钢结构屋面施工方案.docx
《钢结构屋面施工方案.docx》由会员分享,可在线阅读,更多相关《钢结构屋面施工方案.docx(19页珍藏版)》请在冰豆网上搜索。
钢结构屋面施工方案
房屋面工程
2014年7月
3、^施^工^方^案
3.1.流程图
(1)钢结构制作工艺流程图
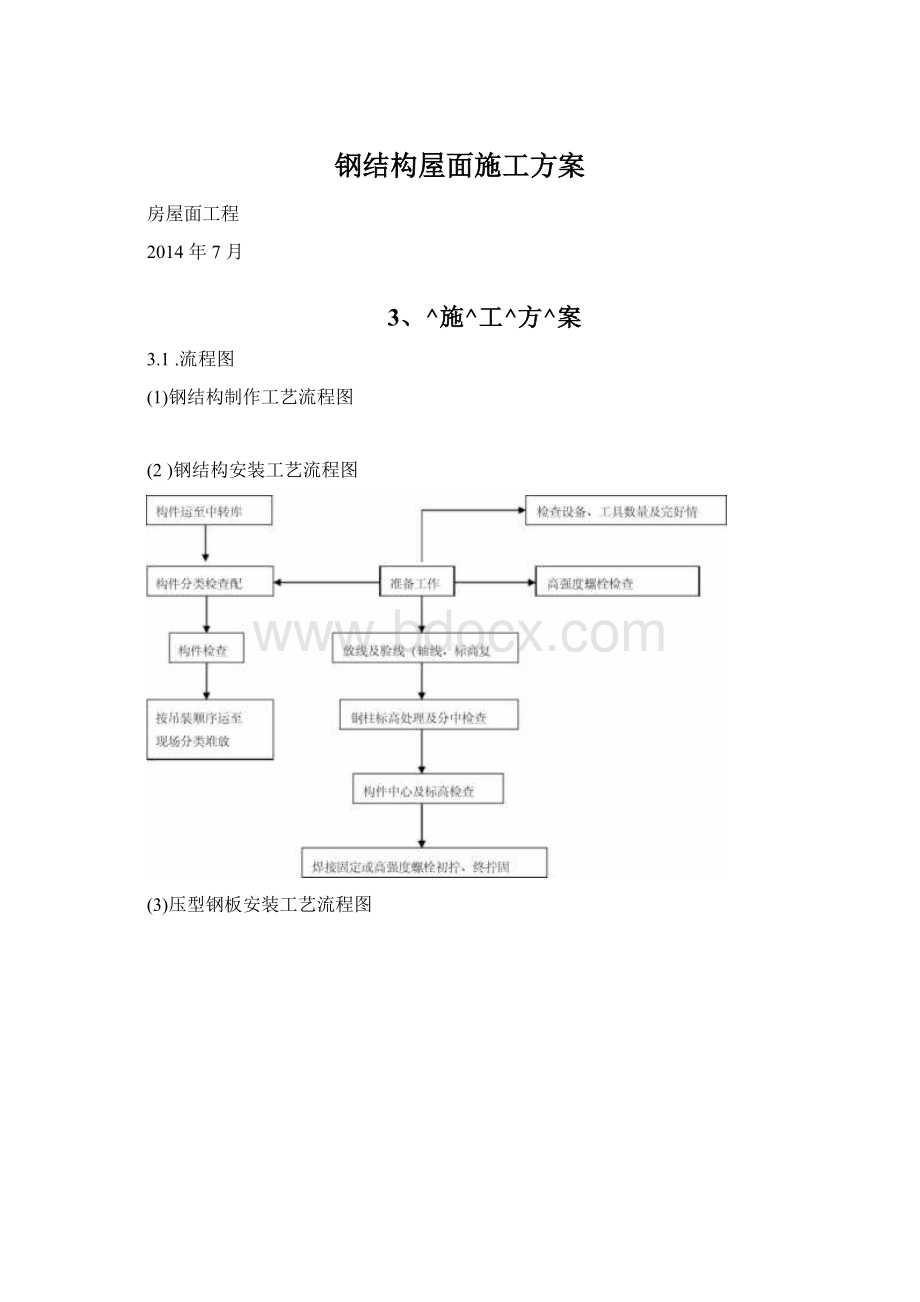
(2)钢结构安装工艺流程图
(3)压型钢板安装工艺流程图
3.2.施工准备
1)技术准备
审查设计文件是否齐全合理,符合国家标准。
根据设计文件进行构件详图设计,以便于加工制作和安装。
并编制材料采购计划。
钢结构的加工工艺确定。
2)材料的采购、存放
本工程钢结构主材和附材全部米用Q235号钢制作,钢材米购的数量和品种应和订货合同相符,钢材的出厂质量证明书数据必须和钢材打印的记号一致。
钢构件应按种类、型号、安装顺序分区存放。
底层垫枕应有足够支承面,相同型号的钢构件叠放时,各层构件的支点应在同一垂直线上,并应防止构件被压坏和变形。
焊接材料和螺栓涂料应建立专门仓库,库内应干燥、通风良好。
3)材料的验收
钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证明书,必须符合设计要求和现行标准的规定。
钢材表面不许有结疤、裂纹、折叠和分层等缺陷;钢材端边或断口处不应有分层、夹渣。
有上述缺陷的应另行堆放,以便研究处理。
钢材表面的锈蚀深度,不超过其厚度负偏差值的1/2;并应符合国家标准规定的C级及以上。
严禁使用药皮脱落或焊芯生锈的焊条、受潮结块或已熔烧过的焊剂以及生锈的焊丝。
钢结构工程的材料代用。
由于个别钢材的品种、规格、性能等不能满足设计要求需要进行材料代用时,应经设计单位同意并答署代用文件,一般是以高强度材料代替低强度材料,以厚代薄。
高强度螺栓连接副应进行扭矩系数复验。
3.3.钢结构构件制作、组装、检验
(1)放样、号料
熟悉施工图,并认真阅读技术要求及设计说明,并逐个核对图纸之间的尺寸和方向等。
直接在板料和型钢上号料是,应检查号料尺寸是否正确。
准备好做样板、样杆的材料,一般可米用薄钢板和小扁钢。
号料前必须了解原材料的材质及规格,检查原材料的质量。
不同规格、不同材质的零件应分布号料。
并根据先大后小的原则依次号料。
钢材如有较大的弯曲、凹凸不平时,应先进行矫正。
尽量使相等宽度和长度的零件一起号料,需要拼接的同一种构件必须一起号料。
钢板长度不够需要焊接拼接时,在接缝处必须注意焊缝的大小及形状,在焊接和矫正再划线。
样板、样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作线、弯曲线等各种加工符号。
放样和号料应预留收缩量及切割、铳刨需要的加工余量,尽可能节约材料。
主要受力构件和需要弯曲的构件,在号料时应按照工艺规定的方向取料,弯曲的外侧不应有样冲点和伤痕缺陷。
