KOMAX机器操作者培训指导书Word下载.docx
《KOMAX机器操作者培训指导书Word下载.docx》由会员分享,可在线阅读,更多相关《KOMAX机器操作者培训指导书Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
爲:
:
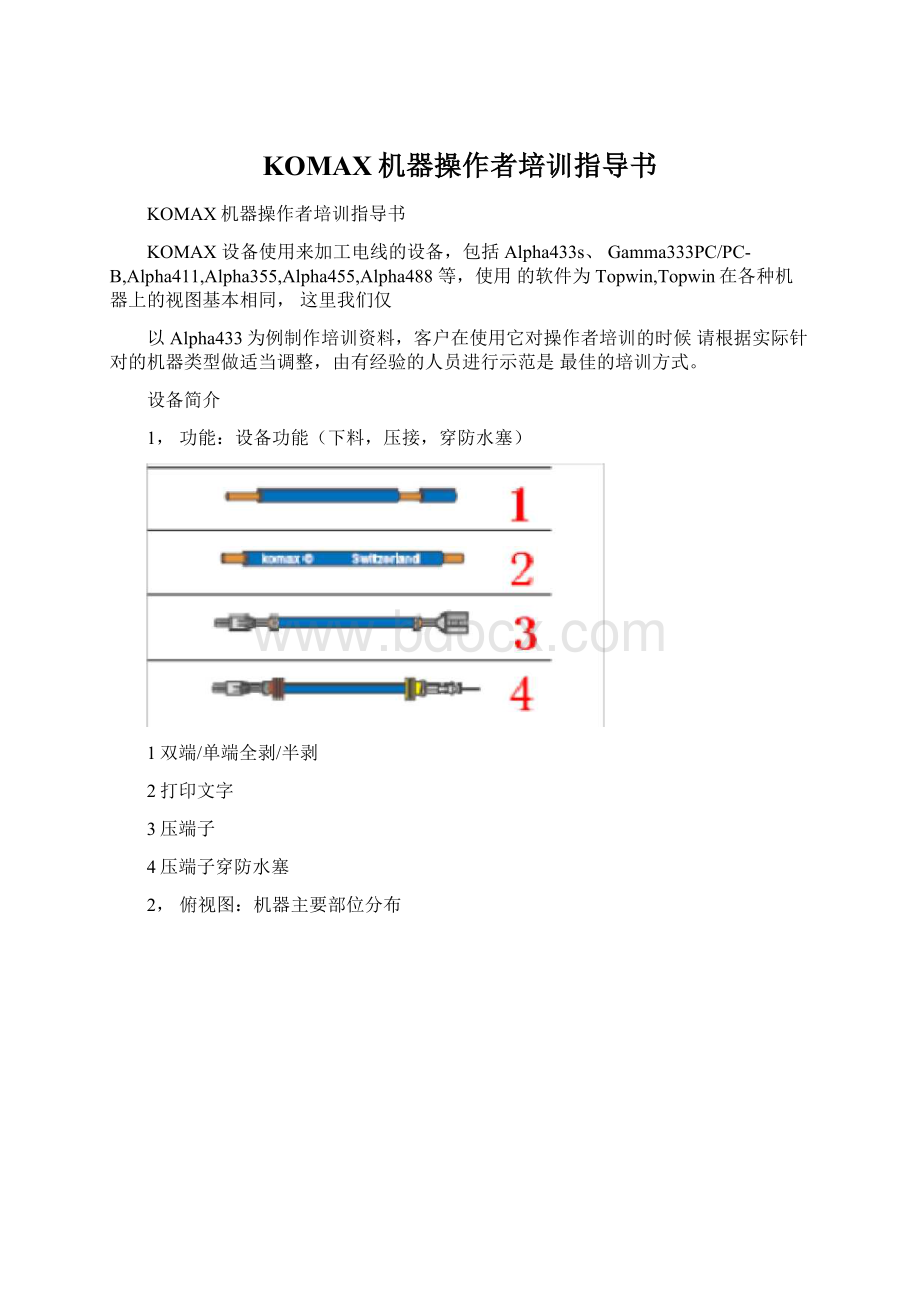
设置工艺参数,(见软件详解)
c)样品界面:
加工样品取样,(见软件详解)
d)生产界面M:
用于自动生产,(见软件详解)
e)错误统计X:
显示错误信息,操作者用不到
二,软件详解
D«
=>
a
nq
a)工艺界面皿■•总体视图:
在工艺界面中,我们可以根据工艺卡的规定的导线规格、长度、剥头长度、端子和雨塞
等建立待加工产品或者选择以前建立的工艺进行加工。
匸komaxTapWlr
ailpha433SB回田
工哲靱
的jil們團副alslilil121斤
.U.
