玻璃幕墙施工方案详细Word格式文档下载.docx
《玻璃幕墙施工方案详细Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《玻璃幕墙施工方案详细Word格式文档下载.docx(17页珍藏版)》请在冰豆网上搜索。
考虑到施工安装的安全性及可操作性,立柱在安装之前首先将支座在楼层内用五金件螺栓与立柱连接起来,支座与立柱接触处加设隔离垫,防止电位差腐蚀,隔离垫的面积不能小于连接件与竖料接触的面积。
连接完毕后,用绳子捆扎吊出楼层,再进行就位安装。
(幕墙为临边作业,防止高空落物)
(2)立柱安装调节
待立柱吊出楼层后,将支座与埋件通过T型螺栓相连,首先将螺栓放在槽内,旋转90。
后再将螺栓拧到6分紧,进行上下、左右、前后的调节。
经检查符合要求后再进行拧紧,高低、左右控制在2—3mm之内如图示
(3)立柱的分格安装控制
立柱的安装依据竖向钢直线以及横向鱼丝线进行调节安装,直至各尺寸符合要求,立柱安装后进行轴向偏差的检查,轴向偏差控制在±
1mm范围内,竖料之间分格尺寸控制在±
1mm,否则会影响横料的安装。
(4)底层立柱安装完毕后,在安装上一层立柱时,两立柱之间安装套筒,立柱安装调节完毕,两立柱之间打胶密封,防止雨水入侵。
上下连接套筒插入长度不得小于200mm。
4.横梁安装
(1)立柱全部安装完毕后进行横梁的安装,横梁未安装之前,首先将角码插到横梁的两端,将横梁担住。
然后用螺栓固定在立柱上。
横梁承受玻璃的重压,易产生扭转,因而立柱上的孔位、角码的孔位应采用过渡配合,孔的尺寸比螺杆直径大0.1~0.2毫米。
图示:
(2)由于铝合金幕墙热胀冷缩会产生噪音,设计考虑到此因素,在横梁与立柱之间进行热处理,整根横梁尺寸应比分格尺寸短4~4.5mm,横梁两端安装2mm防噪声隔离片或打胶处理。
(3)横梁在安装过程中,横梁两端的高低应控制在±
1mm范围内。
同一面标高偏差不大于3mm。
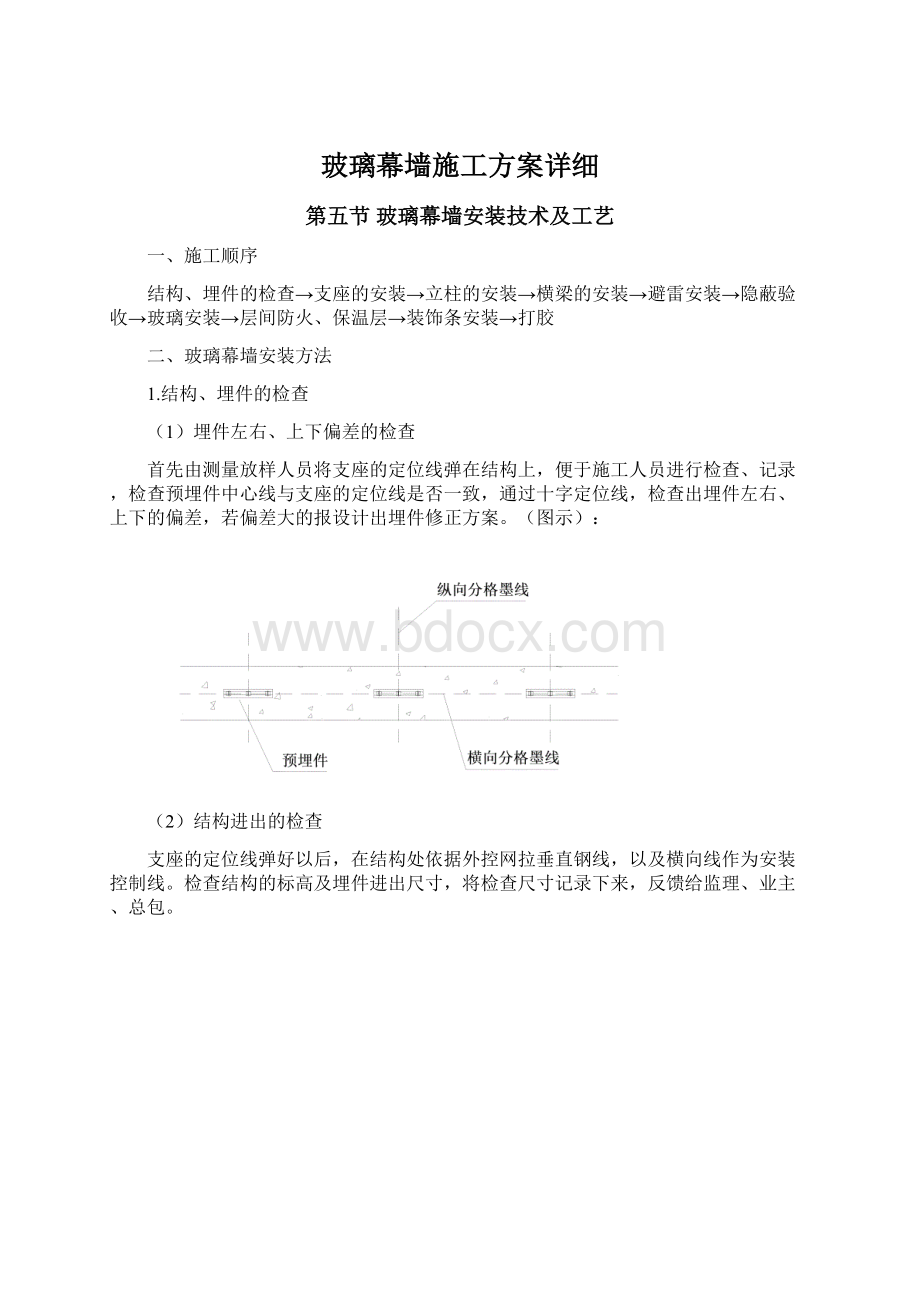
5、玻璃板块安装
(1)横梁像胶垫块的安装
在安装玻璃板片之前在横梁上先放上长度不小于100毫米的氯丁橡胶垫块,垫块放置位置距边1/4L处,垫块长度不小于100mm,厚度不小于5mm。
每块玻璃的垫块不得少于2块。
(2)压板的安装
①在未装板块之前,先将压板固定在横梁、立柱上,拧到5分紧,压板以不落下为准。
待玻璃板块安装后,左右、上下调整,调整完后再将螺栓拧紧。
②压板的安装应符合设计要求,连接压板与主体部分的螺栓间距不应大于300㎜,螺栓距压板端部的距离不应大于50㎜。
隔热垫块根据螺栓数量进行布置。