本次号料的剩余材料应进行余料标识,包括余料编号、规格、材质等,以便于再次使用。
(2)切割
钢材下料常用的有氧割、机械切割(剪切、锯切、砂轮切割)等方法。
氧割的工艺要求:
气割前,应去除钢材表面的油污、浮锈和其他杂物,并在下面留一定的空间。
大型工件的切割,应先从短边开始。
在钢板上切割不同形状的工件时,应靠边靠角,合理布置,先割大件,后割小件;先割较复杂的,后割简单的;窄长条形板的切割,采用两长边同时切割的方法,以防止产生旁弯。
机械切割的允许偏差气割的允许偏差
项目
允许偏差
项目
允许偏差
零件宽度、长度
±3.0mm
零件宽度、长度
±3.0mm
边缘缺棱
1.0mm
切割面平面度
0.05t,但不大于2.0
mm
型钢端部垂直度
2.0mm
割纹深度
0.3mm
局部缺口深度
1.0mm
(3)矫正和成型
碳素结构钢在环境温度低于-16C、低合金结构钢在环境温度低于-12C时,
不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应超过900C。
低合金结构钢在加热矫正后应自然冷却。
当零件采用热加工成型时,加热温度应控制在900〜1000C;碳素结构钢和低
合金结构钢分别下降到700〜800C之前,应结束加工。
矫正后的钢材表面,不应有明显的凹面或损伤、划痕深度不得大于0.5mm,且
不应大于该钢材厚度负允许偏差的1/2。
(4)边缘加工和端部加工
气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm
焊接坡口加工宜采用自动切割、半自动切割、坡口机、刨边等方法进行。
边缘加工一般采用刨、铳等方式加工。
边缘加工应注意加工面的垂直度和表面粗糙度。
机械切割的允许偏差
项目
允许偏差
零件宽度、长度
±3.0mm
加工边直线度
L/3000,但不大于2.0m
相邻两边夹角
±6'
加工面垂直度
0.025t,但不大于0.5m
加工面粗糙度
50
(5)制孔
制孔通常采用钻孔和冲孔方法:
钻孔是钢结构制造中普遍采用的方法,能用于几乎任何规格的钢板、型钢的孔加工;冲孔一般只用于较薄钢板和非圆孔加工。
而且要求孔径一般不小于钢材的厚度。
当螺栓孔的偏差超过允许值时,允许先采用与钢材材质相配备的焊条进行补焊孔洞后,重新制孔,但严禁采用钢块填塞方法处理。
(6)构件组装一般规定
组装平台、模架等应平整牢固,以保证构件的组装精度。
必须依据图纸、工艺和质量标准,并结合构件特点,提出相应的组装措施。
应考虑焊接的可能性,焊接变形为最小,且便于矫正,以确定采取一次组装或多次组装,即先组装、焊接成若干个部件,并分别矫正焊接变形,再组装成构件。
应考虑焊接收缩余量、焊后加工余量。
对所有加工的零部件应检查其规格、尺寸、数量是否符合要求,所有零、部件应矫正,连接接触面及沿焊缝边缘30〜50m范围内的铁锈、毛刺、油污、冰雪应清干净。
