电气工程综合实训报告Word文档格式.docx
《电气工程综合实训报告Word文档格式.docx》由会员分享,可在线阅读,更多相关《电气工程综合实训报告Word文档格式.docx(18页珍藏版)》请在冰豆网上搜索。
此时,由于电动机每相绕组电压只为正常工作电压的1/23,因此能减少起动电流,待电动机转速接近额定转速时,再将电动机定子绕组改成三角形联结,各相绕组承受额定工作电压,电动机进入正常运转。
这种起动方法简便、经济,不仅适用于轻载起动,也适用于较重负载下的起动。
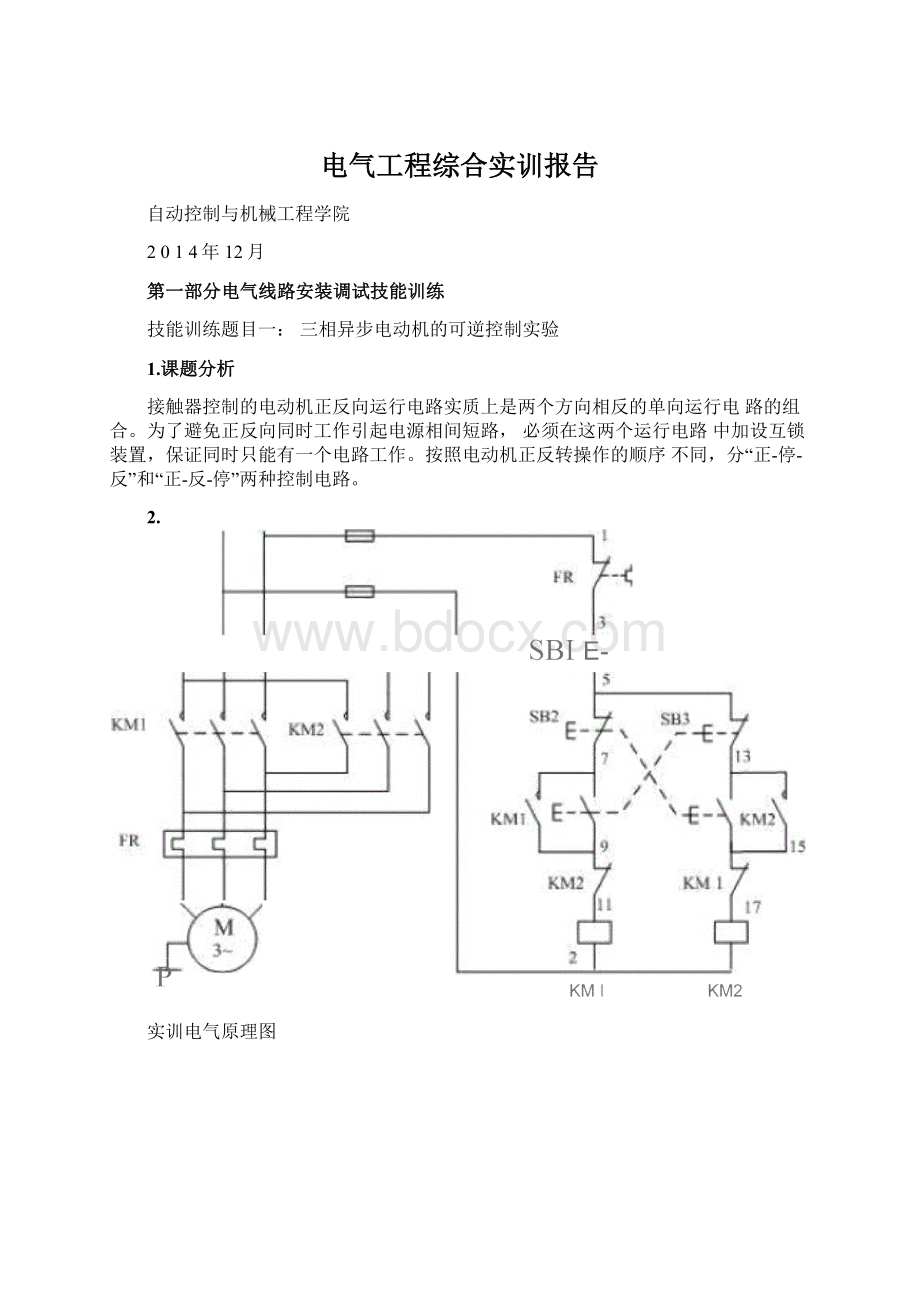
二、实训电气原理图
四、设备清单
M
三相异步电动机
4KW、380V△接法
1
QS
组合开关
三极额定电流25A
FU1
螺旋式熔断器
500V、60安配熔体额定电流
25A
FU2
500V、15安配熔体2A
2
KM1
KM2KM3交流接触器
20A、线圈电压380V
3
SB1、
SB2按钮
保护式、按钮数3
FR
热继电器
三极、20A1
KT
时间继电器
线圈电压380V
XT
端子排10A
、20节1
木板
(控制板)650
X500X50毫米
万用表
若干
电工工具及导线
接通电源之后接触已经吸和,但是没有按实验要求在时间继电器动作之后弹开,检查发现时在时间继电器的连接时连成了瞬时触点,以至于没有延时,修改
之后顺利完成了实验。
电气线路安装调试技能训练小结
1、电气原理图的绘制要求
1电气原理图一般分为主电路和辅助电路。
2每一电气元件采用国家规定的统一的图形符号来表示,在图形符号附近用文字符号标注属于哪类电器。
3同一电器的各个部件(如接触器的线圈和触点)在图中的位置,根据便于阅读和研究的原则来安排,可以不画在一起,但属于同一电器的部件均编以相同的文字符号。
4对于接触器、继电器的触点按吸引线圈不通电状态画出,控制器手柄按趋于零位时的状态画出,按钮、行程开关触点按不受外力作用时的状态画出等。
5在原理图中,无论是主电路还是辅助电路,各电气元件一般应按动作顺序和信号流从上到下、从左到右依次排列,可水平布置或者垂直布置,并尽可能减少线条和避免线条交叉。
6直流和单相电源电路用水平线画出,一般画在图样上方(直流电源的正极)
和下方(直流电源的负极)。
7为了便于检索电气电路,方便阅读和分析,在原理图的上方或右方将图分成若干图区,并标明该区电路的用途与作用。
8在电气原理图中,接触器和继电器线圈与触点之间的从属关系要加以说明,即在原理图中相应线圈的下方,给出触点的文字符号,并在其下注明相应触点的索引代号。
2.电气接线图的绘制要求:
1确定元件位置原则
各电器元件的相对位置应与实际安装位置一致。
在各电器元件的位置图上,以细实线画出外形方框图(元件框),并在其内画出与原理图一致的图形符号。
2标注线号原则
主回路线号的标注通常采用字母加数字的方法标注,控制回路线号采用数字标注。
