欧陆590在冷轧机中的应用.docx
《欧陆590在冷轧机中的应用.docx》由会员分享,可在线阅读,更多相关《欧陆590在冷轧机中的应用.docx(12页珍藏版)》请在冰豆网上搜索。
欧陆590在冷轧机中的应用
欧陆590在冷轧机中的应用
冷轧机在带钢轧钢行业中应用得非常多,目前主流用的是直流电机与直流调速器来控制,及PLC作一些外部控制和运算,在一些更为先进的控制中用上了厚控系统,比如AGC厚控系统等。
在此介绍一种在四棍可逆轧机中以欧陆590为调速器的最其本的控制方法。
下面介绍500mm的四棍可逆冷轧机。
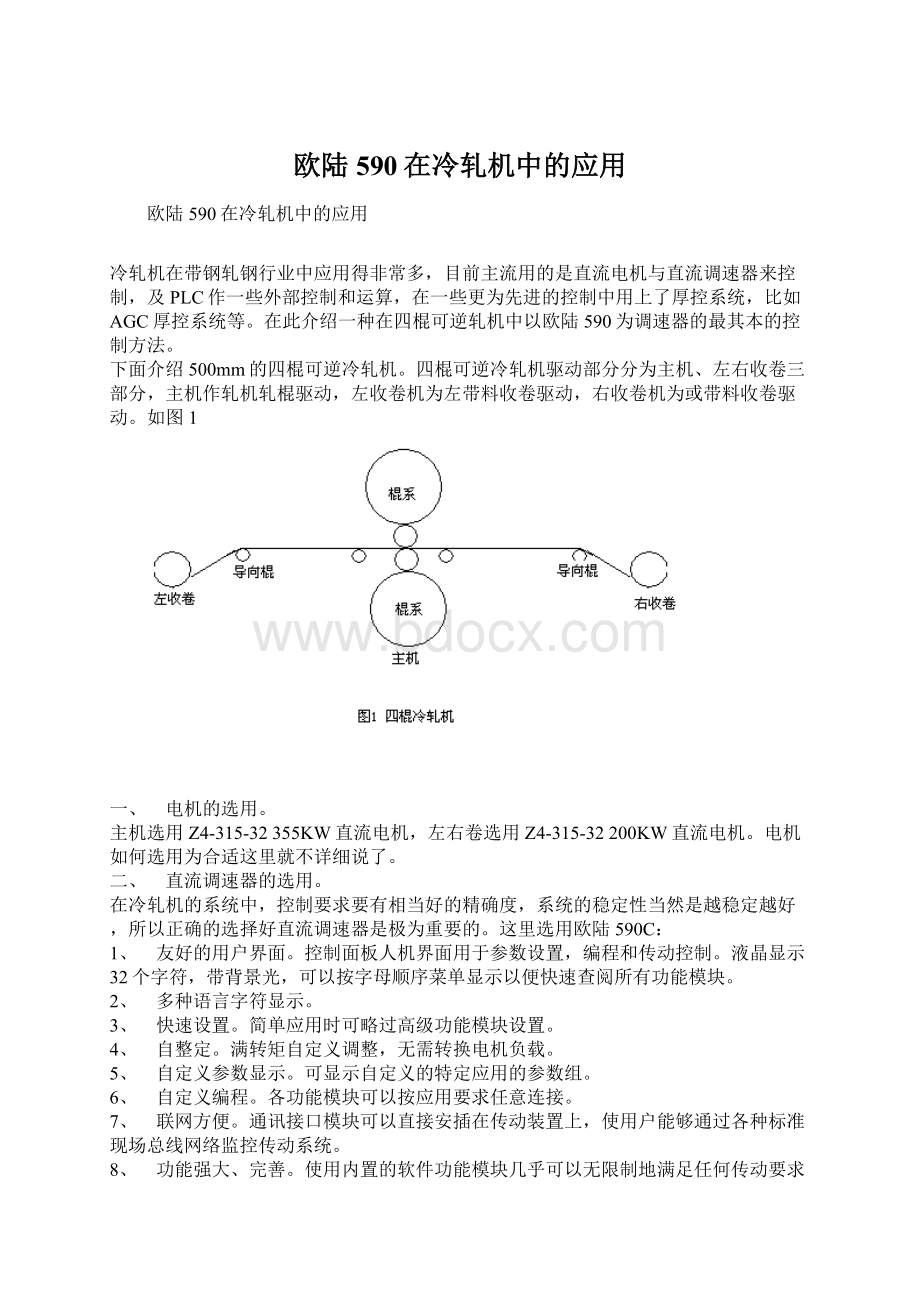
四棍可逆冷轧机驱动部分分为主机、左右收卷三部分,主机作轧机轧棍驱动,左收卷机为左带料收卷驱动,右收卷机为或带料收卷驱动。
如图1
一、 电机的选用。
主机选用Z4-315-32 355KW直流电机,左右卷选用Z4-315-32 200KW直流电机。
电机如何选用为合适这里就不详细说了。
二、 直流调速器的选用。
在冷轧机的系统中,控制要求要有相当好的精确度,系统的稳定性当然是越稳定越好,所以正确的选择好直流调速器是极为重要的。
这里选用欧陆590C:
1、 友好的用户界面。
控制面板人机界面用于参数设置,编程和传动控制。
液晶显示32个字符,带背景光,可以按字母顺序菜单显示以便快速查阅所有功能模块。
2、 多种语言字符显示。
3、 快速设置。
简单应用时可略过高级功能模块设置。
4、 自整定。
满转矩自定义调整,无需转换电机负载。
5、 自定义参数显示。
可显示自定义的特定应用的参数组。
6、 自定义编程。
各功能模块可以按应用要求任意连接。
7、 联网方便。
通讯接口模块可以直接安插在传动装置上,使用户能够通过各种标准现场总线网络监控传动系统。
8、 功能强大、完善。
使用内置的软件功能模块几乎可以无限制地满足任何传动要求。
所有的功能模块都可以内部连接用来实现某种特定的功能。
三、 其他选型。
电扩器选用,SLK系列三相电扩器,主机用5V-800A,左右卷取用5V-600A。
反馈用通用的110V 2000R/min。
四、 分析控制方案
轧机的工作过程为:
由主机牵引带钢从工作中穿过,通过下压电机或液压系统对棍系产生矩大压力,从而使带钢产生变形,使出口的带钢变薄,左右收放卷为产生足够的延伸应力。
轧机的速度稳定性要求较高,由主机来带动左右卷取机的运行,主机运行在精确的速度控制方式下,左右卷取则工作在恒转矩方式下。
主机的速度控制主要做到精确的速度闭环控制就可以,本例中用110V 2000R/min的测速电机其本上能达到要求精度。
左右卷取主要求的是稳定的张力控制,张力的控制本例不使用张力仪,用间接运算。
