CA砂浆配制与灌注施工文档格式.docx
《CA砂浆配制与灌注施工文档格式.docx》由会员分享,可在线阅读,更多相关《CA砂浆配制与灌注施工文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
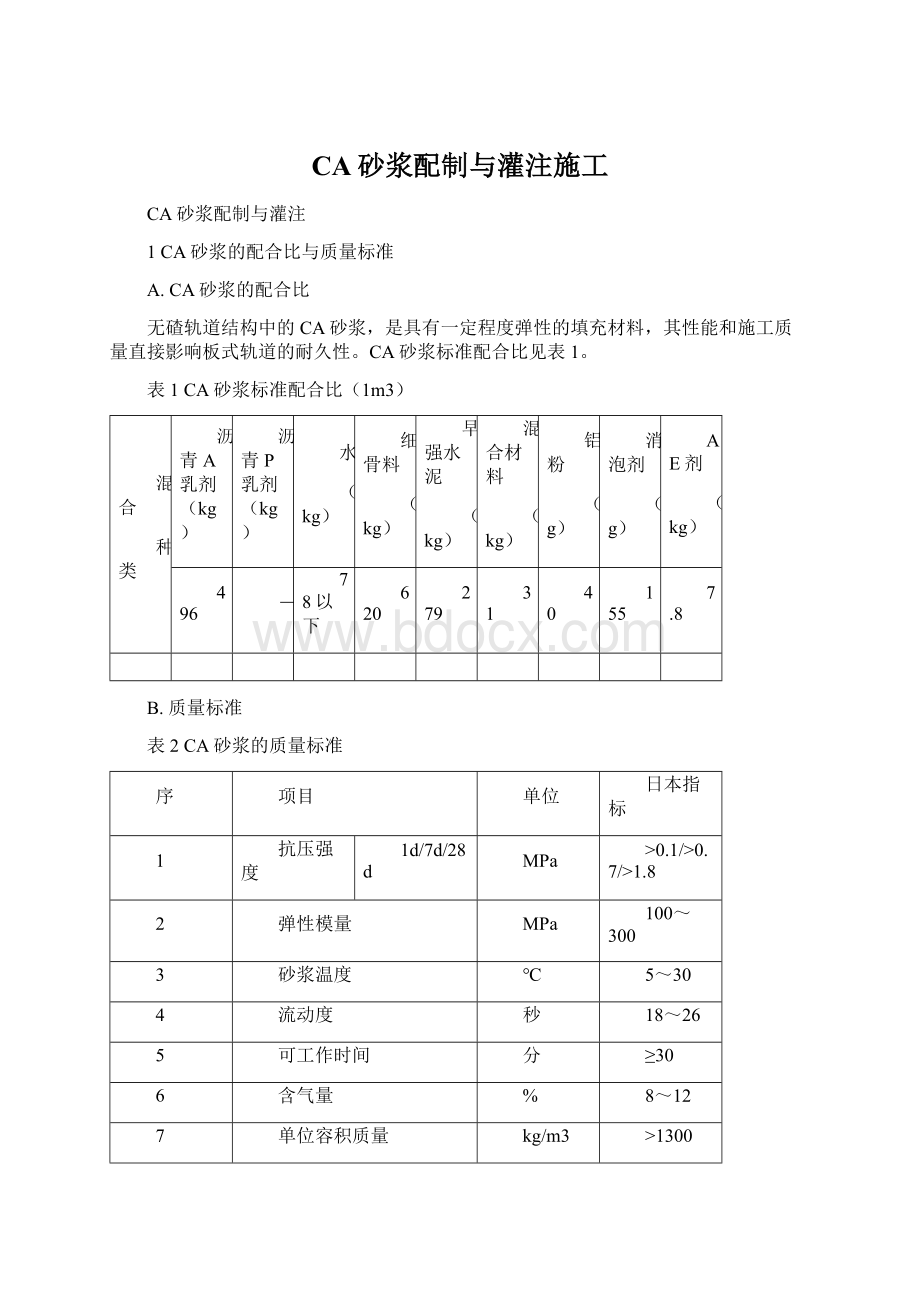
1.8
2
弹性模量
100~300
3
砂浆温度
℃
5~30
4
流动度
秒
18~26
5
可工作时间
分
≥30
6
含气量
%
8~12
7
单位容积质量
kg/m3
1300
8
膨胀率/材料分离度/泛浆率
1~3/<
3/0
9
抗冻性
300次冻融循环试验后,相对动弹模量不得小于60%,质量损失率不得小于5%。
试验段位于温暖地区,本指标可不作考虑。
10
耐候性
外观无异常,相对抗折强度不低于100%。
2原材料技术要求与储存保管
A.原材料的技术要求
a.CA砂浆原材料中,沥青A乳剂采用日本进口方式。
其余材料参照JSCE(日本土木学会标准)、JIS(日本工业标准规格),并在日方技术人员的指导下在国内进行生产、采购、检验工作。
b.水泥采用符合日本工业规格(JISR5210)和GB175的早强硅酸盐水泥。
水泥应新鲜,贮存时间不应超过1个月。
c.沥青A乳剂、混和材料、AE剂、消泡剂等材料均应在使用前进行检验,合格后方可使用。
d.所用水采用饮用水。
沥青A乳剂、混和材料、AE剂和消泡剂等应出具检验结果、规格证明等。
e.细骨料通过2.5mm筛子的应在95%以上,其细度模数是在1.4~2.2范围内的干燥硅砂,含水量≤1%,并在使用前得到许可。
f.应采用鳞片状铝粉,使用前须进行检验。
B.各种原材料主要作用
a.水泥、砂
水泥及砂主要为CA砂浆提供一定的强度。
b.沥青A乳剂
沥青A乳剂主要为CA砂浆提供一定的弹性,同时其内部的水参加水泥的水化反应。
c.混合料
混合料加入用以补偿CA砂浆的凝结固化时的收缩,同时使CA砂浆的组织细密。
d.消泡剂
消泡剂用于消除拌和初期CA砂浆内的大气泡。
e.引气剂
引气剂引入定量的微小气泡。
f.铝粉
铝粉使CA砂浆初期产生膨胀,达到与轨道板密贴的效果。
C.材料存储方法
表3不同材料存储方法表
材料名称
储存方法
沥青A乳剂
在平坦处设置2个乳剂箱(10t)
水泥・混合材料
建立面积约为40m2仓库,地面进行防潮处理,材料架空放置。
地面采用砂浆硬化,并搭设防雨棚。
AE溶剂
罐装,容积为200升或18升,保存在水泥仓库。
每1升独立包装,保存在水泥仓库。
每500g密封包装,保存在水泥仓库,避免与空气接触,特别注意防潮。
3CA砂浆试验
为了确保CA砂浆施工过程保持质量稳定,在施工中要对以下内容进行试验和确认,并记录结果。
其试验项目及方法如下:
流动度(流动时间测量)