组装出首批构件后,应经质检部全面检查确认合格后,方可继续组装。
凡需拼接接料时,为减少焊接内应力,便于变形后的矫正,应先拼接、焊接、经检验、矫正合格后,再进行组装。
应根据结构形式、焊接方法、焊接顺序等因素,确定合理的组装顺序,一般宜先主要零件,后次要零件,先中间后两端,先横向后纵向,先内部后外部,以减少变形。
当采用夹具组装时,拆除夹具时,不得用锤击落,应用气割切除,才不至于损伤母材,对残留的焊疤、熔渣应修磨干净。
钢板拼接宽度不宜小于300mm长度不宜小于600mm型钢拼接长度不宜小于2倍截面长边或直径,且不小于600mm所有拼接焊缝均为全熔透对拼焊缝,100%超声波探伤检验合格;厚度W8mm可用其他方法(X射线或钻孔等)检查。
(8)组装方法
地样法用1:
1的比例在装配平台上放出构件实样,然后根据零件在实样
上的位置,分别组装起来成为构件。
此装配方法适用于桁架、构架等小批量结构组装。
仿形复制装配法先用地样法组装成单面(片)的结构,然后点焊牢固,
将其翻身,作为复制胎模,在其上面装配另一单面的结构,往返两次组装。
此装配方法适用横断面互为对称的桁架结构组装。
立装根据构件的特点和零件的稳定位置,选择自上而下或自下而上的装
配。
此法适用放置平稳、高度不大的结构或者大直径的园筒。
卧装将构件卧置进行的装配。
适合于断面不大,但长度较长的细长构件。
胎模装配法将构件的零件用胎模定位在其装配位置上的组装方法。
此装配方法适用于批量大、精度高的产品。
(9)钢构件组装工艺流程
焊接H型钢加工工艺流程
(1)钢构件制作组装检验
钢材、钢铸件的品种、性能应符合现行国家产品标准和设计要求。
进口钢材
产品的质量应符合设计的合同规定标准的要求。
检查数量:
全数检查检查方法:
检查质量合格证明文件,中文标志及检验报告。
钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mr的缺棱。
检查数量:
全数检查。
检查方法:
观察或用放大镜及百分尺检查,有疑义时作渗透、磁粉或超声波探伤检查。
气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2mnrn。
检查数量:
全数检查。
检查方法:
检查工艺报告和施工记录。
钢结构外形尺寸主控项目的允许偏差应符合(GB50205-2001)附表的规定
检查数量:
全数检查。
检查方法:
用钢尺检查。
3.4.压型金属板安装、检验
(1)施工准备
压型钢板安装应在钢结构安装、焊接、防腐、防火完毕验收合格并办理有关隐蔽手续后进行,最好是整体施工。
压型钢板的几何尺寸、重量及允许偏差应符合《建筑用压型钢板》
(GB/T12755)的要求。
有关材质复验和有关试验鉴定已经完成。
高空施工的安全走道应按施工组织设计的要求搭设完毕。
施工用电的连接应符合安全用电的有关要求。
压型钢板施工前,应根据施工图的要求,选定符合设计规定的材料,板型报设计审批确认。
