫片2581-M1611
长度=463mm
26000N
4
F
从结晶器支撑到液压振动装置支撑的垂直距离;
结晶器台必须位于底止动块上
1468,50,1mm
二)2#连铸机的技术要求
1.弯曲段技术要求
图1外框架辊列几何尺寸精度
图2内框架辊列几何尺寸精度
图3与浇注断面相关的精度
弯曲段编号:
弯曲段下线时间:
表2.1.1:
外弧对弧(见图1)
Pos.
(H)
公差(H)
I
II
III
Roller
Nom
±
0.15
实际值
偏差
177.55
5
6
7
177.53
8
177.29
9
176.44
10
174.5
11
171.02
12
165.52
13
157.54
14
146.65
15
132.55
16
115.07
17
94.21
公差:
T1=±
0,15mm(新辊子)T2=+0,15/-0,30mm(有磨损的辊子)
表2.1.2:
内弧对弧(见图2)
辊子
位置Roller
172.55
172.57
172.78
173.55
175.32
178.57
183.76
191.36
201.82
215.47
232.48
252.88
T1=±
0,15mm(新辊子)T1=+0,15/-0,30mm(有磨损的辊子)
表2.1.3:
辊缝(见图3)
辊缝值
辊子序号
设定值
191.5±
T1
190.5±
232.5±
231.5±
274±
273±
T1=±
0,3mm(新辊子)T1=+0,8/-0,5mm(有磨损的辊子)
表2.1.4:
其他检修项目
序号
检查项目
检查标准
检查结果
喷嘴测试
喷嘴位置正确、无堵塞
辊子旋转测试
辊子旋转灵活、无卡阻
轴承座
轴承座无损伤
润滑情况
所有干油分配器出油无堵塞
设备卫生
设备清洁无油污
2.弧形段技术要求
图1外弧对弧尺寸精度
图2内弧对弧尺寸精度
图3浇注厚度尺寸精度
弧形段编号:
弧形段下线时间:
表2.2.1:
外弧对弧尺寸(见图1)
公差(H)
辊子编号
+0,15
63,23
81,77
93,02
97,00
T=±
0.15mm(新辊子)T=+0.30/-0.15mm(磨损的辊子)
表2.2.2:
内弧对弧尺寸(见图2)
134,15
116,50
105,79
102,15
T=±
0.15mm(新辊子)T=+0.30/-0.15mm(磨损的辊子)
表2.2.3:
辊缝调节(见图3)
最小辊缝尺寸(160mm)
扇形段编号
辊缝
A±
T
B±
160.00
T=±
0.3mm(新辊子)T=+0.8/-0.5mm(磨损的辊子)
表2.2.4:
表2.2.5:
电器检修项目
扇形段辊缝离线校验记录
校验日期
校验人
离线检测数据(mm)
第1次
第2次
第3次
第4次
第5次
第6次
第7次
第8次
1#编码器
2#编码器
3#编码器
4#编码器
1.矫直段1技术要求
图1外框架辊列尺寸精度
*
图2内框架辊列尺寸精度
图3浇注断面尺寸精度
矫直段编号:
矫直段下线时间:
表2.3.1:
外弧对弧尺寸精度(见图1)
(Y)
公差(Y)
编号
64,97
91,71
107,33
112,00
106,08
90,18
65,20
0.15mm(用于新辊子)T=+0.30/-0.15mm(用于磨损辊子)
最小值为0.3mm(用于可调驱动辊)
表2.3.2:
内弧对弧尺寸(见图2)
Set(H)
104,93
79,25
64,33
60,18
65,92
81,39
105,55
最小值为0.3mm(用于可调驱动辊)
表2.3.3:
最小(校正)辊缝(160mm)
辊缝值
160
0.3mm(新辊子)T=+0.8/-0.5mm(有磨损的辊子)
表2.3.4:
其他检修项目:
表2.3.5:
2.矫直段2技术要求
扇形段组装和对中台CNN.CB.5114-M0000/ZAE001
扇形段内弧对中台CNN.CB.5115-M1000/ZAE001
表2.4.1:
外弧对弧尺寸精度(见图1)
97,51
107,52
111,95
108.91
103.77
97,46
表2.4.2:
73,29
63,93
59,95
63,00
67,91
74,00
0.15mm(用于新辊子)T=+0.30/-0.15mm(用于有磨损的辊子)
表2.4.3:
0.3m(新辊子)T=+0.8/-0.5mm(有磨损的辊子)
表2.4.4:
表2.4.5:
 升级会员
升级会员 