CA砂浆的流动时间,是根据日本铁道建设·
运输设施整理支援机构所认可的J10负荷进行检测的,如图1所示。
图1J10负荷试验
把采集的样品(未凝固的CA砂浆)放入三角长颈的规定容器中,计量容积中样品的重量,求单位容积质量。
含气量计算公式如下:
含气量(%)=
×
100
其中:
理论容积质量=
A.强度
CA砂浆抗压强度试验采用“单轴压缩法”进行。
将经过流动度试验的砂浆注入φ50mm×
50mm的圆柱体模型内,做成如下图所示的试件。
在试件达到龄期(1d、7d、28d)后,测量试样承压面的尺寸,准确至0.02mm,取3次平均值;
利用压力试验机以每分钟试件变形0.5mm加载速率,匀速加载,当压力不再上升时停止加载,其压力最大值即为该试件在各龄期时的抗压强度。
每次试验取三个试件,三个试件强度的算术平均值作为该组试件的强度。
图2强度试验用试件
每组试件共6个,分别测量1天、7天、28天的强度。
试件养生条件为20±
2℃、RH65±
5%。
B.泛浆
将CA砂浆采集到聚乙烯袋内,24小时之后目视观察是否泛浆及材料分离。
C.膨胀率
每天一次,把灌注前的CA砂浆用量筒取样250ml,如图4.4.6-3所示。
用游标卡尺测量从玻璃板到CA砂浆表面的深度H0,24小时后再测量深度H24,根据结果通过下面的方程式算出膨胀率。
膨胀率(%)=0.000314(H0-H24)・D2
D=量筒的内径(mm)
图3膨胀率试验
H0=抽样调查之后的试件表面深度(mm)
H24=24小时后的试件表面深度(mm)
D.弹性模量
弹性模量试验方法与抗压强度基本相同,试件为φ50mm×
50mm的圆柱体,利用压力试验机以每分钟0.5mm加载速率,匀速加载,加载至抗压强度的1/3后开始卸载,卸载速度与加载速度相同,如此重复三次试验,以第四次加载曲线的数据计算弹性模量。
E.材料分离度
材料分离度采用“等分法”进行测定。
制作Φ50×
50mm的圆柱体砂浆试件,在砂浆龄期达28天后,将其分成上、下两等分,分别称重,计算其单位容积的质量。
材料分离度见下式:
材料分离度(%)=
F.耐候性
将流动度试验合格的CA砂浆拌和10分钟后,注入40×
40×
160mm的模型中,一次成型8组试件,每组试样数为3个,试件标准养护8天后,将其中4组试件放入快速耐候试验箱的试样夹具架,并将其插到转鼓上,按人工气候箱的操作规程开动机器,按试验条件进行试验,照射时间为500h。
同时将另外4组的对比试件继续标准养护。
当照射时间分别在0、100、300、500h时,检查试件的外观变化情况,并分别对被照射试件和同龄期未被照射的标准试件进行抗折试验。
按下式计算不同照射时间时CA砂浆的相对抗折强度:
R=Rt/R0×
100%
Rt—不同照射时间被照射试件的抗折强度值,Mpa
R0—不同照射时间时相同时段标准养护试件的抗折强度值,Mpa;
