塑料成型工艺及模具设计课程设计指导书.docx
《塑料成型工艺及模具设计课程设计指导书.docx》由会员分享,可在线阅读,更多相关《塑料成型工艺及模具设计课程设计指导书.docx(10页珍藏版)》请在冰豆网上搜索。
塑料成型工艺及模具设计课程设计指导书
《塑料成型工艺及模具设计》
课程设计指导书
(一)塑料模具课程设计的目的
塑料模具课程设计是《塑料成型工艺与模具设计》课程中的最后一个实践性教学环节,也是一次对学生进行比较全面的塑料模具设计的训练,其目的是:
(1)通过模具课程设计,要求学生综合应用《塑料成型工艺与模具设计》及其他相关课程的大体知识来解决工程实际中的具体设计问题,以进一步巩固和深化所学课程的知识。
(2)通过模具课程设计,学生进行了一次较为完整的塑料模具设计的实际训练,使学生初步把握塑料模具设计的内容、步骤和大体方式,进一步提高学生的结构设计能力和独立工作能力,为毕业设计和尔后从事模具设计与制造工作奠定基础。
(3)通过模具课程设计,提高学生查阅技术资料和手册的能力,熟悉并正确应用有关的技术标准。
(4)通过模具课程设计,培育学生认真负责、踏实细致的工作作风和严谨的科学态度,强化学生的质量意识和时刻观念,使学生初步形成从业的大体素职。
(二)课程设计的任务
塑件形状:
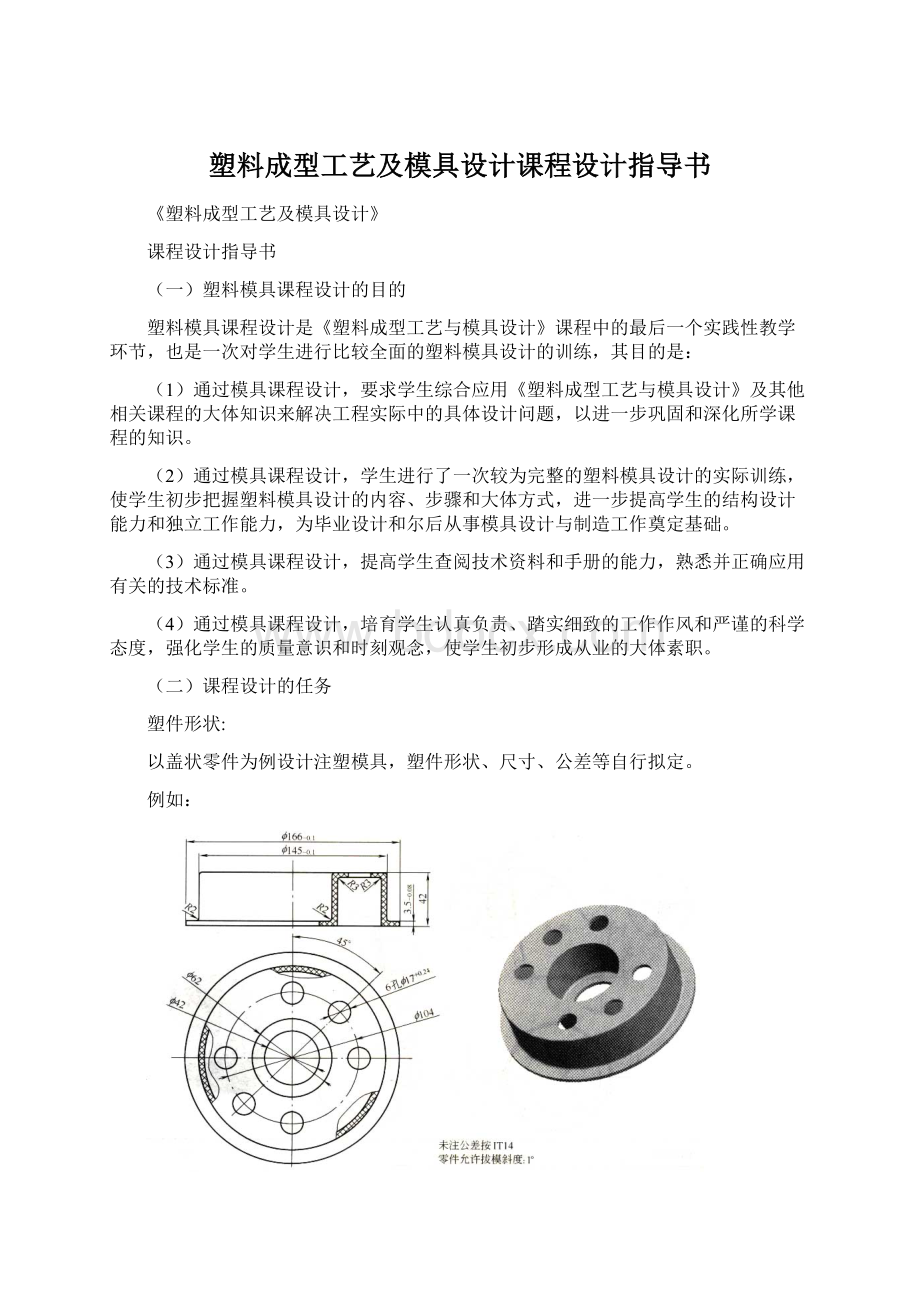
以盖状零件为例设计注塑模具,塑件形状、尺寸、公差等自行拟定。
例如:
塑件说明:
塑件材料为ABS。
采纳注射成型,进行大量量生产,以知足日常生活用品的需要。
技术要求:
一、壁厚均匀;二、塑件不许诺有裂纹和变形缺点;3、脱模斜度30'~1°;4、模具结构设计要求:
依照塑件大小设计成多型腔或单型腔模具。
课程设计任务要求:
要求在规定的时刻内完成如下任务:
(1)绘制塑料制件图一张(A4)(手工画图,或用运算机画图)
(2)绘制塑料注射模装配图一张(A2及以上,依照塑件尺寸自行选择,及以细节表达清楚为准)(必需手工画图)
(3)绘制模具零件工作图2~3张(手工画图,或用运算机画图)
(4)编写设计说明书一份(要求设计进程详细,图文并茂)
注意:
图纸的线形、标注、公差等严格依照机制画图标准执行。
(三)塑料注射模具设计步骤(仅供参考,可自行安排)
(1)塑件成型特性的分析
依照塑件图中标明的塑料品种,分析该塑料的利用性能及成型性能;查阅该塑料的比重、比容、收缩率及流动性等特性。
(2)塑件的结构工艺性分析
认真阅读塑件图,审核塑件的几何形状、尺寸公差品级、表面粗糙度、塑件壁厚及其他技术要求,必要时还需阅读该塑件所属的部件图(或组件图)和了解该塑件的利用条件、利用寿命、载荷特性及其数值等。
据此分析塑料注射成型工艺的可行性和经济性。
(3)明确生产批量
小批量生产时,为了降低本钱,模具尽可能简单,通常采纳单型腔;大量量生产时,应在保证塑件质量的前提下,尽可能采纳一模多腔或高速自动化生产,以缩短生产周期,提高生产率,因此对模具的推出机构、合模导向机构、塑件和浇注系统凝料的脱模和凸、凹模的结构提出了严格的要求。
