打包机说明书.docx
《打包机说明书.docx》由会员分享,可在线阅读,更多相关《打包机说明书.docx(14页珍藏版)》请在冰豆网上搜索。
打包机说明书
中文操作说明书
1.一般说明
2.规格
3.结构与功能
4.操作
5.调整
6.故障检修
7.维护
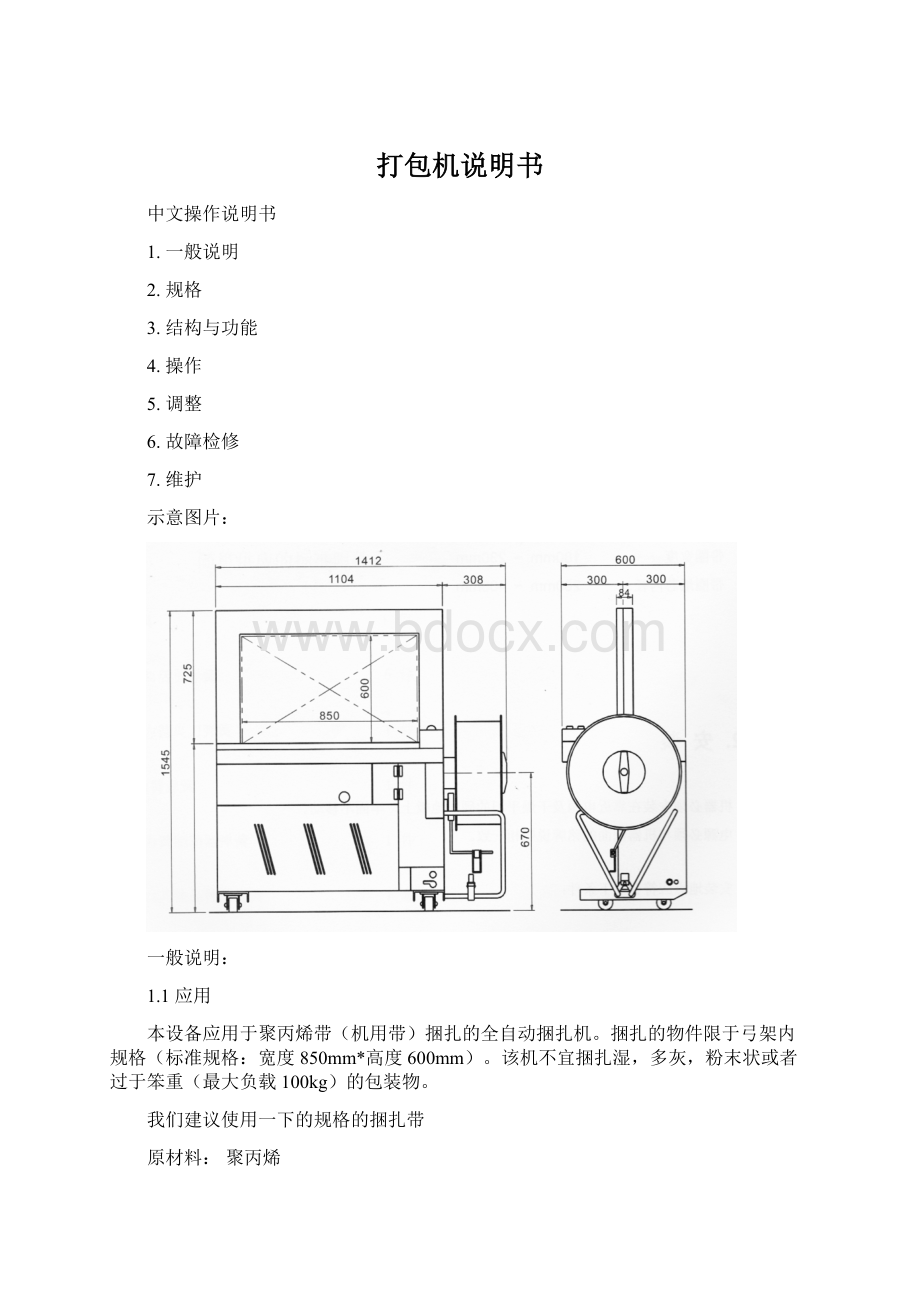
示意图片:
一般说明:
1.1应用
本设备应用于聚丙烯带(机用带)捆扎的全自动捆扎机。
捆扎的物件限于弓架内规格(标准规格:
宽度850mm*高度600mm)。
该机不宜捆扎湿,多灰,粉末状或者过于笨重(最大负载100kg)的包装物。
我们建议使用一下的规格的捆扎带
原材料:
聚丙烯
固定带宽:
最大正负1.0mm
厚度:
0.4mm-1.0mm
扭转:
每米60
弧高:
每米50mm
带圈高度:
180MM-230MM
带圈纸芯内径:
200mm-405mm
1.2安装
设备必须安装在靠近电源机及干燥平坦的硬质地板上,并可靠固定不移动。
电源必须与机器侧面的铭牌说明相一致。
安装地点应符合以下条件:
室温:
-20℃-=+50℃、
地板:
最大负载350公斤/平方米
空间:
最小2米*1.5米
严重警告:
如果不按照机器说明书要求正确安装,将导致严重后果。
严重警告:
电源连接线插头必须牢固,电源插座必须有接地保护。
1.3运输和储存
长途运输或者长期保管机器,必须用木箱或者硬纸板箱包装,固定在结实的垫板上。
并在包装箱内放吸潮剂,在机器内部喷涂防锈剂。
切勿在包装箱顶部对放任何重物,运输和储存时不要将机器倒置。
长途运输或长期保存机器后,建议在机器接上电源前,先手动检查所有活动部件,以避免电气设备过负荷。
随机供应的标准附件:
1.工具:
1套
2.弓架活页弹簧:
5件
3.紧力臂夹刀弹簧:
1件
4.紧力臂弹簧1件
5.紧力臂制动器弹簧1件
6.所有其他品种的弹簧1套