(3)玻璃安装
①压板安装后,进行玻璃板块的安装,将玻璃板块轻轻地搁在横梁上向左右移动,推入到压板内。
②玻璃板块依据垂直分格钢丝线进行调节,调整好后拧紧螺栓。
相邻二单元板高低差控制在<1mm,缝宽控制在±
1mm。
③玻璃板块依据板片编号图进行安装,施工过程中不得将不同编号的板块进行互换。
同时注意内外片的关系,防止玻璃安装后产生颜色变异。
6.装饰条的安装
外装饰条安装之前应利用线锤或全站仪将内压板调整为横平竖直,然后再进行装饰条的安装,装饰条安装应用橡胶锤进行击打安装。
竖向装饰条应通装,横向装饰条跟分格走留1毫米空隙。
7、打胶
板块安装固定完成后,进行打胶工序。
在装饰条接缝两侧先贴好保护胶带,按工艺要求进行净化处理,净化后及时进行打胶,打胶后刮掉多余的胶,并做适当的修整,拆掉保护胶带及清理胶缝四周,胶缝与基材粘结应牢固无孔隙,胶缝平整光滑、表面清洁无污染。
第六节避雷节点施工方案
一、避雷节点施工工艺
均压环分布图→检查均压环是否通→焊接→立柱打磨→立柱连接→避雷测试→隐蔽验收
二、均压环分布接图
总包单位提供均压环分布图,了解均压环分布情况。
均压环示意图
三、均压环的检查
1、对每一个均压环进行检查,是否符合设计值,若有不通现象应向监理汇报。
2、检查方法采用接地中阻测试仪检查均压环与大地之间数值图示。
四、均压环的焊接
1、扁钢均压环的搭接长度不得小于50mm,四面焊接。
2、钢筋均压环搭接长度不得小于100mm,四面焊接。
五、均压环与立柱焊接
1、不锈钢角码连接
2、均压环与预埋件的连接
六、立柱阳极氧化膜或氟碳喷涂面的打磨
由于阳极氧化膜或氟碳喷涂面并非金属材料,是非导体,因而二根龙骨立柱在上下连接时,应对局部表面进行打磨,磨掉非金属面后,再上下进行连接。
七、避雷测试
待幕墙均压环连接完毕后,应进行电阻测试,测试方法为被测节点与接地电阻测试仪连接,与大地相接大于1米的铁棒打地面深度大于1米,然后连接进行测试,并通知监理跟踪,各点均应检查,完毕填写隐蔽验收单报监理,接地电阻应<1Ω。
第七节焊接技术及方法
一、作业步骤
焊条型号确定
二、对焊条的型号及要求:
以低碳钢为例
J422(国际E4303)
J为结构钢电焊条
42为在焊接缝中每平方毫米(㎡)不低于42kg静拉力。
2为第二种焊条药皮的种类(钛钙型)
它是用于全方位手工电弧焊,是低碳结构材料和不重要的中碳钢材料的焊接焊条。
在使用前需要对焊条进行检查。
1、是否有药皮脱落现象,如有药皮脱落现象在焊接中会使溶池得不到充分的保护,焊缝的质量得不到保障。
2、焊条的表面是否出现裂纹,裂纹是焊条在保管过程中没能妥善保管,通风不好,受潮所致。