R—不同照射时间时试件的相对抗折强度,%。
试样的抗折强度值取每组三个试件抗折强度的算术平均值,即:
R=(R1+R2+R3)/3
G.CA砂浆的试验实施时间和频率
表4各项目试验时间及频率
类别
试验项目
实施时间
频率
CA砂浆
搅拌温度
灌注前
每盘
泛浆
当天第一次灌注时
1日1次(24小时后)
膨胀率
强度
1日、7日、28日
4CA砂浆配制与灌注
CA砂浆灌注采用移动成套设备法施工。
在CA砂浆基地将1天工作(约300m)需要的CA砂浆材料装到移动设备车上,运送到施工现场,在灌注车上搅拌后采用重力法灌注。
其施工工艺流程如图4所示。
A.移动成套设备配置
该设备从日本进口,其主要组成部分包括:
材料搬运车和搅拌车,如图5所示。
图4CA砂浆灌注施工工艺流程图
图5CA砂浆移动成套设备示意图
图示设备主要由以下几大部分组成:
a.水泥储藏设备
b.细骨料储藏设备
c.沥青A乳剂储藏设备
d.供水设备
e.上述材料的计量设备
f.上述材料向搬运车的装货,投入设备
g.进行质量管理的试验设备
h.污水处理设备
i.其它关联设备
B.CA砂浆的配制
砂浆灌注前,根据表1中的标准配合比,测定砂的含水量,确定施工配合比,并在取得日方技术指导人员和监理工程师的认可后,用于施工。
操作要点:
a.沥青A乳剂、混合材料、AE剂、消泡剂应事先提交试验结果及规格说明书等质量证明材料。
b.水、铝粉末的添加量应按施工条件增减。
c.CA砂浆的混合搅拌,应正确计量使用材料后,再投入搅拌机搅拌。
C.CA砂浆拌制
在工作前和工作结束时,使用吊车、泵等机具设备从材料保管地点搬运到作业设备的指定位置。
各材料的投入顺序如图6所示。
图6各原材料投放顺序示意图
a.原材料等条件发生变化时,应进行试验重新确定配合比。
b.灌注前测定流动时间,当流动时间超出18~26秒的范围时,CA砂浆作废弃处理。
c.灌注前CA砂浆温度应保持在5~30℃的范围之内。
d.水、铝粉的添加量应按施工条件增减。
D.灌注前准备
a.确认轨道板是否精确调整到位,是否发生偏移、有无废物等并检查灌注袋的位置。
b.用塑料布覆盖在轨道板表面。
c.在灌注位置准备注浆阀门。
E.砂浆灌注
在灌注口安装控制阀门,利用重力自然灌注。
灌注时派相关人员在轨道板四角进行监控,防止轨道板受力偏斜。
a.暂停灌注时,要及时清洗搅拌机。
b.在CA砂浆灌注前,每一盘均应通过流动度试验,进行流动时间测量,不在规定范围内时,不能灌注。
c.CA砂浆灌注时,要对每一块轨道板进行连续注入,充分填充,使板下不出现空隙。
d.尽量避免在雨天灌注,施工过程中若遇到下雨,应采取遮雨措施。
e.施工中应进行流动度、含气量、温度试验,及时采集试样进行膨胀率、泛浆、强度试验并记录结果。
f.曲线地段超高过大时,CA砂浆灌注分2~3次进行,防止板块受力漂浮,但每次灌注应在前次注入砂浆未硬化前进行。