(4)计算塑件的体积
计算塑件体积的目的是为了选择注射机和确信型腔数量,提高设备的利用率和生产率。
塑件体积的计算可用手工计算,即将塑件分成假设干个简单几何体,查阅有关计算公式进行计算;也能够运用有关软件,在绘制三维立体图后即自动生成体积数值。
(5)确信型腔数量
型腔数量的确信取决于塑件的生产批量、塑件的精度要求和注射机的生产能力。
当塑件的精度要求高、生产批量小时宜选用单型腔;生产批量大时在知足塑件质量的前提下,尽可能采纳多型腔。
当企业所拥有的注射机型号单一,即塑件只限制在某型号的注射机上成型加工时,应依照该注射机的最大注射量和锁模力来确信型腔数量。
(6)确信注射成型工艺
依照塑件图上标明的塑料品种,查阅相关资料确信注射成型工艺,包括如下内容:
1)注射机的类型(柱塞式或螺杆式)
2)螺杆转速
3)喷嘴形式和温度
4)料筒温度(前段、中段和后段)和模具温度
5)注射压力和保压压力
6)成型周期(包括注射时刻、保压时刻、冷却时刻)
(7)初选注射机
依照以上分析,初选注射机的型号及规格,查阅并记录如下技术参数:
1)最大注射量;
2)额定锁模力;
3)最大注射压力及注射速度;
4)模板尺寸及拉杆间距;
5)最大模具厚度及最小模具厚度;
6)模具的紧固方式、模板上的螺孔直径及散布;
7)开合模行程
8)脱模顶出行程、顶出杆的直径及位置
9)喷嘴头部孔径及球面半径
10)定位圈直径
2.分型面及浇注系统的确信
(1)分型面的确信
选择分型面应考虑如下问题:
1)是不是能确保塑件的成型质量;
2)是不是容易清除分型脸部位的毛刺及飞边;
3)是不是有利于排除模具型腔内的气体;
4)模具分型后塑件是不是留在动模。
(2)浇注系统的设计
浇注系统的设计的设计要求如下:
1)排气良好;
2)流程短;
3)避免小型芯变形;
4)压力损失和热量损失少;
5)塑件的修整方便;
6)避免塑件变形;
7)尽可能减少浇注系统的容积
设计浇注系统时,应选择适合的浇口类型、数量及位置,并加以论证。
用平面图或立体图把构思表达出来。
浇注系统各组成部份的零件应尽可能选用标准件。
(1)型腔的布局
由于注射机的料筒通常位于定模板的中心线上,由此决定了单型腔模具的型腔位置必然处于定模板的中心线上。
而关于一模多腔的模具,其型腔的散布也尽可能与模具的中心线对称,并知足以下条件:
1)各型腔在浇注时应确保均衡进料和同时充满型腔;
2)尽可能缩短到各型腔的流程,以降低废料率;各型腔之间应有足够的空间设置冷却水道、顶出杆等结构和零件。
(2)成型零件的结构及其固定方式
成型零件的结构应便于加工,尽可能采纳镶拼结构,以降低制造难度和节约珍贵的模具材料。
应合理地确信镶块的分割位置及固定方式。
关于有嵌件的塑件还需考虑嵌件的安装和定位方式。
(3)推出机构的确信