7.电热头1件
8.说明书1份
2-1.技术要求:
批准CE
2-2.规格:
尺寸:
宽1412mm长600mm高1540mm
净重:
220kgs
毛重:
230kgs
带宽:
8,9,10,12,12.7,15.5,18,19mm
带盘:
PP带纸芯内径200mm-280mm(可调)
捆扎速度:
26次每分钟
捆扎范围:
最小。
宽100mm高30mm(最大为弓架内规格)
粘合方法:
热熔法
捆扎紧度:
5kg-80kg
功率:
0.85KVA
电源:
3PH,220V-380V(50HZ/60HZ)
1PH,110V-220V(50HZ/60HZ)
可调选项:
弓架规格,带宽,电源,进带传感器
说明:
**标准弓架宽850mm高600mm
**如有改变,恕不另行通知
结构与功能:
外观图:
电气原理A:
220V
电气原理B:
380V
4-1:
操作前的注意事项:
检查电源与机器侧面铭牌说明是否一致。
检查使用的PP带宽度是否符合工作台之间带道的内部宽度。
检查电动机的转向是否顺时针方向。
从储带箱进带滚轮上的标出的圆弧形箭头看到正方向。
要改变电源插座或电线插头时,必须检查电动机转向
4-2.操作顺序:
1.连接电源:
打开电源开关,检查电动机转向。
2.关机:
将PP带圈装上带盘,检查PP带端的方向是否与带上标示的箭头方向一致。
3.将PP带穿过调机器,并通过进带导滚轮时,PP带的内表面必须朝下。
然后把PP带穿过角式滚轮通过紧缩臂组件进入进带上下滚轮之间。
4.再次开机,储带箱进带电动机将自动运行进带。
储带箱中储有的PP带长度约为弓架及带道1.5倍。
5.按进带开关,直到PP带端通过弓架及带道达到工作台中间的粘合点。
6.把捆扎的物件放在粘合点上,等候约30秒,直到加热器加热到正常工作温度。
(正常的工作温度为105℃-217℃)
7.把紧力调整到通常的位置4-5.