控制电路线号标注的方法可以在继电-接触器线圈上方或左方的导线标注奇数线号,线圈下方或右方的导标注偶数线号;
也可以由上到下、由左到右地顺序标注线号。
线号标注的原则是每经过一个电器元件,变换一次线号(不含接线端子)
3给各个器件编号原则
器件编号连同电器符号标注在器件方框的斜上方(左上角或右上角)
4表示接线关系的原则
一是连续线表示法,用数字标注线号,器件间用细实线连接表示接线关系;
二是导线二维标注法,二维标注法采用线号和器件编号的二维空间标注来表示导线的连接关系
5端子编号原则
配电盘底板与控制面板及外设(如电源引线、电动机接线等)间一般用接线端子连接,接线端子也应按照元器件类别进行编号,并在上面注明线号和去(器件编号),但导线经过接线端子时,导线编号不变
6连接导线应注明导线规范
(颜色、数量、长度和截面积等)。
穿管或成束导线还应注明所有穿线管的种类、内径、长度及考虑备用导线后的导线根数
7注明有关接线安装的技术条件。
3.电器安装、接线的工艺要求:
元件安装要求:
1检查产品型号、元器件型号、规格、数量等与图纸是否相符;
2检查元器件有无损坏;
3组装前首先看明图纸及技术要求;
4所有元器件应按制造厂规定的安装条件进行安装;
5按图安装(如果有图);
6元器件组装顺序应从板前视,由左至右,由上至下;
7所有电器元件及附件,均应固定安装在支架或底板上,不得悬吊在电器及连线上;
8接线面每个元件的附近有标牌,标注应与图纸相符。
除元件本身附有供填
写的标志牌外,标志牌不得固定在元件本体上;
安装于面板、门板上的元件、
其标号应粘贴于面板及门板背面元件下方,如下方无位置时可贴于左方,但粘贴位置尽可能一致。
标号应完整、清晰、牢固。
标号粘贴位置应明确、醒目;
9面板、门板上的元件中心线的高度应符合规定;
10对于有操作手柄的元件应将其调整到位,不得有卡阻现象,主回路上面的元器件,一般电抗器,变压器必须接地,断路器也需要接地;
安装因振动易损坏的元件时,应在元件和安装板之间加装橡胶垫减震。
接线工艺要求:
1按图施工、连线正确。
出示图纸时,必须对元器件的负载型号、走线线径要求加以注释;
2二次线的连接(包括螺栓连接、插接、焊接等)均应牢固可靠,线束应横平竖直,配置坚牢,层次分明,整齐美观。
同一合同的相同元件走线方式应一致;
3接线时,先接零线和PE线,将回路部分连接好,N线和接地线,线板中应留有备用端子母排,PE线必须为黄绿线连接;
4所有连接导线中间不应有接头,特殊情况下需将连接处用焊锡焊牢加热缩套管绝缘;
5每个电器元件的接点最多允许接2根线;
每个端子的接线点一般不宜接二根导线,特殊情况时如果必须接两根导线,则连接必须可靠;
6二次线应远离飞弧元件,并不得防碍电器的操作;
7电流表与分流器的连线之间不得经过端子,其线长不得超过3米;
8二次线不得从母线相间穿过;
4.实训线路发生的故障及排除办法:
1线路中发生短路故障。
当发生短路时关断开关,检查电路中的熔断器中的熔丝是否已被烧断,如果已经烧断就重新更换熔断丝;