开模时应尽可能使塑件留在动模一侧,如此可使推出机构简单、靠得住,模具结构也较为简单;推出元件的布局应合理,确保推力散布均匀;塑件脱模时应不变形,不损伤塑件的外观质量;推出机构的推出和复位应靠得住且运动灵活,制造及配换方便容易。
(4)抽芯机构的确信
抽芯机构的设计必需确保抽芯及复位动作灵活、运动轨迹操纵合理、平安靠得住、便于制造和维修。
如采纳斜导柱抽芯机构,那么必需幸免侧滑块与推杆的干与现象,必要时可设计先复位机构。
(5)冷却系统的设计论证
从塑料的成型特性动身,认真分析模具是不是需要设计冷却系统。
假设设计冷却系统,就必需考虑冷却水道的数量、布局及加工等问题。
在选用标准模架时要适被选择尺寸大一点的模架,确保冷却水道不与其他模具零件干与。
4.要紧零部件的设计计算
(1)成型零件的尺寸计算
在计算成型零件的尺寸时应注意:
1)为使塑件成型后脱模方便,沿脱模方向应设计脱模斜度。
一样情形下,脱模斜度不包括在尺寸公差范围内,其中外形以大端尺寸符合图纸尺寸公差为要求,斜度取向小端方向;内形那么以小端尺寸符合图纸尺寸公差为要求,斜度取向大端方向。
2)分析塑件图中未注公差的尺寸中那些应按正误差标注,那些应按负误差标注,那些应按正负误差标注。
关于收缩范围较大的塑料,采纳平均收缩率计算成型尺寸时,是不是会使塑件尺寸超差需进行一次验算,其验算公式为:
(Δ-)>L
(2)模具概略尺寸的确信
依照模具强度和刚度的计算公式,求出型腔的壁厚,也可直接采纳体会数据法或查阅设计手册等方式确信模具的概略尺寸,再据此选用标准模架。
但应注意以下要点:
1)关于单型腔模具,其型腔壁厚确信后,再加上型腔尺寸即为凹模的长度和宽度或直径。
2)关于多型腔模具,应依照型腔和浇注系统的布局及尺寸、相邻型腔间的壁厚等因素决定型腔板的周界尺寸。
3)关于具有抽芯机构的模具,型腔板的周界尺寸应适当放大。
4)绘制模具结构草图,在图上简要标注已确信的尺寸,以供选用模架和正式画图时利用。
5)选用标准模架时,应依照模具结构草图先选用相应的模体结构,再依照型腔数量、塑件尺寸、投影面积及推出塑件的要求确信适合的模体尺寸。
周界尺寸一经确信,应审核该模具可否安装在已选定的注射机上。
(3)抽芯机构的设计
(4)推出机构的设计
推出机构的设计第一应保证塑件在推出时不变形,因此就应当正确计算推出力的大小和位置。
而且应注意如下几点:
1)推出力的散布应尽可能靠近型芯;推力面应尽可能大,以减小单位面积上的压力,使塑件不致变形。
2)推出力应作用在塑件能经受作使劲最大的地址,尽可能幸免推出力作用在塑件的薄壁上。
3)尽可能不损伤塑件的外观,推杆尽可能设置在塑件的加工面上或内侧面。
4)为了制造和维修方便,应尽可能采纳标准件,如标准圆形推杆等。
5)合理确信塑件的推出距离。
关于大型、深腔壳体的硬塑件,推出后不能让其自由落下以避免摔坏,因此这种塑件的推出距离是型芯最大凸出高度的左右;关于小型塑件或软塑件,为了能持续注射,其顶出距离应略大于型芯的最大凸出高度。
(5)成型设备的校核计算