根据已确认板型的有关技术参数绘制压型钢板排板图。
(2)施工工艺
压型钢板在装、卸、安装中严禁用钢丝绳捆绑直接起吊,运输及堆放时有足够支点,以防变形。
铺设前对弯曲变形者应矫正好,钢柱、屋架顶面要保持清洁,严防潮湿及涂刷油漆未干。
压型钢板的切割应用冷作、空气等离子弧的方法切割,严禁用氧气切割。
大孔洞四周应补强。
压型钢板应按施工要求分区、分片吊装到施工楼层并放置稳妥,及时安装,不宜在高空过夜,必须过夜的应临时固定。
压型钢板按图纸放线安装、调直、压实并用自攻螺钉固定。
压型钢板之间,压型钢板与龙骨(屋面檩条、墙檩、平台梁等)之间,均需要连接件固定,常用的连接方式有以下几种:
自攻螺钉连接;拉铆钉连接、扣件连接、咬合连接、栓钉连接。
不管采用何种连接型式,连接件的数量与间距应符合设计
要求。
压型钢板是一种柔性构件,其搭接端必须支撑在龙骨上,同时保证有一定的搭接长度。
纵向搭接部位一般会出现不同的缝隙,此缝隙会随搭接长度的增加而加大,尤其在屋面上,搭接越长并不意味着防雨水的渗漏就越好。
在压型钢板安装时,搭接部位和搭接长度均应按设计要求施工,且应满足规范中规定的最小值。
对组合楼板的压型钢板,施工和验收的重点是端部支撑长度和锚固连接的要求。
压型钢板的安装除了保证安全可靠外,防水和密封问题事关建筑物的使用功能和寿命,应注意以下几点:
屋面自攻螺钉、拉铆钉一般要求设在波蜂上;墙板一般要求设在波谷上,自攻螺钉配备的密封橡胶盖垫必须齐全,且外露部分可使用防水垫圈和防锈螺盖。
外露拉铆钉必须采用防水型,外露钉头涂密封膏。
屋脊板、封檐板、包角板及泛水板等配件之间的搭接宜背主导风向,搭接部位接触面宜采用密封胶密封,连接拉铆钉尽可能避开屋面板波谷。
夹芯板、保温板之间的搭接或插接部位应设置密封条,密封条应通长,一般采用软质泡沫聚氨脂密封胶条。
在压型钢板的两端,应设置与板型一致的泡沫堵头进行端部密封,一般采用软质泡沫聚氨脂制品,用不干胶粘贴。
安装完毕,应及时清扫施工垃圾,剪切下的边角料应收集到地面上集中堆放。
应减少在压型钢板上的人员走动,严禁在压型钢板上堆放重物。
(3)压型钢板安装检验
压型钢板的品种、规格、性能和质量等,应符合设计要求,并应经过具有资质的检测机构检测符合现行国家有关标准的规定。
检查数量:
全数检查。
检查方法:
检查产品的质量合格证明文件,中文标志及检验报告。
压型钢板安装应平整、顺直,板面不应有施工残留物和污物,不应有未经处理的错钻孔洞。
检查数量:
按面积抽查10%且不少于10tfo
检查方法:
观察检查。
4、施工机具和人员配置
4.1主要施工机具
拟配备本工程的主要工机具表
序
号
设备名称
型号规格
数
量
国别产
地
制造年
份
额定功率
(K
W)
生产能力
用于施工部
位
1
数控火焰
切割机
MG—4000
2
江苏
2011
输入电源
220
V/3
80V
0~21米/分
钟
零件的切割
2
 升级会员
升级会员 