张力的控制实质就是电机的转矩控制,即电流控制。
在间接的张力控制中,为保证张力控制的准确性,要充分考虑卷取机在加减速过程中转动惯量以及机械本身固有的摩擦力对转矩的影响。
所以,要有加减速和摩擦转矩补偿环节。
要达到精确的张力控制,就要有两个重要的变量,线速度及卷径。
在590功能块在有一个完善的卷径运算器,及张力动态补偿运算器。
五、 主机控制原理图
1、主机控制原理图。
图3 主机590原理图
主机使用了按钮加减速,两地控制。
使用测速电机作为反馈源,有电机过热保护功能,有机械润滑保护功能,有断带系统急停功能,有590故障指示。
如图3、4
B8作为系统急停;B9为机械润滑油顺环,当润滑油不顺环时B9断开。
A7为主机速度反馈输出,在本例冷轧机中,卷取机的线速度给定由主机的速度反馈代替,线速度一般是由安装在导向棍上的测速仪获得,本例中的张力控制要求的精度不高可以直接使用主机的速度反馈来代替线速度;C3为590合闸,也为主电源吸合。
C4、C5为加减速度,正转时C4为正转加速,C5为正转减速,反转时C5为反转加速,C4为反转减速;C6为正转,C7为反转。
C8为输入复位,在每一次的正反转转换中,以安全起见都要对输入复位为零,在系统进行急停操作时,也要对输入复位为零。
在这着重于590的应用,外部附助设备的电控原理图这里就不描术了。
图3
2、主机590组态
图4
图5为内部组态,要改变的参数及连线都已一目了然,除上图出现的连线及参数,其他的都可留为系统默认值,其中模拟输入端子A2、A4、A5、A6都把其目的标记设为零。
设置电机额定电压、电流、励磁电流:
如图5
图5
IA CAL为电枢额定电流设置,因为扩容,所以,电机额定电流=10×校准板设置值。
本例中的电机额定电流为865A,校准板上设置值为86×10=860(A)。
F CAL为励磁额定电流设置,本例中的电机额定励磁电流这25.5A,校准板的设置值为25A。
VA CAL为电枢电压设置,四个拔码开关以二进制形式表不同的电压值,图6为0010,表示425V的电枢电压。
下表为各二进制码表示的电压值:
VA 开关 电枢电压校准Va(伏)
150 175 200 220250 275 300 325 350 375 400 425 450 475 500 525
1 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0
2 1 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0
3 1 1 1 1 0 0 0 0 1 1 1 1 0 0 0 0
4 1 1 1 1 1 1 1 1 0 0 0 0 0 0 0 0
六、卷取机控制原理