模具的整体结构草图完成后,还需对初选的成型设备进行校核计算,其内容有:
1)注射机的注射压力校核
2)注射量的校核
3)锁模力的校核
4)开合模行程的校核
5)顶出距离的校核
6)安装尺寸的校核
通过以上校核就可知选用的成型设备是不是适合。
关于某些项目经校核后确认不适合的,应重选成型设备或调整结构草图中的某些相关尺寸。
(1)作图比例和图面布置
1)画图尺寸尽可能选用1:
1。
也能够依照图纸大小(不能小于A2)选择适合的比例,以细节表达清楚为准。
2)模具图一样采纳主视图和俯视图两个视图,主视图采纳剖视法,俯视图画拆去定模部份后的实际投影。
如两个视图还无法表达清楚,那么可增加其他视图(局部视图、剖视图、剖面图等)。
3)塑件图布置在装配图的右上角,并注明塑件名称、塑料牌号等要素,标注尺寸公差、、形位公差和表面粗糙度。
塑件图尺寸较大或形状较为复杂时,可单独画塑件图。
4)装配图上需标注模具的外形尺寸(长×宽×高)、配合尺寸、安装尺寸、闭模高度及其他重要尺寸,其余的次要尺寸一样不标。
5)总装图上零件序号的标注应不漏标、不重标;引线不交叉;零件序号一样按顺时钟方向顺序排列;字体严格利用仿宋体,字间距均匀、对齐。
(2)题目栏及明细表
题目栏内容应按统一要求填写,设计者必需在相应的位置签名。
编制明细表必需包括零件序号、零件图号、零件名称与规格、材料及热处置等要求。
零件序号应自下而上进行排列;材料应注明牌号并应尽可能减少材料的种类;标准件应注明标准号、名称和规格;非标准件应编写图号;零件名称栏中的文字应首尾两字对齐、字的间距均匀、字体大小一致。
(1)视图和比例尺的选择
零件图比例尺多数采纳1:
1。
小尺寸或尺寸较多的零件那么需放大比例绘制。
视图的选择可参考以下建议:
1)轴类零件通常只需一个视图,按加工位置布置较好。
2)板类零件通常需要主视图和俯视图两个视图,一样按装配位置布置较好。
3)镶拼组合成型零件应先画组件图,再画零件图,以便于尺寸及公差的标注,视图可按装配位置布置。
(2)尺寸标注的大体标准
尺寸标注要做到既很多标、漏标,又不多标、重标,同时还应使图面尺寸的布置清楚、美观。
1)正确选择基准面
尽可能使设计基准、加工基准、测量基准一致,幸免工艺尺寸的换算。
成型零件的尺寸标注基准应与塑件图中相应的基准一致。
2)尺寸布置合理
大部份尺寸最好集中标注在最能反映零件特点的视图上。
如关于板类零件而言,主视图上应集中标注厚向尺寸,而平面内各尺寸那么应集中标注在俯视图上。
3)脱模斜度的标注
脱模斜度有三种标注方式:
其一是大、小端尺寸均标出;其二是标出一端尺寸,再标注角度;其三是在技术要求中注明。
4)有精度的位置尺寸
需与轴类零件配合的各通孔中心距、多型腔模具的型腔间距等,其位置尺寸如有精度要求,那么中心距尺寸应标注公差。
5)螺纹尺寸及齿轮尺寸
关于螺纹成型件和齿轮成型件,还需在零件图上列出要紧几何参数及其公差。
(3)表面粗糙度及形位公差
1)各个表面的粗糙度均应
 升级会员
升级会员 