F.养生
a.采用自然养生。
b.当强度达到0.1MPa且CA砂浆灌注时间达到24小时后拆除轨道板支撑螺栓。
c.CA砂浆养生期间不得在轨道板上加载。
G.废弃物处理
CA砂浆的残留材料及空袋、空罐等作为工业废弃物,均由专人进行处理,处理方法均须在事先得到日方技术指导人员和监理工程师的认可。
冲洗CA砂浆搅拌机等产生的污水处理后循环使用,处理后的回用水应达到铁路生产低质用水标准。
污水处理设备设在标段尾部的桥下,冲洗则固定在对应的桥位上进行,污水经专用管道排至污水处理设备内。
污水循环处理采用铁路常用的三级生产污水处理法,其工艺及系统分别如图7和图8所示。
图7污水处理工艺流程图
图8污水循环处理设备示意图
5凸形挡台填充
A.施工工艺流程
板下CA砂浆灌注24小时并清洁、整理完毕后,在凸形挡台周围安放树脂灌注专用袋,采用布制橡胶带或粘着剂防水和固定。
树脂灌注工艺流程如图9所示。
图9凸形挡台周围树脂灌注工艺流程图
成型后的凸形挡台如图10所示。
图10凸形挡台灌注示意图
B.施工方法及技术要求
a.采用10±
2MN/m聚氨脂系或者环氧树脂系合成树脂,在CA砂浆灌注完成24h后,安放凸形挡台树脂灌注袋。
b.根据规定的比例进行计量,用手摇搅拌器等在专用特殊混合容器内进行均匀搅拌,如图11所示。
图11树脂的混合
c.每1000m轨道长度抽取3个样品(100mm×
100mm×
25mm)进行强度试验,提交试验结果。
d.室外施工环境温度低于10℃时,需将树脂的液体温度调到20℃以上混合。
e.要对垃圾、异物、水分等进行清扫和清除。
f.使用灌注袋时,要防止树脂泄漏。
凸形挡台和轨道板的间距不足20mm时,应汇报后另作研究处理。
g.为防止空气进入,应尽量保持低位进行灌注施工。
6CA砂浆配置与灌注专用器具与机械
表1试验搅拌及质量管理用机械器具
产品名称
质量形状
备注
灰浆搅拌机
25AM-QR
小型搅拌机1台
切割机
各种刀片
加工试验品
压缩试验机
500kg
0.5~1mm/min
秤
50kg
台秤(按需要)
2kg
感量0.5g 1台
50g
J密封胶泥
用于检测流程时间
秒表
聚乙烯袋
0.05mm×
79mm×
500mm
φ5cm用、方底、数个
流量控制器
含突起棒的沙表干燥检测0.5ml刻度若干
11
查普曼长颈瓶
若干
12
量筒
20ml、100ml、500ml、1000ml、2000ml
带把手的搪瓷品 若干
13
烧杯
1000ml、2000ml
14
搅拌叉子
小型
15
锹
酒精(红色)若干
16
温度计
棒状-10℃~+100℃
材料计量用 若干
17
铝球
φ35cm~40cm
用于清洗漏斗若干
18
清洗刷
(用于清洗一升瓶等)
清洗用、适量
19
清洗油
轻油、辛那水
用于整平 若干