因是可逆轧机,所以左右卷取机的控制原理应该是一样。
1、卷取机外部控制原理 图6
图6 卷取机590原理图
总记录数152总页数4当前页1
12344:
引用|回复
|管理
|设为最佳回复
|2007-05-1222:
46:
001楼
石英钟
卷取机常需要单动,单动是工作在速度控制方式,而联动是工作在张力控制方式之下,因此单动与联动的外部输入是不同的,两者的转换有两种方法,一是通过切换外部模拟输入口,二是切换内部组态。
在这里选用了切换内部组态的方法,C7就是这个功能,为真时为单动,为伪时为联动。
在单位模式下,正点(C4),反点(C6)可以工作。
如图7
图7卷取点动控制2、卷取机590组态图8张力组态
图8张力组态张力组态中用到了直径计算器、锥度计算器、张力+补偿计算器、转矩计算器和电流环。
1)锥度计算器作为外部张力的输入,在本例中锥度不参与张力运算,只作为外部张力的中转,再经过内部(指的是从外部组态中看不到)与直径计算器及张力+补偿计算器进行运算;2)直径计算器作为计算收卷卷筒直径,公式:
(最小直径*线速度)/卷筒速度=直径,它的变化与电流变化成正比,从而使得张力恒定不变;3)张力+补偿计算器是作为张力的动态与静态补偿,线速度连入到其线速度给定值,作为其速度动态补偿,运算输出的结果为张力+补偿量;4)转矩计算器,计算在不同的卷筒直径下相同的张力所要求的输出转矩,它的结果直接控制电流环中的电流箝位,也就是说其运算出来的量就是电流值。
3、速度饱和与断带保护作张力控制,控制器就必需一直工作在速度饱和状态下,所以组态时就要使工作中速度反馈小于速度给定3%以上,这样控制器输出的电流量就能一直处在电流箝位中,不注于电流输出值小于电流箝位值。
因控制器是一直工作在速度饱和状态下,所以当发生断时电机会高速运转。
为有效的解决此问题,组态时就要做一个断带保护功能。
如图9所示
图9速度饱和与断带保护4、单动与联运590组态中目的标记不能直接与源标记连来,所以本例中“TENS+COMP”的目的标记设为[445],“AUXINPUTSOURCE”源标记设为[445],“SETPOINTSUM2”中的“INPUT2”成了中转点。
INPUTSOURCE的值取自SETPOINTSUM2中的INPUT1的值,做为单动时的电流箝位值。
图10
图10单/联动5、点动图12
图11点动
图12点动逻辑图在逻辑图中:
运行为默认的C3端口,微动为默认的C4端口,方式为本例组态的C6端口。
从逻辑图可以看到,C3为ON时,改变C4、C6的状态可以得到正反的两个点动。
问题:
“bfren” 左右卷取则工作在恒转矩方式下"是错误的.磁场回路的释能电阻可以去掉,没什么用
卷径输出应该到除数,最小卷径输出到比率.