焊条受潮后,焊条的芯很容易生锈,焊条芯生锈导致药皮裂纹,焊条应在通风良好的室内、离地面200mm以上保管。
3、焊条药皮的偏芯:
出现焊条药皮偏芯,会导致焊缝偏位,溶池偏离焊缝,达不到技术要求,为了确保焊缝的质量,最好不用。
4、焊条头生锈:
焊条头生锈就会导致焊条内部生锈,不能用于焊接。
5、在施焊前把所需要使用的焊条放入烘干箱内,在200℃的恒温下烘干2小时,中碳钢焊条的烘干时间为2~3小时,取出后自然冷却,这样就能保证焊条在施焊过程中的质量要求。
三、焊接缺陷与预防
1、气孔:
气孔在焊接缺陷中常见危害很大,尤其对压力容器危害最为明显,如果表面出现了气孔,焊口的内部很可能也存在。
它的形成是由于焊条在施焊前没有充分烘干,药皮内部水份过大,施焊时大风也可造成焊口气孔现象。
预防:
在施焊前对焊缝进行清理,焊条要在200℃的烘干箱内进行2小时烘干,大风天气不宜在室外焊接,因为大风可把电弧吹偏,使空气进入溶池,造成多粒气孔。
2、夹渣:
在施焊前焊口清理不到位,电流与焊条直径不匹配,焊条角度不正确,液体药皮无规律流淌,都是产生夹渣的原因,尤其是对多层焊接时最容易出现。
焊缝在施焊前清理干净,焊接时可适当加大电流,在运条时要均匀运条,正确把握焊条与焊缝的角度,平焊时焊条与焊缝的角度为60~80度为宜,在运条时在四折处少加放慢运条速度。
3、沙眼:
沙眼是在焊接过程中,焊口的某一点出现严重的锈斑,或是在用氧气开坡口时,有氧气铁没清理干净。
焊口的清理工作要做到位,有严重的锈斑时,用钢丝刷或沙轮机清,如果焊口深处的污物不好清理,可用氧气进行燃烧清理,使焊口彻底干净。
4、裂纹:
裂纹的出现,一般在中碳钢和高碳钢的焊接时常见。
原因有:
焊条的型号与母材的材质不符,电弧在6000℃~8000℃溶池中燃烧,强迫焊材与母材溶合,一旦湿度下降的速度加快,内部应力聚集,就容易产生裂纹。
在室外施焊时,尤其是冬天、大风和冷空气,使焊缝的冷却速度加快,冷热区域分界过于明显,也会产生裂纹。
在施焊前要了解钢材的材质,选用和材质符的焊条,在必要时可采用焊前加温,焊后保温的措施。
防止裂纹也可采用敲击法进行应力消除,确保焊接质量。
5、咬边:
咬边现象的主要原因是焊工本身的技术问题,焊工在操作全方位焊接时,立、平、横、仰的电流选择上,同样的焊条直径对焊接电流是不同的,平焊时为120左右,仰焊时为90左右。
焊条对焊缝角度的不正确,也是咬边的一个重要原因。
在焊接过程中,焊条的角度不是不变的,随着焊位的变化而变化。
6、弧坑与龟裂:
在焊接中弧坑是在焊接告一段落时,咬尾所产生的缺陷,有时也伴随着龟裂,原因是收弧速度过快或是电流过大造成的。