2检查热继电器是否有电,如果没电,说明线路中有过载情况,应检查线路,然后复位热继电器;
3检查各接触触点是否毁坏,如果坏了修好已坏触点;
4通电正常,接触器线圈吸合正常,但电机不通电:
考虑接触器触电是否接触良好,断电用万用表电阻档分别接到触电,手动按下触点,看看电阻状态。
查出接触点不通电检查是触点是否有异物阻隔,并调整;
5开停按钮有效反向按钮不起作用:
打开开关看看是否接线正确,发现少接了一条控制线,再看图接好按钮控制线;
6其他正常电机没有反向:
首先想到反向是由换相实现的,找到换相存在的问题,调节接线。
第二部分PLC控制系统设计实训
PLC控制课题一:
PLC控制三相异步电动机正反转
设计要求及分析
图1中,按下SB2X0变为ON其常开触点接通,丫0线圈得电,并自锁,使KM1的线圈通电,电动机开始正转运行。
按下停止按钮SB1,X2变为ON其
常闭触点断开,使Y0线圈失电,电机停止运行。
反转控制同理。
在梯形图中将丫0和Y1的常闭触点分别与对方的线圈串联,以确保它们不同时为ON因此KM1和KM2的线圈不会同时通电,这就是所谓互锁。
此外,在梯形图中还设置了“按钮互锁”,即将正、反转起动按钮控制的X0X1的常闭触
点,分别与控制反转、正转的丫1、Y0的线圈串联。
这时如果另一接触器的线圈通电,仍将造成三相电源短路。
为了防止这种情况,应在PLC外部设置由KM1
和KM2的辅助常闭触点组成的硬件互锁电路。
一、设计主电路
图1
、设计PLC的I/O分配表
输入分配
输出分配
元件名称
PLC输入点编号
正转起动
X0
正转接触器线圈
Y0
反转起动
X1
反转接触器线圈
Y1
停止按钮
X2
三、设计PLC的I/O接线图
四、设计梯形图
<
YODO
XOOOX002XOOlYOOl
——
YOOO
五、小结
三相异步电动机的PLC控制电路,就是三相异步电动机的正反转控制,与传统的继电器控制相比,具有控制速度快、可靠性高、灵活性强等优点。
非常实用。
三相异步电动机的应用非常广泛,具有机构简单,效率高,控制方便,运行可靠,易于维修成本低的有点,几乎涵盖了工农业生产和人类生活的各个领域,在这些应用领域中,三相异步电动机运行的环境不同,所以造成其故障的发生也很频繁,所以要正确合理的利用它。
采用PLC的编程语言----梯形图,梯形语言是在可编程控制器中的应用最广的语言,因为它在继电器的基础上加进了许多功能,使用灵活的指令,使逻辑关系清晰直观,编程容易,可读性强,所实现的功能也大大超过传统的继电器控制电路,可编程控制器是一种数字运算操作的电子系统,它是专为在恶劣工业环境下应用而设计,它采用可编程序的存储器,用来在内部存储执行逻辑运算,顺序控制,定时,计数和算术等操作的指令,并采用数字式,模拟式的输入和输出,控制各种的机械或生产过程。
PLC控制课题二:
PLC控制的三相异步电动机Y-△降压自动起动
1、当接通三相电源时,电动机不运转;