断带保护是在断带时候去挺C3,条件是主机的零速信号,卷机的电流大于某个数值的条件,进PLC处理,然后断C3
回答:
bfren谢谢你提出错误,也请大家再为我找出错误之处。
“左右卷取则工作在恒转矩方式”的确的错误的,应该是“左右卷取则工作在恒张力方式”。
“卷径输出应该到除数,最小卷径输出到比率。
”你所说原因我也知道,但是这两种应用方法我都用过,我本人觉得我用方法好些。
“断带保护是在断带时候去掉C3,条件是主机的零速信号,卷机的电流大于某个数值的条件,进PLC处理,然后断C3”。
PLC来处理当然是个好方法,但我组态功能中,真的有一个断带保护的功能在里面,大家不防动动脑筋。
问题:
欧陆用在小型冷轧机上还是有问题的,大部分是扩容的.对电机的控制不是很好.所以现场很多电机烧掉了,尤其是轧机对电机弱磁要求到很低,磁场电流低于30%,现场很多电机打火,俗称放炮.造成电机损坏.还有就是很多报警被调试人员禁止了.对电机更是危险的,所以同一个厂里欧陆系统烧掉的电机高于其他系统.我还是建议大家用西门子的6RA70.欧陆我建议大家用在不弱磁的系统或不可逆系统.
回答:
bfren,你的观点也许是对的,相信在你的立场上是的,但每人所用的经历和情况都不同,所产生的使用效果就会有一定差别,使用欧陆590控制的电机,从小到5KW至大到2000KW,大大小小我也用了百多台吧,出现烧电机只有一次,经过检查烧这台电机的主要原因是,电机用了三年一直没人做过现场保养与维护,到了最后是炭刷磨耗严重,绝缘老化。
这样的好文章要顶,谢工,辛苦了.
我几个问题想请教:
1,怎么实现两侧,任一侧的断带保护.另外的装置还是控制器实现,还是人工.如果是外围检测,具体型号是?
2,放卷侧工作在放电状态,怎样回馈电网.同时工作在结束时是自动转换到速度控制还是需要人工辅助,即:
怎么解决放卷结束时可能飞车问题
3,没有张力检测,只能实现恒转矩控制,恒张力控制可以实现吗?
用交流系统也可以实现590的功能,卷经是要PLC计算出来的,而且卷经不同时需要设定,问:
在初始卷经不同的情况下,590是怎么实现两侧同步的.
[b]问题:
[/b]我几个问题想请教:
1,怎么实现两侧,任一侧的断带保护.另外的装置还是控制器实现,还是人工.如果是外围检测,具体型号是?
2,放卷侧工作在放电状态,怎样回馈电网.同时工作在结束时是自动转换到速度控制还是需要人工辅助,即:
怎么解决放卷结束时可能飞车问题
3,没有张力检测,只能实现恒转矩控制,恒张力控制可以实现吗?
用交流系统也可以实现590的功能,卷经是要PLC计算出来的,而且卷经不同时需要设定,问:
在初始卷经不同的情况下,590是怎么实现两侧同步的.
QQ:
15629816
[b]
 升级会员
升级会员 