在收弧时焊条可在溶池中少加停留,给弧坑一个填充时间,然后再起弧,或收弧后在弧坑处再加点焊,这样可避免弧坑和弧坑龟裂现象。
四、焊接工艺
在幕墙施工中,一般使用钢材的型号为a3钢(普通钢材),中碳钢、高碳钢及合金钢使用极少。
焊条直径采取φ3.2的居多,角码与埋件的厚度不超过12mm。
一般情况下不需要特殊的焊接工艺,在不同厚度的钢板进行施焊时,方法也不同,在6mm以下的钢板对焊时,不用开坡口,但两工件之间的间隙为3mm。
8mm以上的钢板对接时一般采用单面45°
坡口,或双面45°
坡口,坡口纯边为3mm,间隙为2mm。
焊缝的宽度不小时或等于板厚尺寸,如钢板在搭接、焊接时12mm以下的钢板也不必开坡口,为使焊缝增加强度,焊缝的表面形状呈弧状。
受现场的工作条件制约,焊件的背面就是建筑结构。
在需要补板对接时,可采用单面焊接双面成形的焊接工艺来完成工件的施焊,焊接采用ф3.2、J422低碳钢焊条,电流可在90~130之间选择。
热镀锌钢材在幕墙施工中广泛使用,由于热镀锌与冷镀锌不同,热镀锌能侵入钢材表面。
焊接时锌层给焊接带来不利因素,所以在施焊时电流比一般钢材的焊接电流要略大些,让锌在6000℃~8000℃溶池中尽快溶解、浑发。
如果镀锌层得不到燃烧、浑发,焊缝的质量就达不到技术要求强度。
锌在浑发的同时会带来有害气体和粉尘,施焊人员要对焊接时的位置进行选择,注意个人防护,避免锌中毒事件发生。
在施焊点玻件时要注意焊接时的热变形,要采用对角、对面的对称焊接方法,必要时也可做工装来约束工件的变形,以免造成损失。
预埋在预埋时,有时埋板会错位或不平现象,要注意的是一定要垫平、垫实,角码与埋板之间不许有空洞现象,即使焊缝很规范,如果有了空洞现象,就会造成根基不稳,杆件上晃严重,尤其是对栏杆类的结构影响最大。
焊接的表面质量和内在质量,表面质量的验收要无沙眼、气孔、裂纹、夹渣、咬边和弧坑过大为宜,焊缝要直,形如鱼背纹路均匀即可。
内在质量采用:
正负压力试验,是否有泄漏压力来决定质量的好坏,根据设计要求进行拉力试验,机械冲击试验,煤油渗透试验、探伤都是焊接内在质量检验的手段,用煤油试验时可采用涂在焊缝上,由于煤油的渗透力特强,检查焊缝的背面是否有煤油渗过,没有煤油渗过则表明焊缝是合格的,反之是不合格的焊缝。
在安全方面的检查:
在脚手架上施工时,焊把线或氧气带不准在身体上缠绕工作,这样是很危险的,电线漏电、气管线燃烧会给施工带来生命危害的,护目境、工作服、手套和绝缘鞋也是必备的个人防护。
焊接时清除周边易燃物,要用接火斗,防止火星下落,造成火灾,焊工要持证上岗,开具动火证,配备看火员,以及消防器材,确保安全。
 升级会员
升级会员 