8.按启动按钮或用脚踏开关进行捆扎。
4-3操作部件
1.主电源开关
OFF---电源断开
ON—电源接通加热器进入加热状态
2.电源灯主电源开关接通时,灯亮主电源开关断开时,灯灭
3.自动手动开关
自动-----当开关选择为自动时,可利用工作台上的球形启动开关自动进行捆扎。
手动------当开关选择为手动时,按启动按钮或脚踏开关进行捆扎。
4.进带退带按钮
进带按钮-----用于操作时手动进带,使PP带通过带道穿过弓架到达粘合点。
退带按钮-----用于操作时手动退带,使PP带退出带道及弓架回到储带箱中。
5.紧急停止按钮
在紧急情况下,按下此按钮,机器将停止工作。
6.启动按钮
按启动按钮或脚踏开关来进行捆扎作业(选择开关功能)。
装PP带圈时必须切断主电源开关,当PP带穿入储带箱导带滚轮时,带的内侧表面必须朝机器外面
4—4装入PP圈
将PP带装在带盘上,按内圈带盘
(2)上的箭头方向所示。
装上PP带圈后,将整个圈带盘装上,并将带盘手柄
(1)拧紧
将PP带端头穿入导带滚轮(3)后,将PP带穿过滚轮(4)和滚轮支架(5).
PP带装入槽(5)后,将角式滚轮板扭向下按(7),将PP带插入进带嘴把PP带拉出1米多,穿入储带箱之间的狭槽中。
打开储带箱的门,将PP带穿入紧缩臂(9)中间,轻抬上轮滚连接杆(8),并逆时针转动,将PP带穿进进带滚轮(10)和下滚轮(11)之间
5-1.捆扎紧力的调整~
紧力调整盘用来调整紧度,捆扎紧度的范围从0到10.
正常表盘为主在4或5,适合于捆扎纸板箱。
5-2.储带箱内PP带长度的调整
储带箱内必须存有足够长度的PP带,以便PP带顺利地进入带道及弓架。
机器已经设定到足够的长度(约为带道和弓架长度的1.5倍)。
如果使用PP带有不同的质量,应加以调整。
●长度不够的调整
松开挡板上的M8螺母
(1),把储带箱调整螺丝逆时针转动
(2),直到储带箱中有足够长度的PP带,然后将螺母拧紧。
●长度过长的调整
松开挡板上的M8螺母
(1),把储带箱调整螺丝顺时针转动
(2),使储带箱中的PP带为带道及弓架的1.5倍,然后将螺母拧紧。
5-3.加热器温度
在常温下加热器通常设定为4-5的位置,加热器温度太高或太低会使粘合力变弱。
根据所使用的PP带质量,逐步调整,选择最佳粘合温度。
(正常的工作温度范围为105℃-217℃)
5-4.进/推带时间的调整
PCB控制器HEATERTEAP觉得送带时间,并根据弓架规格来调整。
标准弓架(580mm-600mm)需要约4秒,位置在4.如果时间短,PP带可能达不到粘合点的挡板位置,造成无法正常捆扎。
5-5.退带时间BACKTIME的调整
PCB控制器BACKTIME决定退带时间,根据弓架规格和捆扎件的规格来调整。
如果时间过短,可能发生捆扎紧度不足。
逐步地调节退带时间,以便正确确定退带长度。
5-6.PP带厚度的调整
不正确的调整PP带厚度间隙,进带和退带会变的不顺畅,合理的间隙调整非常重要。
通常设定与0.55mm到0.66mm厚度的带。
如果使用较厚或者较薄的PP带,需要进行一下调整。
1.按启动按钮,将电热单元返回到初始位置(0位)。
2.将使用的PP带插在进带下滚轮
(1)和上滚轮
(2)之间。
3.松开螺栓(3)。
将右刀臂(7)固定在刀臂轴(6)上。
使刀臂轴(6)用手能方便地移动。
4.将上滚轮弹簧(4)和强度弹簧调节钩(5)之间的间隙调整到PP带厚度的2倍。
正常的间隙是大约1mm。
5.拧紧(3),不要移动刀臂轴(6)。
5-6.粘合头单元的移动
粘合头单元每个部件的位置是由减速机边上的凸轮片及感应开关来控制,凸轮式电感开关1,2和3发挥作用。
准确的位置接触十分重要,否则将导致机器无法正常运行。