\L)
对应上图中所标数字部位的说明:
1:
后端剥皮长度,鼠标左键点击数字可更改,单位是毫米
2:
加工长度,鼠标左键点击数字可更改,单位毫米
3:
前端剥皮长度,鼠标左键点击数字可更改,单位毫米
4:
进线驱动部位,鼠标左键点击可进入导线选择和编辑界面
5:
端子压接机,鼠标左键点击可进入端子选择和编辑界面
6:
雨塞加工设备,鼠标左键点击可进入雨塞选择和编辑界面
7:
背景黄色并显示电源可打开,此时可按下给电按钮
i.选择或添加导线(名称,线径,颜色):
驱动部位
第一步:
鼠标点率
I癖龍
ini0
第二步:
(鼠标点击上图所示后弹出下面窗口)
第三步:
(在第二步中选择建立/复制后弹出下面界面)
第四步:
输入导线规格颜色
1这里输入导线截面积,比如0.5平方毫米
2这里输入导线芯线直径,一般使用默认值即可
3这里输入绝缘皮直径,一般使用默认值即可
4这里用来设置线的颜色,可设多色线
5点此按钮将正在编辑的线加载为要加工的线
ii.选择或添加端子(名称,尺寸,外观):
压接机
第一步:
鼠标左键点压接机位置(类似于添加线)
选择你需要的端子,如果没有选择“建立/复制”第三步:
输入端子序号(类似于添加线)第四步:
输入端子数据,如下图
1鼠标点这里可进入速度设置界面,可使用默认选项
2鼠标点这里进入CFA设置界面,操作者禁用
3这里输入端子长度,参考⑥位置所示
4这里输入该端子需要的剥头长度,工艺卡上有规定
5端子样式,都是开式端子垂直地,不需要更改
6端子图象,可以看到端子长度剥头长度测量位置
iii.选择或添加雨塞(名称,尺寸,颜色):
雨塞
雨塞的选择和建立复制过程等同与端子,不再复述
iv.工艺的保存和调出
如上图所示,当工艺编辑完成并做过短试样确定尺寸合格后,可以使用工艺菜单保存,下次再生产同样工艺时可直接使用“开”选项调出使用,避免了重复编辑过程,
节省了时间。
1微调界面,可对端子、雨塞和剥头长度进行+/-1.0毫米微调
2CFA压接监测,通过为绿色,否则为红色,旁边数字为允许误差
3样品数量
4短试样长度
5双三角符号表示未取样压接,红色符号表示线长未确认,可在微调界面确认
6样品按钮,点击后加工样品数量中指定数量的样品
7短试样按钮,点击后加工样品数量中指定数量的短样品
8只用于导线按钮,不做压接和雨塞及剥头,只加工指定长度的导线
9取样按钮,让压接机CFA取样
力旧I甲|制母|二團賈氐a!
|T
I=z2
-150mm-
fe—
5.0H
—
1■
nuit.a
制100[]
匸korrwirTopVfln
HB433-S■回曰
上苕丄且瑶戲
样品界面2
1在这里输入实际测量的线长,即可实现长度校准
2线的截面积参数,可适当根据实际情况修改
3取样的数量,最少为3根
c)生产界面亡I
生产界面就是用来实际进行生产的界面,这里会需要输入生产的数量,批数量等,同时
显示生产进度
1
这里输入所需的生产数量
2这里输入每单批数量
3如果操作者发现而机器未发现做坏的线,在这里增加需要重新生产的数量
4生产计数清零
5这里显示机器每小时可生产数量
6这里显示收线槽中坏线数量
7点击此按钮开始生产
8单步进行加工,一般是为了对零位或观察生产状态
9启动送线驱动部分,按送线按钮(在进线驱动部位)进线
10点此按钮倾倒收线槽
三,压接机和雨塞机的使用(以
MCI711和MCI761为例)
右侧图示为OMI的样式
1显示屏
2旋转盘,可转换选项或更改数字
3确认按钮,进入下级菜单或确认输入
4
返回按钮,返回上级菜单或取消操作
MCI711中,操作者需要用到:
1,singlecycle(单动作)
2,slowmotion(慢动作)
MCI761中,操作者需要用到:
1,singlestep(单步动作)
2,singlecycle(单循环)
注:
请维修人员现场示范上述几种功能的用法
四,范例
下面给出一个范例:
(最好是由维修人员或老操作者示范一遍,新人再做一遍)
要求:
线径:
1.5平方毫米
线色:
黑色
线长:
200毫米
前端(一区)穿防水塞S5
前端(一区)压端子T5,端子长度为20,剥头长度4.5毫米
后端(二区)剥皮5.0毫米,半剥
要求生产100根,每捆20根
工艺要求保存为"
testart”
步骤:
1.准备物料:
线、端子、防水塞、模具、雨塞工装、合适的导管导嘴
2.打开机器主电源,输入用户名和密码,TOPWIN自动运行,屏幕右下角出现黄
色背景提示“电源可打开”后,按一下给电按钮,出现“重设”按钮后鼠标左
键点击“重设”,此时机器会有动作,注意安全
3.安装:
上线、上模具、上雨塞工装(这里必须维修人员示范并反复练习)
4.在工艺界面选择工艺—新工艺
5.选择导线或复制/建立新导线,规格是1.5平方毫米,黑色,然后载入
6.修改线长为200毫米,后端剥皮长度5.0毫米,半剥
7.鼠标点击一区压接机,选择或复制/建立端子T5,载入
8.将鼠标放在压接机位置,看到有端子图形显示后按住左键拖动到线前端位置
9.鼠标左键点击一区雨塞机,选择或复制/建立雨塞S5,载入
10.将鼠标放在雨塞机位置,出现雨塞图形后按住左键拖动到线前端位置
11.选择“设置单步级”—整付刀片—移到加工位—定位(对端子雨塞定位)—继续
12.做短试样,检查雨塞位置和端子压接情况,好坏的区分标准请咨询质量检查人员。
如果位置不好,请进入样品主界面中的微调界面调整。
13.核对线长,如果不合格请到微调界面输入实际测量的线长
14.保存工艺为testart
15.进入生产界面,输入总件数100件,批数20
16.开始生产
五,确认新操作者已经掌握后,填写培训记录
 升级会员
升级会员 