2、当按下SB2按钮后,电动机以丫接法降压起动;
3、2S后,电动机自动转为△接法全压起动;
4、按下SB1按钮,电动机停止运行;
5、使用热继电器FR做过载保护,若FR触头动作,电动机立即停转
停止按钮SB1
电源KM1
起动按钮SB2
丫降压起动
△全压运行
Y2
XMOXM1
0;
VOOO}
YOW
PLC控制课题三:
电镀生产线PLC电气控制系统设计
按启动按钮SD,原位指示灯HL亮;
按自动按钮ZD,原位指示灯HL灭,5秒后
XI
m丫1肚V
・CQA
1—
C(M|
正转指示灯ZZ亮,
到达位置C1,限位开关C1合,正转指示灯ZZ灭,同时下降指示灯XJ亮,限位开关C1分;
按下限开关XX,下降指示灯灭,1秒后槽1指示灯亮,再过5秒,槽1指示灯灭,同时上升指示灯SS亮;
按上限开关SX,上升指示灯SS灭,同时反转指示灯FZ亮;
到达C2位置,限位开关C2合,反转指示灯FZ灭,同时下降指示灯XJ亮,限位开关C2分;
按下限开关XX,下降指示灯灭,1秒后槽2指示灯亮,再过5秒,槽2指示灯灭,同时上升指示灯SS亮;
到达C3位置,限位开关C3合,反转指示灯FZ灭,同时下降指示灯XJ亮,限位开关C3分;
按下限开关XX,下降指示灯灭,1秒后槽3指示灯亮,再过5秒,槽3指示灯灭,同时上升指示灯SS亮;
限位开关QX合,反转指示灯FZ灭,同时原位指示灯HL亮;
限位开关QX分,原位指示灯HL灭,5秒后正转指示灯ZZ亮,依次循环。
一、电镀系统模拟实验的面板图:
电復生产绫
、zzO
QXC3C2Cl
HL
32
ZZ
FZ
SS
XJ
SX
XX
O
o
SD
JD
ZD
自动
QX
C3
C2
C1
V+-
o-
7
-o
输入接线
X3
X4
X5
X6
X7
X10
输出接线
Y3
Y.4
Y5
Y6
Y7
四、设计功能图
}
]
)
:
■
-
六、小结
用PLC对电镀专用行车进行自动控制,简化了电气控制系统的硬件数目和接
线难度,减小了控制器的体积,提高了控制系统的灵活性,同时,PLC有较完善
自诊断和自保护能力,可以增强系统的抗干扰能力,提高系统的可靠性。
第三部分理论培训
一、电工基础知识
1.1直流电路
1.2磁和电磁原理
1.3正弦交流电
1.4常用变压器
1.5常用三相异步电动机
1.6常用单相异步电动机
1.7常用低压电器
1.8半导体二极管、三扳管和整流、稳压电路
1.9晶闸管及其整流电路
1.10识读电气图
1.11三相异步电动机的基本控制线路
1.12常用工具与量具及仪表
1.13常用电工材料
1.14供电和节约用电的一般知识
二、钳工基础知识
2.1锯削
2.2锂削
2.3钻孔
2.4手工加工螺纹
三、电气安全技术与文明生声及环境保护知识
3.1电气安全技术知识3.2电气文明生产基本知识
3.3电气生产环境保护知识
四、质量管理知识及相关法律与法规知识
4.1质量管理知识
4.2劳动法基本知识
4.3合同法基本知识
 升级会员
升级会员 