20
石膏
21
玻璃板
整平
相当量
22
棉纱头
(按需要)
23
发电机
记录用
24
黑板
木制、铁制聚乙烯袋
25
试样用型箱
10cm×
高5cm
表2主要灌注用机械器具
设备
大小应根据搅拌机的使用台数确定
固定或移动式
大型搅拌机
容量1000L,发动机
按照施工要求
筛沙机
4m3/h以上
可用振动器代替1台
沙计量器
最大500kg
感量1kg1台
乳剂计量器
最大400L
根据搅拌机台数定
水计量节器
最大70L
可用18ℓ罐代替
水用泵
压力泵
过滤泵
根据过滤装置结构要求
乳剂中继罐
带搅拌机,8~10m3
1天的施工量
没有电源时
50kg台秤
台车
移动搅拌机时使用
型箱
金属型1.5mX15om,1.5m×
20cm
含固定件等
木制
也可以是方的
扳手
辐射形,各种扳手
浇筑软管
因施工条件不同而异
落水管
浇筑用漏斗
放在浇筑口处的漏斗
1个及2个
隔板
胶合板、铁板
聚氨酯泡沫
宽5cm、厚2.5cm、长1m~2m
防漏用填料
木栓
漏斗用,流量调节棒
接缝材料
泡沫苯乙烯
7收轨
待灌注CA砂浆达到规定的强度后,利用收轨器依次将轨距为3100mm的长钢轨收回至轨道板的承轨台上,如图1所示。
图1钢轨收回示意图
8轨下充填式垫板施工
在轨道状态精细调整全部结束并实测确定轨下实际调高量后,进行轨下充填式垫板的施工。
8.1轨道状态调整
板式轨道的钢轨高低、水平调整采用特制的调整块进行。
垫块分基准垫块和微调垫块,调整时放在钢轨与板体顶面之间。
调整垫块形状与安放位置如图4.4.9-1所示。
8.2灌注袋安装
充填式垫板的充填厚度约为4~8mm,若测量后调高量超出该范围,应在扣件垫板下垫入预制的调高垫板。
图1调整垫块安放位置及调整垫块示意图
灌注袋安装时不区分袋的上、下面。
直线地段,灌注袋的灌注口应置于轨道的内侧;
曲线超高地段,灌注口应朝曲线内侧,从低侧灌注。
灌注袋插入时,应使其位置印记与轨下胶垫对齐,保证灌注袋的位置准确。
灌注袋的形状及灌注口方向如图2所示。
图2灌注袋形状及灌注口方向示意图
8.3树脂材料的拌和与灌注
A.树脂的计量与拌和
a.根据树脂材料的可工作时间,确定树脂材料一次的拌和量。
b.按规定的比例准确计量A剂和B剂,材料开罐后,必须在使用期内使用。
c.将A、B剂先后倒入约30升的聚乙烯容器内,用手持式电动搅拌机或采用机械混合注射机,将A、B剂均匀搅拌,搅拌时间约2~3分钟。
d.将搅拌好的树脂分配至更小的聚乙烯容器内。
B.树脂的灌注
a.灌注袋的灌注口与排气口必须在树脂灌注前剪开,同时确认灌注袋内无水分。
b.拌和后混合液的可使用时间随室外温度和液温会有较大幅度的变化,故对A、B剂应有适当的温度管理,并在可使用时间内(20℃时的可使用时间约为40~50分钟)完成灌注。
c.
 升级会员
升级会员 