1.限位开关B
控制捆扎过程中的退带机紧缩臂二次收紧,当凸轮片与感应开关B接触时,使粘合头单元停止和PP带退带收紧,上顶刀
(1)升到顶部,使滑板
(2)底部的中顶刀顶住PP带并切割PP带,同时导带装置(3)向后移且左侧带道舌门(4)全部开启,正确位置是凸轮跟随器位于它刚开始滚上紧力凸轮顶部的位置。
2.限位开关C
控制M2电机将PP带进入带道及弓架。
设置时凸轮跟随器开始紧力凸轮顶部向下走。
如果C感应开关延迟接触到凸轮片,PP带将卡在紧力臂(4)和进带上下滚轮装置
(1)之间,造成捆扎故障。
3.限位开关A
控制机器从捆扎开始到结束的过程,它使M1,M2,M3电机同时停止运转,设置时粘合头单元为初始位置,同时也是循环操作结束的位置它是有凸轮和电感应A来调整。
6.故障检修:
故障现象
故障原因
解决办法
机器不能工作
电源灯不亮
电源不相符,插座或插头松动
检查电源和连接器件
保险丝没装或者烧断
安装或更换保险丝
电源灯亮
储带箱电动机M3工作超过7秒(PCB控制器灯不亮)
断开电源,重新接通
Pcb控制器保险丝坏
更换保险丝
电机M1和M2的皮带损坏,或者皮带轮的固定螺丝松动
更换皮带或者固定皮带轮
机器工作
不进带
PP带装法不正确
从新正确安装PP带
穿带不正确
从新正确安装PP带
感应开关LS-2工作不正常
调整接触时间
T2进带的时间设定不够
检查并调整T2进带的时间
储带箱PP带储存量不足
调整PP带存储量
电动机M2的皮带损坏或者皮带轮的固定螺丝松动
更换皮带或固定皮带轮
PP带达不到粘合点
带盘单元上的刹车皮带功能不正常
调整刹车皮带
PP带卡在带盘之间
将PP带从新安装
上下滚轮装置上有切屑和灰尘
清理切屑和灰尘
紧力臂没有回到初始位置
检查紧力臂弹簧
导带轮装置没有位于初始位置
按启动按钮恢复到初始位置
PP带卡在紧力臂和上下滚轮之间
调整LS-2感应时间
由于切割刀和上顶刀的缘故,切割后带头分开
调整切割刀和上顶刀间隙或更换切割刀
储带箱中的PP带存储量不足
将储带箱中的PP带调整到弓架及带道的1.5倍
T2进带时间设定不够
调整T2进带时间
进带不停止
带道或弓架的舌门没有复位
调整弹簧力或更换弹簧
定时器T2是时间设定过长
调整T2进带时间
退带不正确
感应开关LS-2接触时间不正确
调整接触感应时间
电机M2的皮带损坏或者皮带轮固定松动
更换皮带或固定皮带轮
捆扎时皮带没有从弓架中收回
T1退带时间短
调整T1退带时间
PP带厚度间隙过大或弹簧力度小
正确调整PP带厚度间隙
PP带从弓架吊出来
T2进带时间过长
调整T2进带时间
PP带厚度间隙调整太小弹簧力过强
调整PP带厚度间隙
弓架舌门没有回到初始位置而是开着
调整弓架的弹簧力或者更换弹簧
PP带在粘合点失控
PP带没有达到粘合点挡块处
检查导带装置
进带时,上割刀不在最高位置
检查LS-1感应开关位置是否正确
电热头温度过高或者过低
正确调整电热头的温度
捆扎紧度不当
调整合理紧力
加热器温度未升高
电热头温度设定较低
调整电热头温度
电热头连接松动或者断线
检查是否连接正确
加热头温度上升但没有做到正确粘合
电热头角度不对
纠正角度
电热头移动不到位
调整电热头曲柄的弹簧力
中顶刀没有顶到位
调整LS-1感应开关位置
左带槽活页工作不正常
离合器间隙大
调整离合器间隙
PCB控制器机器不工作
●Poolerror(储带箱故障)
当储带箱进带电动机M3运行超过7秒时,灯亮,他可防止因储带箱无带或者限位开关失常而引起电动机运行负荷。
要复位,检查开关,然后将主电机电源开关断开/在接通。
●CONTROLERROR(控制出错)
当限位开关LS3启动超过秒钟,灯亮,即使循环操作在约2.4秒内完毕(
 升级会员
升级会员 